5.6.4 轮廓导动精加工
本实例将采用轮廓导动精加工的方法,对图5-46所示异形凸台过渡圆角进行加工,并创建相应的加工轨迹。
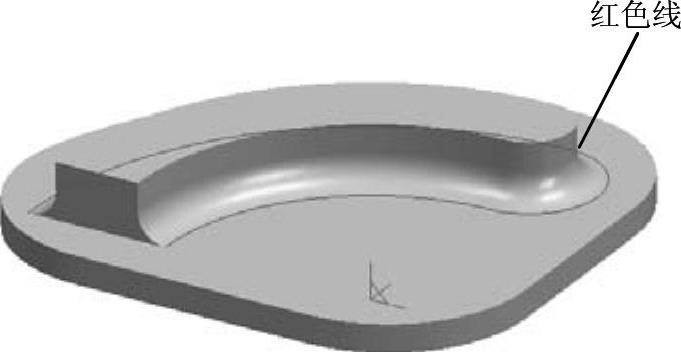
图5-46 轮廓导动精加工模型
从图5-46可知,异形凸台主体与基座之间只有一个过渡圆角,其他部分都是规则外形。因此,在过渡圆角处可以直接使用轮廓导动精加工完成。
1)采用前面介绍的方法,用【相关线】命令的【实体边界】方式,将过渡圆角的边线提取出来,如图5-46里的红色线。
2)在【轨迹管理】导航栏的空白处单击鼠标右键,在展开菜单中选择【加工】—【精加工】—【轮廓导动精加工】,系统弹出【轮廓导动精加工(创建)】对话框,如图5-47所示。
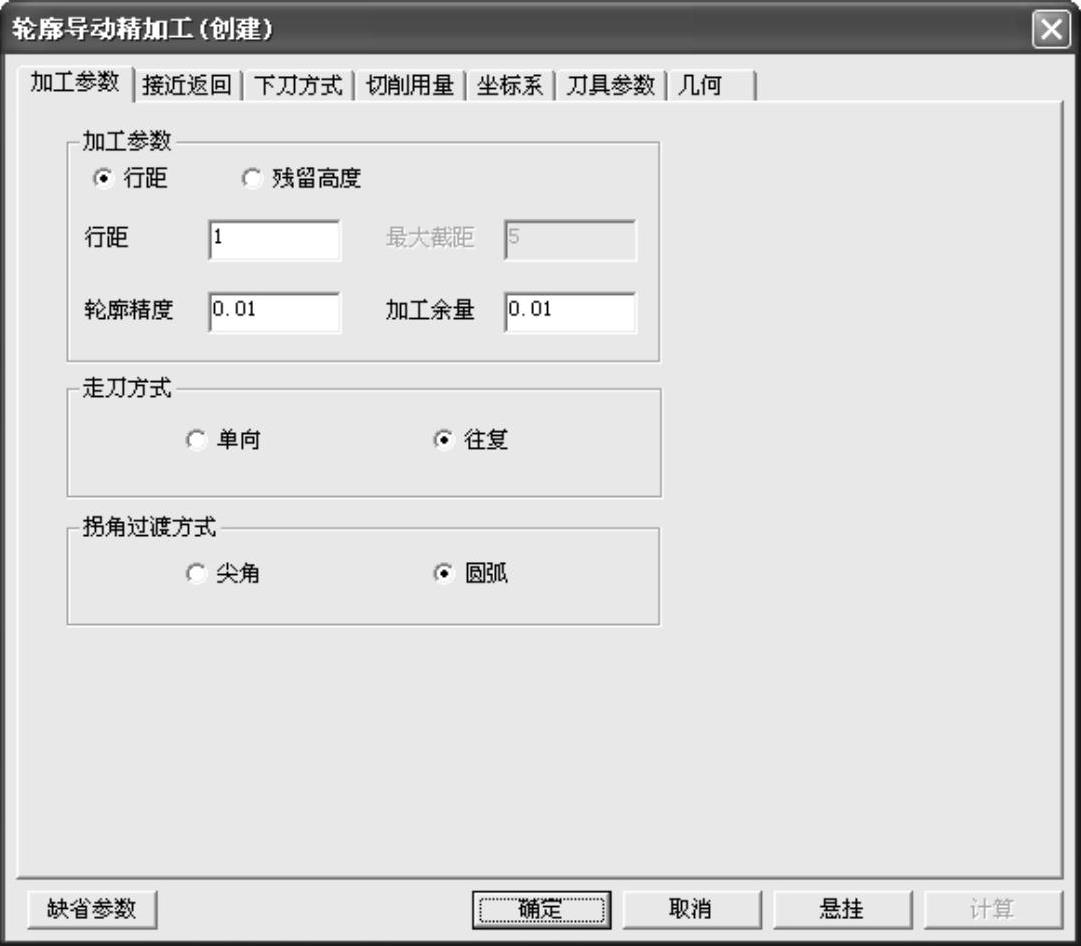
图5-47 【轮廓导动精加工(创建)】对话框的【加工参数】选项卡
【轮廓导动精加工(创建)】对话框的部分参数效果说明如下:
a)行距:表示沿截面线上每一行刀具轨迹间的距离,按等弧长来分布。当选中【行距】时,对话框左侧【行距】项亮显,右侧的【最大截距】项变为不可设置。
b)最大截距:输入最大Z向背吃刀量。根据残留高度值,在求得Z向的层高时,为防止在加工较陡斜面时层高过大,限制层高在最大截距的设定值之下。
3)在【刀具参数】选项卡中选取D6的球头铣刀,并设置【刀具号】为“1”。
