5.11 生成并校核G代码
生成G代码,就是按照当前机床类型的配置要求,把已经生成的刀具轨迹转化生成G代码数据文件,即CNC数控程序。后置生成的数控程序是三维造型的最终结果,有了数控程序就可以直接输入机床进行数控加工。生成了G代码,可以利用校核G代码功能来检验生成的G代码是否正确。具体生成方法如下:
1)生成加工轨迹后,在【轨迹管理】导航栏的相应加工轨迹上单击鼠标右键,在弹出的快捷菜单中选择【后置处理】—【生成G代码】,如图5-141所示。
2)在弹出的【生成后置代码】对话框中,输入G代码的文件名称和保存路径,选取数控系统,如图5-142所示。单击【确定】按钮。
3)系统将返回到软件界面,并在状态栏提示“已有刀具轨迹被拾取,请继续拾取”。如果不需要继续拾取,可直接单击鼠标右键确认,系统弹出图5-143所示的G代码文本格式文件。
用户可根据实际数控系统的要求,对生成的G代码文件进行相应的修改和编辑,使其更符合数控加工系统的格式。
校核G代码,就是将生成的G代码文件反编译,生成刀具轨迹,以检查生成的G代码的正确性。如果反编译的刀位文件中包含圆弧插补,则需要指定相应的圆弧插补格式,否则可能得到错误的结果。若后置文件中的坐标输出格式为整数,而机床分辨率不为1时,反编译的结果是不对的。即系统不能读取坐标格式为整数,且分辨率为非1的情况。
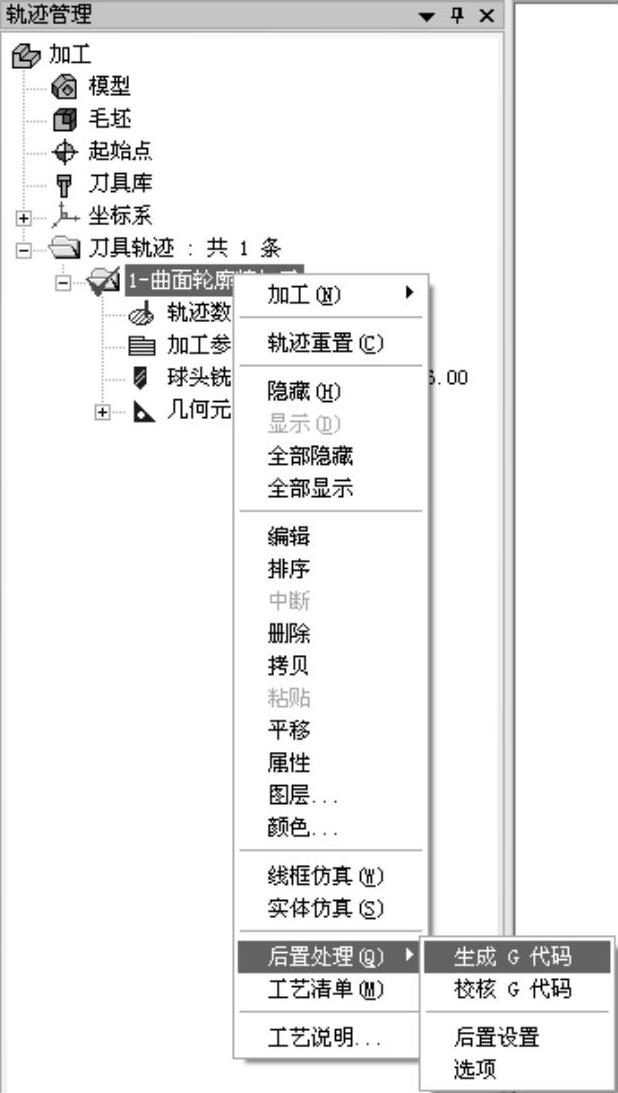
图5-141 选择快捷菜单【后置处理】—【生成G代码】
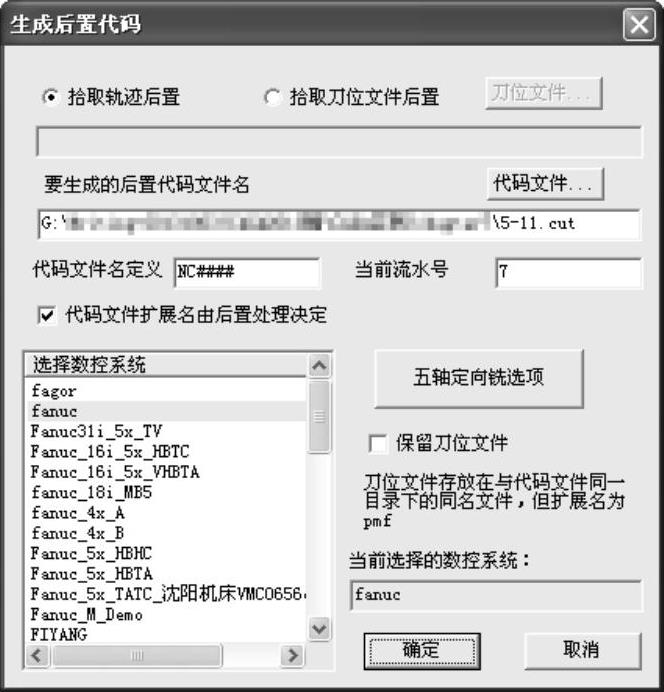
图5-142 命名并保存G代码的文件
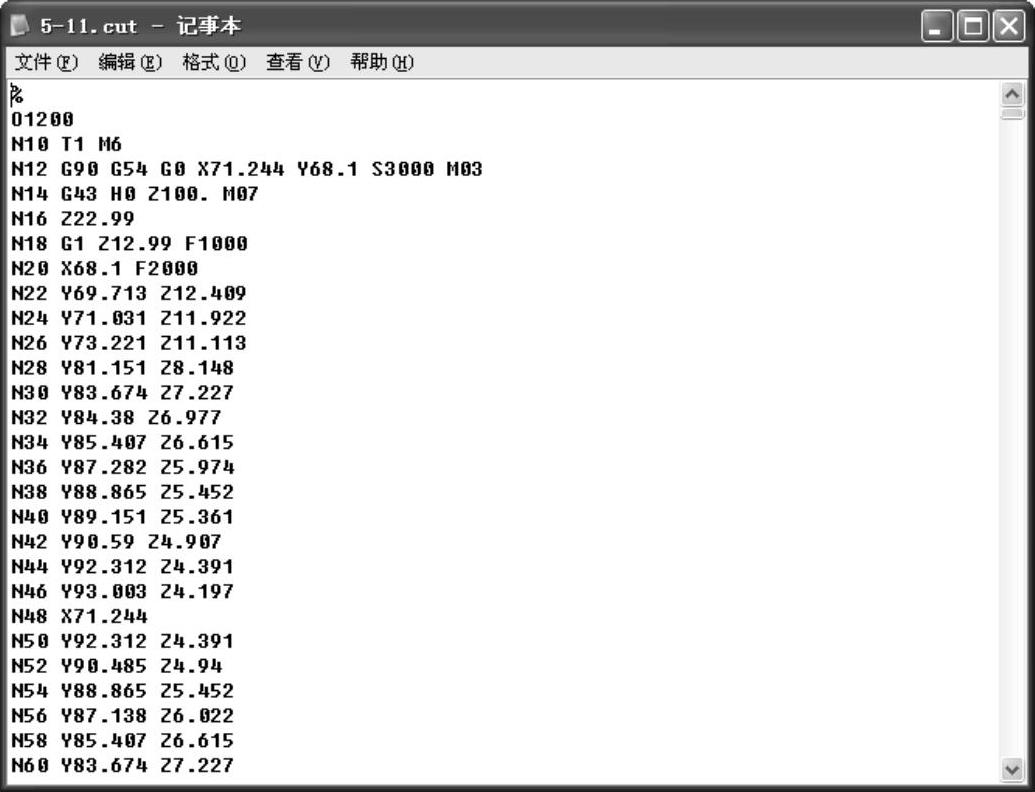
图5-143 查看G代码文本内容
注意:
1)刀位校核只用来进行对G代码的正确性进行检验。由于精度等方面的原因,应避免将反读出的刀位重新输出,因为系统无法保证其精度。
2)校对刀具轨迹时,如果存在圆弧插补,则系统要求选择圆心的坐标编程方式。
3)此选项针对采用圆心(I,J,K)编程方式,用户在操作时应正确选择对应的形式,否则会导致错误。