5.6.7 参数线精加工
本实例将采用参数线精加工方法,生成上方下圆凹腔的参数线精加工轨迹。上方下圆凹腔模型的三维曲面造型效果如图5-62所示。
图5-62 上方下圆凹腔曲面造型效果
1)在【轨迹管理】导航栏中双击【毛坯】,在弹出的对话框中运用【参照模型】方法生成毛坯。然后在导航栏的空白处单击鼠标右键,在展开菜单中选择【加工】—【常用加工】—【参数线精加工】,系统弹出【参数线精加工(创建)】对话框,如图5-63所示。
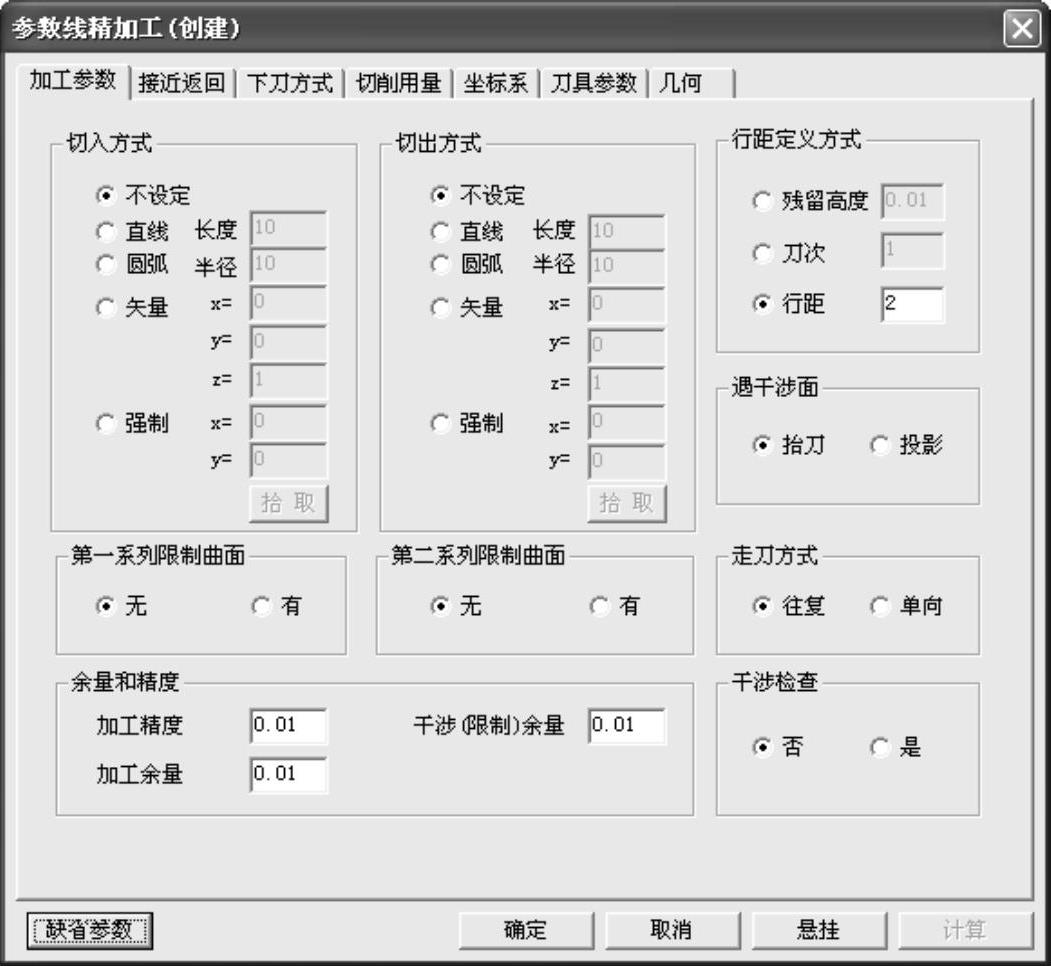
图5-63 【参数线精加工(创建)】对话框
【参数线精加工(创建)】对话框的【加工参数】选项卡参数说明如下:
a)加工余量:对加工曲面的预留量,可设为正值或负值。
b)干涉(限制)余量:对干涉曲面的预留量,可设为正值或负值。
c)干涉检查:控制是否对加工的曲面本身作自身干涉检查。干涉检查状态的闭合与否直接关系到轨迹的生成方式。具体区别如图5-64、图5-65所示。
d)残留高度:加工后刀具轨迹在行进方向离加工曲面的最大距离,为球头刀所特有的设置参数。
e)刀次:刀具轨迹的行数,或者说将采用几次加工来逼近加工表面。
