3.8.4 在空间中切入和切出(G340,G341,G342,FAD=...,DISCL=...,...
(1)编程格式
1)在空间中切入和切出(默认时)。
G41/G42 G347/G247 G340 FAD=... DISCL=... DISR=... F...
G1 X... Y... Z...
2)在空间中切入和切出。
G41/G42 G347/G247 G341 FAD=... DISCL=... DISR=... F...
G1 X... Y... Z...
(2)指令参数说明 参数与3.8.1节相同。
(3)编程示例 在空间中切入和切出指令(G340、G341)一般需要配合G247、G248、G347和G348指令编程。图3-41所示为在G340和G341指令下刀具从起点到终点(从P0到P4点)的切入位移轨迹。
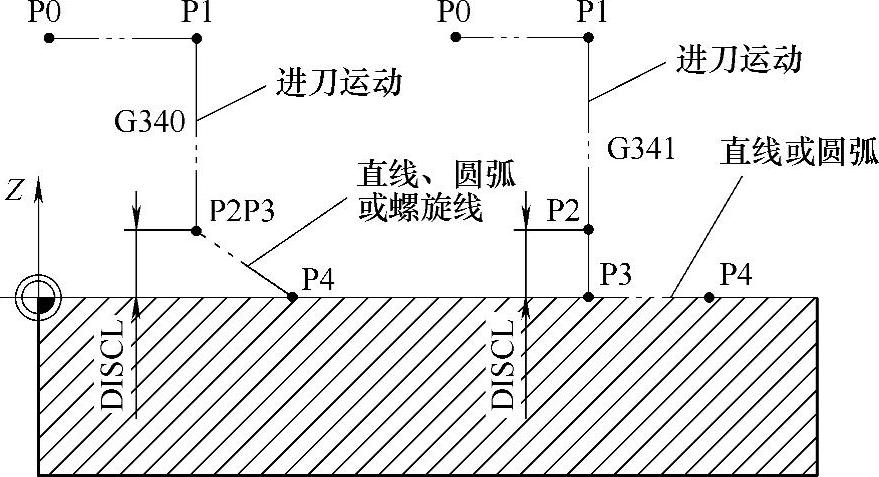
图3-41 G340/G341指令下的切入位移轨迹(使用G17平面)
例1 沿半圆圆弧切线切入并使用DISCL和G340控制进给动作。设定切入半圆的圆弧半径为15mm,到平面的安全高度为5mm。设工件表面点P4(40,-10),如图3-41所示。
程序代码 注释
N10 T1…G17 G90 G94 ;激活刀具,选择X/Y平面
N20 G0 X0 Y0 Z30 ;快速定位P0点
N30 G41 G347 G340 DISCL=5 DISR=15 Z0 FAD=300 F600 ;至P3(Z=5)点
N40 G1 X40 Y-10 ;沿半圆切入至轮廓起点P4
…
刀具运行路线(G340)说明:使用G0自P3点(半圆切入的起始点,该点位置随着刀具半径值变化)移动到平面中的Z=30处,过程轨迹由系统内部计算并运行,编程者无须考虑。然后降低到深度(P2,P3),安全高度(DISCL)为5mm。然后沿半圆螺旋曲线,进给率为FAD=300mm/min,到达轮廓P4点(X40,Y-10,Z0)位置。其后的加工进给速度为F600。
N30和N40还可以合并成一个语句,写成:
N30 G41 G347 G340 DISCL=5 DISR=15 X40 Y-10 Z0 FAD=300 F600
或N30 G41 G347 G340 DISCL=5 DISR=15 FAD=300 F600
N40 G1 X40 Y-10 Z0
例2 沿1/4圆弧切入并使用DISCL和G341、FAD控制进给动作。设定切入半圆的半径为15mm,到平面的安全高度为5mm,如图3-42所示。
刀具运行路线(G341)说明:
1)使用G0移动至P1点(1/4圆弧的起始点,该点位置随着刀具半径值变化)到平面中的Z=30处;然后降低到P2点,安全高度(DISCL)为5mm;再使用进给率FAD=300mm/min,到达深度P3点(Z=0);然后在此平面上沿1/4圆弧,进给率为600mm/min到达轮廓P4点(X40,Y-10)位置。
2)进给与退出进给速度说明。从P0到P2点的所有动作都是按照前一个程序段中G0的速度执行,即与加工平面平行运行并形成进给轨迹的一部分,直至(DISCL)安全高度为止。
编程的FAD进给率一般在以下情况下定义:
G340:从P2或P3点,以螺旋轨迹进给到加工平面P4点。
G341:从P2到P3点的轨迹是垂直于加工平面的进给动作。
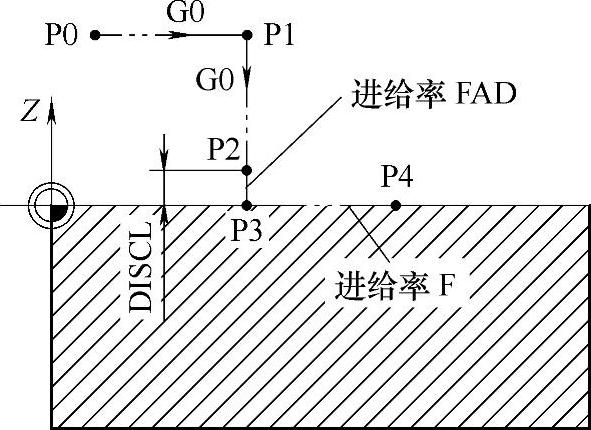
图3-42 使用G341和FAD进给轨迹(G17平面)
如果未设定FAD,将采用F进给率值进给至编程的P4点位置。如果在平滑切入与切出程序段中未设定FAD,并且也未设定F字,则使用前面程序中模态有效的进给率值进给至编程的P4点位置。如果前面的程序中未设定F字,会出现报警。
在后续几何轮廓的切削进给中,仍使用原来程序中的进给率加工。