6.1.2 程序格式的设置
程序格式的设置是指对G代码各程序段格式进行重新编排。按照固定格式编制的程序称为“程序段”,用户可以对程序起始符号、程序结束符号、程序说明、程序头、程序尾、换刀段程序段格式进行设置。具体在【CAXA后置配置-fanuc】对话框中的【通常】选项卡的【程序】栏及【程序】选项卡,如图6-2和图6-7所示。
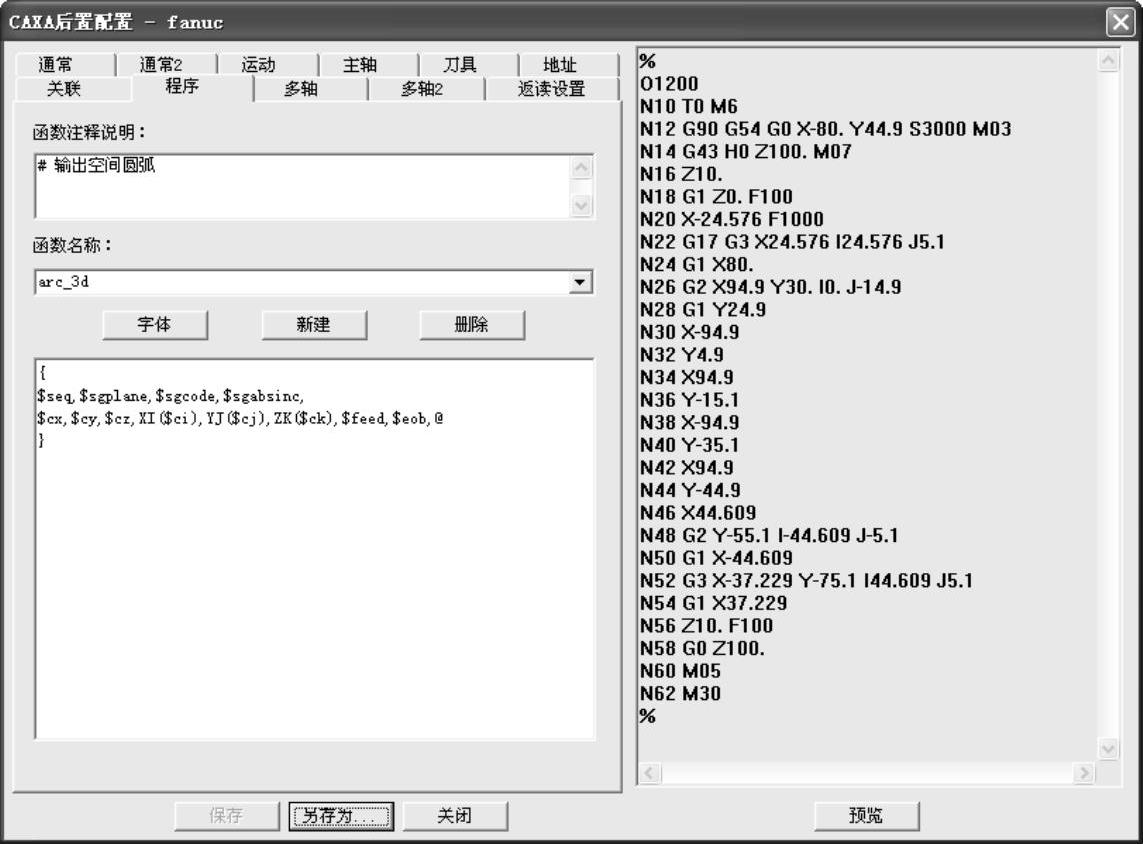
图6-7 程序设置参数
1.设置方式
设置方式为字符串或宏指令@字符串或宏指令,其中宏指令为:$+宏指令串。系统提供的宏指令有:
1)当前后置文件名POST-NAME。
2)当前日期POST-DATE。
3)当前时间POST-TIME。
4)系统规定的刀具号TOOL-NO。
5)主轴速度SPN-SPEED。
6)当前X坐标值COORD-X。
7)当前Y坐标值COORD-Y。
8)当前Z坐标值COORD-Z。
9)当前程序号POST-CODE。
10)当前刀具信息TOOL-MSG。
11)当前加工参数信息PARA-MSG。
以下是宏指令内容:
1)行号指令LINE-NO-ADD。
2)行结束符号BLOCK-END。
3)速度指令FEED。
4)快速移动G00。
5)直线插补G01。
6)顺圆插补G02。
7)逆圆插补G03。
8)XY平面定义G17。
9)XZ平面定义G18。
10)YZ平面定义G19。
11)绝对指令G90。
12)相对指令G91。
13)刀具半径补偿取消DCMP-OFF(G40)。
14)刀具半径左补偿DCMP-LFT(G41)。
15)刀具半径右补偿DCMP-RGH(G42)。
16)刀具长度补偿增加LCMP-LEN(G43)。
17)刀具长度补偿减少LCMP-SHT(G44)。
18)刀具长度补偿取消LCMP-OFF(G49)。
19)坐标设置WCOORD(G92、G54~G59)。
20)主轴正转SPN-CW(M03)。
21)主轴反转SPN-CCW(M04)。
22)主轴停止SPN-OFF(M05)。
23)主轴转速SPN-F(S)。
24)切削液开COOL-ON(M07、M08)。
25)切削液关COOL-OFF(M09)。
26)程序止PRO-STOP(M30)。
@号为换行标志。若是字符串,则输出字符串本身。$号输出空格。
2.程序说明
程序说明部分是对程序的名称、与此程序对应的零件名称编号、编制日期和时间等有关信息的记录。程序说明部分是为便于管理加工程序而设置的。通过程序说明项目,管理者可以方便地对众多数控加工程序进行有效的管理。例如要加工某个零件时,只需从管理程序中找到对应的程序编号即可,而不需从复杂的程序列表中逐个寻找所需的程序。