f)行距:每行刀位之间的距离。若行距大于刀具半径,则系统在生成刀具轨迹时在每行之间按抬刀处理。
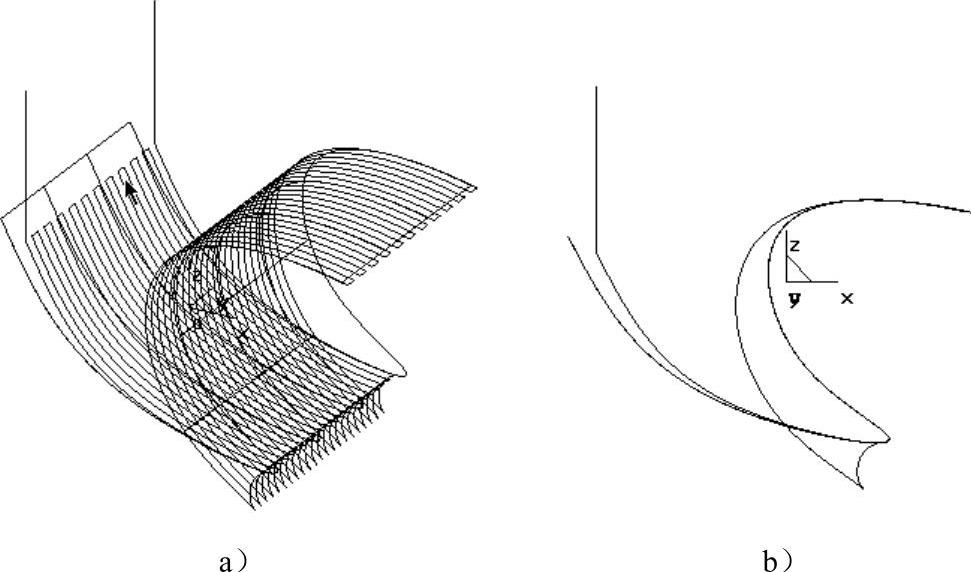
图5-64 不进行干涉检查的效果示意
a)不加干涉检查产生过切 b)曲面曲率半径小于刀具半径
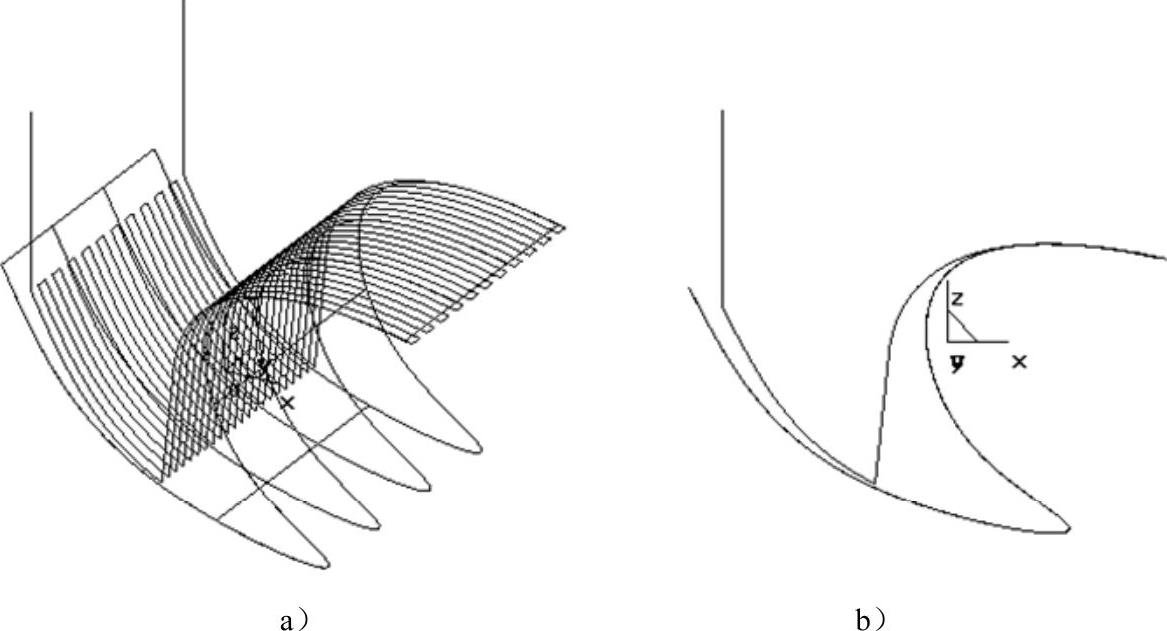
图5-65 进行干涉检查的效果示意
a)加干涉检查 b)曲面曲率半径大于刀具半径
提示:
1)当加工的曲面曲率半径较大,或不需要精密尺寸时,一般使用行距来定义进给量。
2)对曲率半径较小的曲面,或尺寸要求较高,一般使用残留高度定义进给量,以便在较陡面获得更多的进给次数。【残留高度】方式与【行距】方式的区别如图5-66所示。
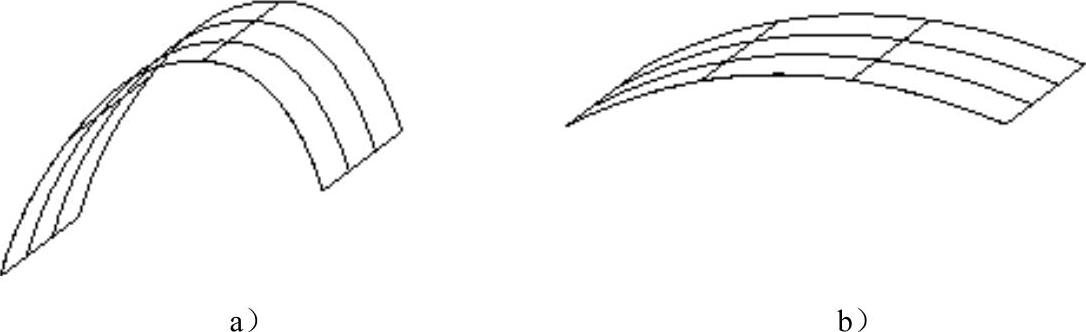
图5-66 【残留高度】方式与【行距】方式的区别
a)【残留高度】方式 b)【行距】方式
g)第一系列限制曲面:指刀具轨迹的每一行在刀具恰好碰到限制面时(已考虑干涉余量)停止,即限制刀具轨迹每一行的尾。第一系列限制曲面可以由多个面组成。
h)第二系列限制曲面:限制每一行刀具轨迹的头。同时用第一系列限制曲面和第二系列限制曲面,可以得到刀具轨迹每行的中间段。