4)设定完所有加工参数后,单击【确定】按钮。根据系统状态栏提示,用鼠标拾取轮廓和加工方向,如图5-48所示。如果是两根以上的线段,则要对其他每个线段都要选择方向。
5)系统状态栏提示“拾取曲线”,即继续选取轮廓线,选取完所有轮廓线后,单击鼠标右键确定。
6)系统状态栏提示“拾取截面线”。用鼠标选取过渡圆角的圆弧线作为截面线,然后用鼠标选择加工的侧边,即选择向上的箭头则加工上边(选择向下的箭头则加工下边),如图5-49所示。系统状态栏提示“继续拾取截面线”,本实例只选取一条截面线,因此选取完毕后单击鼠标右键跳过。
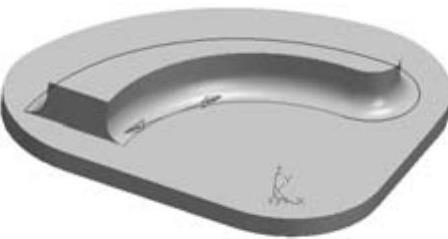
图5-48 选取过渡圆角加工的轮廓线

图5-49 选取过渡圆角加工的侧边
7)单击鼠标右键完成参数设置,系统自动计算生成轨迹,如图5-50所示。图5-51为刀具加工轨迹放大的效果图。

图5-50 轮廓导动精加工轨迹结果
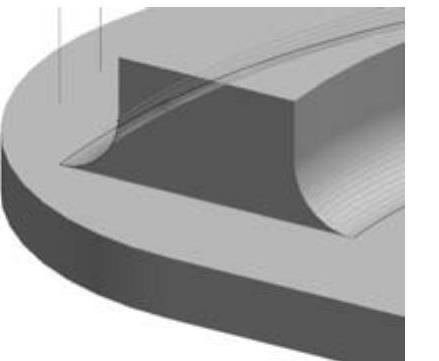
图5-51 轮廓导动精加工轨迹结果放大图
总结:
1)轮廓导动精加工时,只需要选取平面轮廓线和截面线,不用生成曲面,简化了造型操作(但仍然要先创建毛坯)。
2)生成的加工轨迹中,由于每层轨迹都是用二维的方法来处理的,所以拐角处如果是圆弧,则生成的G代码中就是G02或G03命令,充分利用了机床的圆弧插补功能。
3)若截面线由多段曲线组合,则可以分段来加工。
4)沿截面线由下往上还是由上往下加工,可以根据需要任意选择。生成轨迹的速度非常快。