5.7.2 工艺钻孔加工
2025年10月13日
5.7.2 工艺钻孔加工
本实例以圆心作为孔的中心,在图5-119所示的齿轮轴端盖上进行孔的加工。
1)打开齿轮轴端盖模型,并在齿轮轴端盖平面绘制正六边形,正六边形顶点为要钻孔的中心,在正六边形顶点处添加点作为孔定位参照。
2)在【轨迹管理】导航栏中定义好毛坯。
3)在【轨迹管理】导航栏的空白处单击鼠标右键,在展开菜单中选择【加工】—【其他加工】—【工艺钻孔加工】,系统弹出【工艺钻孔加工向导 步骤1/4定位方式】对话框,如图5-120所示。
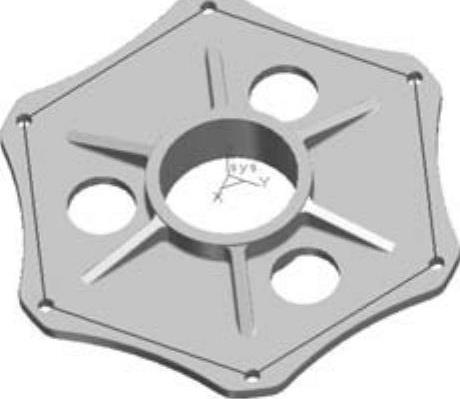
图5-119 工艺孔定位参照
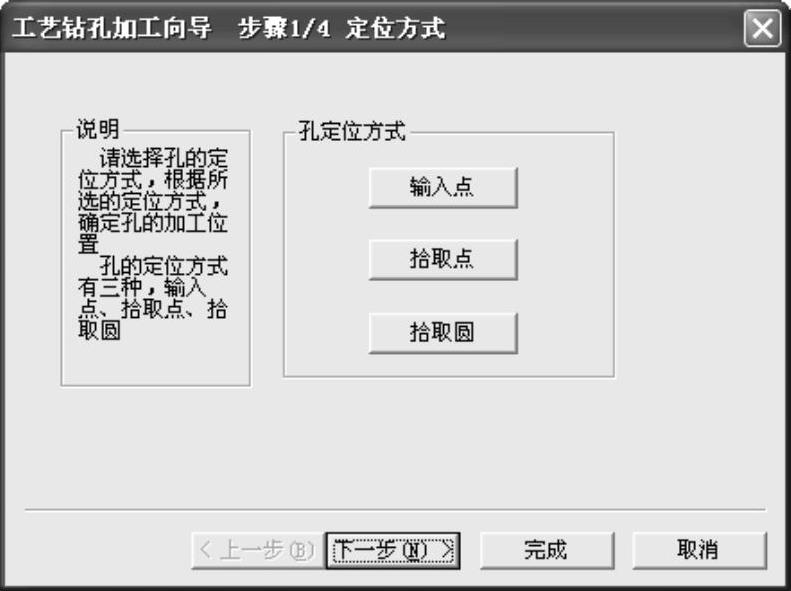
