5.5.1 切削用量设置
2025年10月13日
5.5.1 切削用量设置
切削用量是机床的加工控制参数之一。在每一种加工方法中,都有关于切削用量的设置。图5-10为【等高线粗加工(创建)】的【切削用量】选项卡。
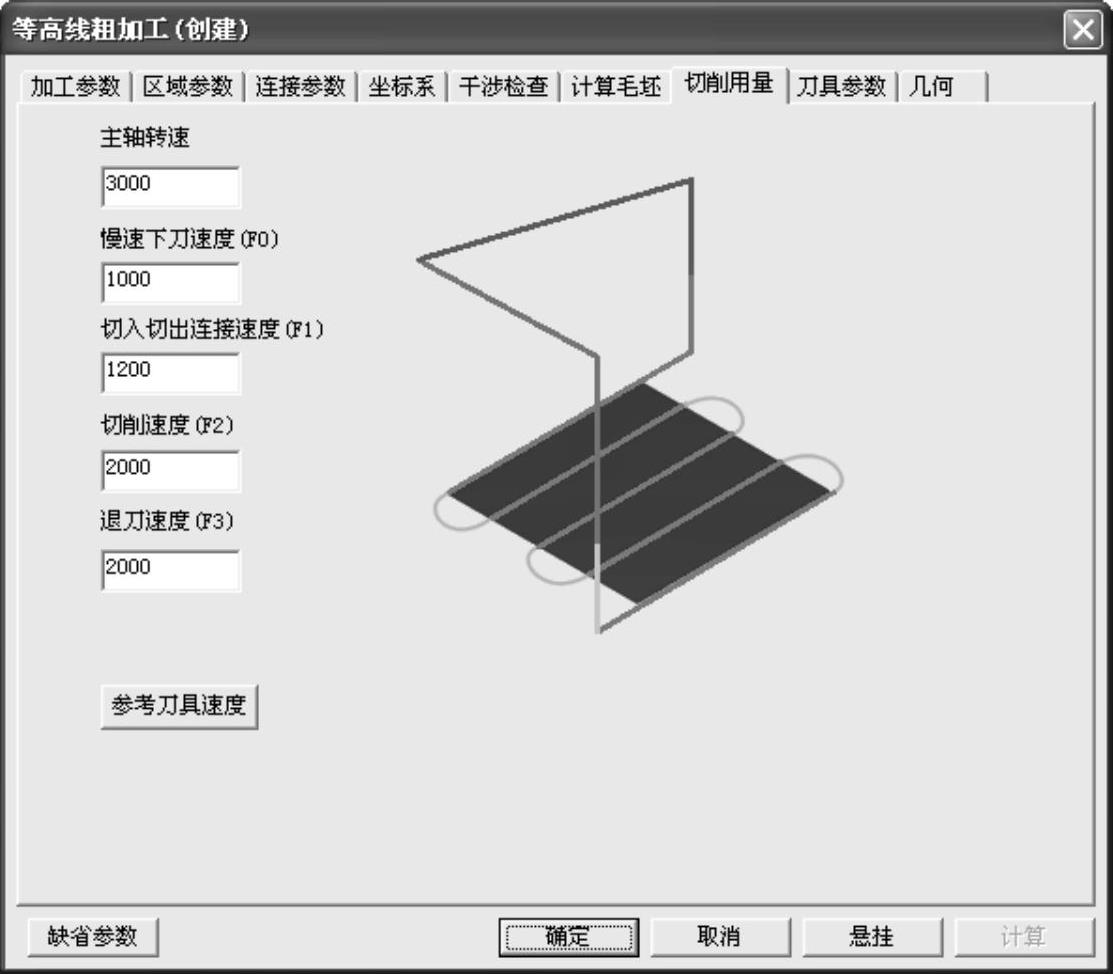
图5-10 【切削用量】
(1)主轴转速 机床主轴旋转的角速度,默认的计量单位为r/min。
(2)慢速下刀速度(F0)从慢速下刀高度到切入工件前刀具的移动速度,单位为mm/min。
(3)切入切出连接速度(F1)在有往复加工的加工方式中,为避免在顺逆铣的变换过程中,机床的进给方向和进给量产生急剧变化,对机床及工件和刀具造成损坏,需要设定切削开始和结束时的过渡速度,单位为mm/min。此速度一般小于进给速度。
(4)切削速度 正常切削工件时刀具行进的线速度,单位为mm/min。
(5)退刀速度 刀具离开工件后回到安全高度时的行进速度,单位为mm/min。在安全高度以上,刀具行进的速度取机床的快速移动速度(G00)。
以上各种速度在图5-9右侧的图例中用不同的颜色标记。
单击 按钮,则自动将刀具定义时的加工参数作为切削用量参数。
按钮,则自动将刀具定义时的加工参数作为切削用量参数。
速度参数的设置与加工效率密切相关,而这些速度参数的给定一般依赖于用户的实际加工经验。一般情况下,速度参数的设置还需要考虑机床本身性能、工件材质、刀具材质、工件的加工精度和表面粗糙度要求等内容。