提示:
系统对限制面与干涉面的处理不一样,碰到干涉面,刀具轨迹让刀;碰到限制面,刀具轨迹在该行停止。
2)设定完所有加工参数后,单击【确定】按钮,系统状态栏将提示“拾取加工对象”,选择上方下圆凹腔的4张曲面,在每个曲面的单击处将出现一个箭头,用来表示加工侧的方向,如图5-67所示。单击某个曲面,调整加工侧方向朝向上方,如图5-68所示,单击鼠标右键确定。
3)单击鼠标右键,系统状态栏提示“拾取进刀点”,用鼠标选取一个点,或者通过键盘输入坐标确定,如图5-69所示。
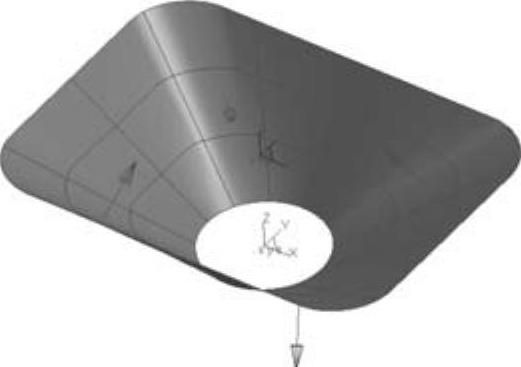
图5-67 选取加工曲面对象
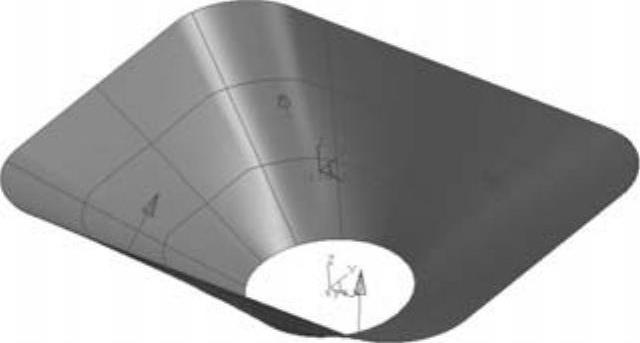
图5-68 调整曲面加工侧
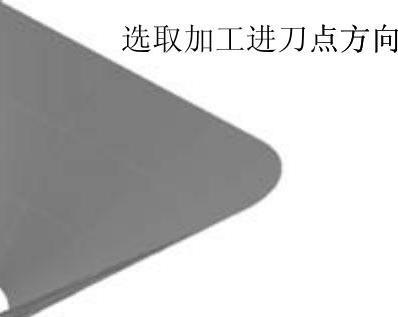
图5-69 选取进刀点及方向
4)系统状态栏提示“切换加工方向”,即按鼠标左键切换方向,按鼠标右键确定。
5)系统状态栏提示“改变曲面方向”,用鼠标在要改变方向的曲面上单击,则该曲面上的方向箭头将换向。本实例不需要更改曲面方向。