图5-120 【工艺钻孔加工向导 步骤1/4定位方式】对话框
4)孔定位方式有输入点、拾取点、拾取圆等三种形式。单击【拾取点】按钮,系统自动返回原界面。
5)根据系统状态栏提示,用鼠标选取图5-119绘制正六边形顶点处的点,单击鼠标右键确认,系统自动返回图5-120所示对话框。单击【下一步】按钮,进入的界面如图5-121所示。
6)路径优化的方式有缺省情况、最短路径、规则情况三种。默认选择【缺省情况】方式的路径优化。单击【下一步】按钮,进入的界面如图5-122所示。
7)在列表框中选择一个定义好的【自定义】工艺来加工孔,如图5-123所示。单击【下一步】按钮,可以看到该孔的加工工艺流程,如图5-124左图所示。
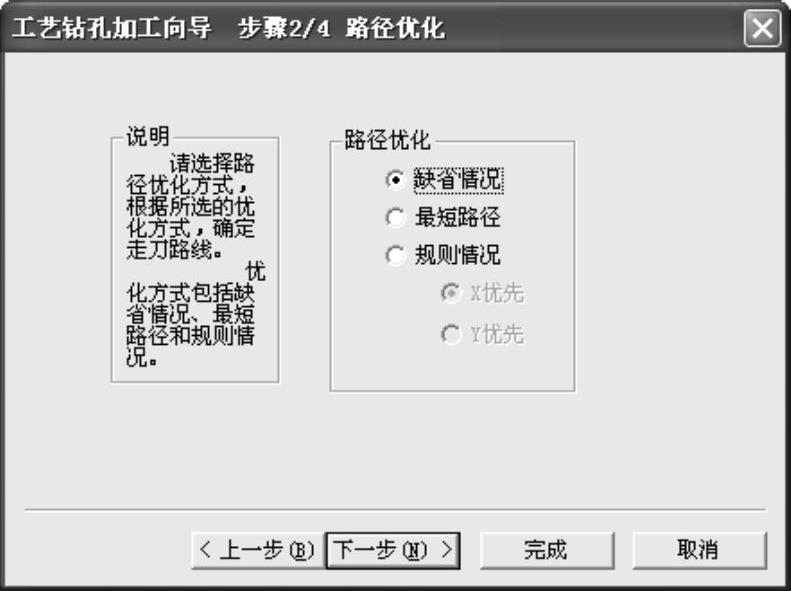
图5-121 【工艺钻孔加工向导 步骤2/4路径优化】对话框
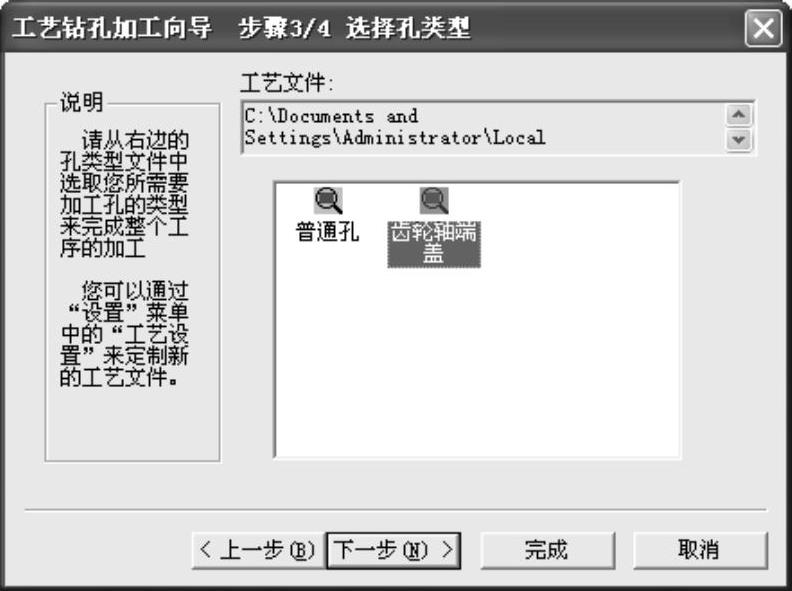
图5-122 选择孔类型
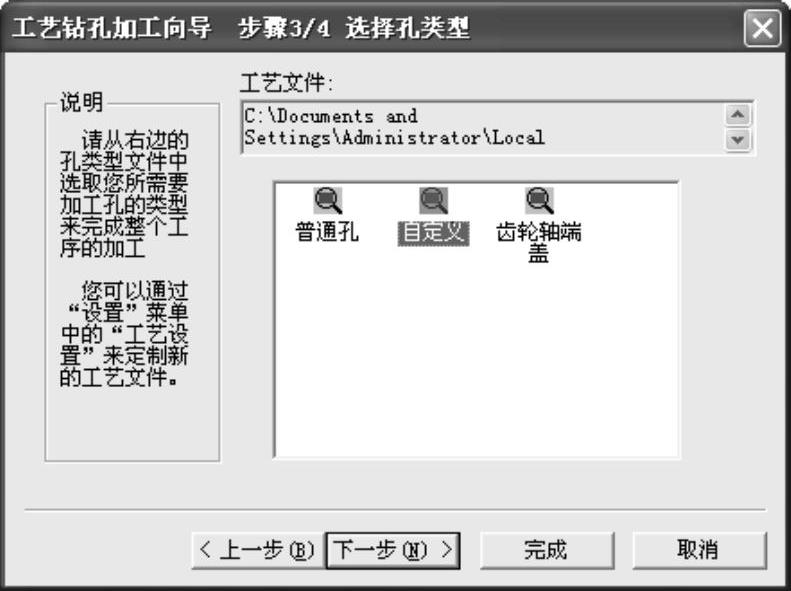
图5-123 设定孔工艺流程
8)单击【完成】按钮,生成的轨迹如图5-124右图所示。
如图5-124左图所示,在【轨迹管理】导航栏中,因为定义好的【自定义】工艺流程包含了【钻孔】和【攻丝】,所以刀具轨迹下即生成了两个相应的加工轨迹。
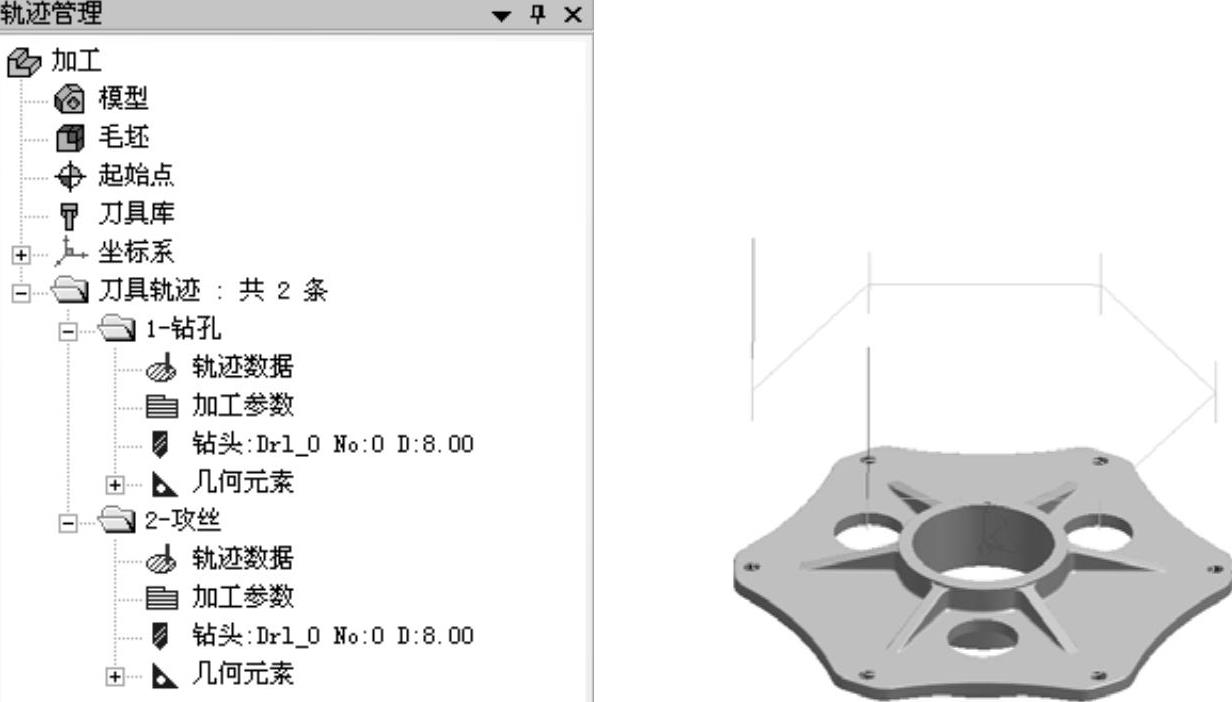
图5-124 工艺孔加工轨迹