例如(N126—60231,$POST-NAME,$POST-DATE,$POST-TIME),在生成的后置程序中的程序说明部分才输出如下说明:
(N126—60231,O1261,1996,9,2,15:30:30)
3.程序头
对于一些特定的数控机床,其数控程序开头部分都是相对固定的,包括一些机床信息,如机床回零、工件零点设置、主轴起动,以及切削液开启等。
例如快速移动指令内容为G00,则$G0的输出结果为G00。类似地,$COOL-ON的输出结果为M07,$PRO-STOP为M30。
例如$G90$$WCOORD$G0$COODR-Z@G43H01@SPN-F$SPN-SPEED$SPN-CW,在后置文件中的输出内容为
G90 G54 G00 Z30.00
G43 H011
S500 M03
4.换刀
换刀指令用来提示系统在加工的某个时刻换刀。换刀指令需要用户根据实际的加工过程和特定机床来设定。在【CAXA后置配置-fanuc】对话框中的【刀具】选项卡的【调刀函数调用方式】栏,用户可以设置换刀指令的输出方式,详见图6-5所示。
换刀后系统要提取一些有关刀具的信息,以便必要时进行刀具补偿。下面给出按照FANUC系统程序格式设置后置处理所生成的数控程序。
%程序起始符号
(111.CUT,1996,6,26,9:15:1,30)程序说明
N10 G90 G54 G00 Z30.00;程序头
N11 T01;
N12 G43 H01;
N14 M03 S100;
N16 X-42.6 Y-1.100;程序
N18 Z20.000;
N20 G01 Z-2.000 F10;
N22 X-20.400 Y14.500 F10;
N24 Z20.000 F10;
N26 G00 Z30.000;
N28 M05;
N30 T02;换刀
N31 G43 H01;
N32 M03 S100;
N33 G00 X-6.129 Y-3.627;程序
N34 Z20.00
N36 G01 Z0.000 F10;
N38 G02 X15.000 Y-8.100 I9.329 J-8.073 F10;
N40 G01 Z20.000 F10;
N42 G00 Z30.000;
N44 G49 M05;程序尾
N46 G28 Z0.0;机床回零
N48 X0.0 Y0.0;
N50 M30
%程序结束符