6)单击鼠标右键,系统状态栏提示“拾取干涉曲面”,由于前面在【加工参数】设置页面中设定没有干涉曲面,故本实例中不需要选取,直接单击鼠标右键确定。根据状态栏提示,用鼠标选取第一、第二限制曲面,本实例中选取上方下圆凹腔的上边线所在平面和底面,或者直接单击鼠标右键跳过,如图5-70所示。
7)单击鼠标右键,完成加工轨迹的生成,如图5-71所示。
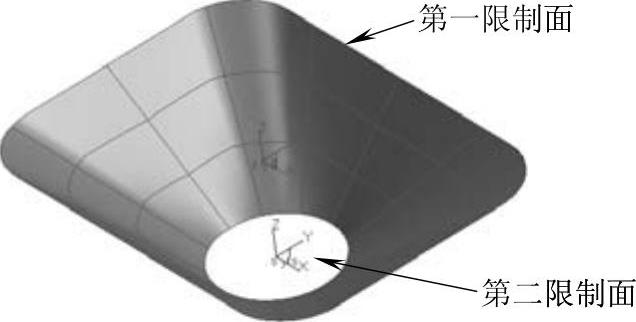
图5-70 拾取两限制面
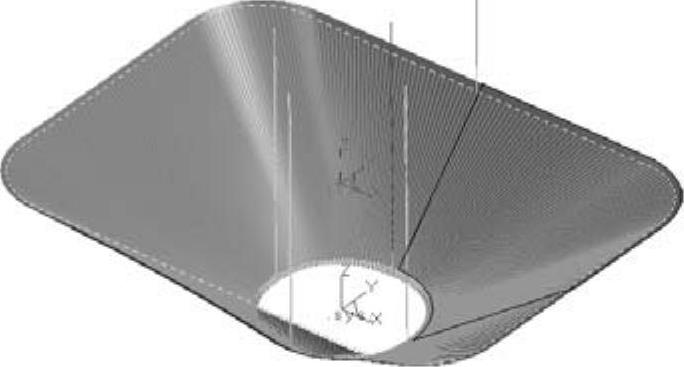
图5-71 生成参数线精加工轨迹
总结:
1)若在切削待加工曲面时可能与其他曲面发生干涉,则需指定作干涉检查的曲面;能够确认曲面自身不会发生过切,最好不进行自身干涉检查,因为会消耗大量系统资源。
2)可以单个拾取或链拾取的方式来拾取待加工的曲面,也可以通过立即菜单切换拾取方式;或者二者的组合应用。单个拾取需用户挨个拾取各曲面,适合于曲面数目不多,且不适合于链拾取的情形。链拾取需用户指定起始曲面、起始曲面角点及链搜索方向,系统从起始曲面出发,沿搜索方向自动寻找所有边界相接的曲面。
3)进刀点是第一张曲面的某一个角点。
4)需逐个确定待加工曲面的方向,以确保生成刀位的正确性,从而确保刀具不会碰伤工件。