5.6.15 三维偏置加工
2025年10月13日
5.6.15 三维偏置加工
本实例将采用三维偏置加工方法,生成图5-105所示的凹腔模型加工轨迹。
1)打开模型文件后,在【轨迹管理】导航栏中采用参照模型的方法定义毛坯,然后在空白处单击鼠标右键,在展开菜单中选择【加工】—【常用加工】—【三维偏置加工】,系统弹出【三维偏置加工(创建)】对话框,如图5-106所示。
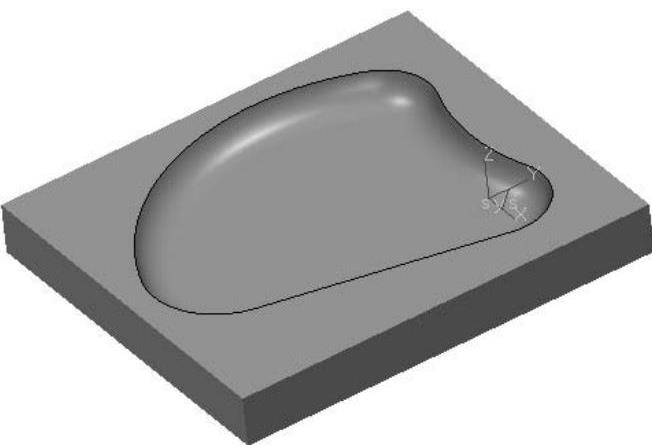
图5-105 三维偏置加工模型
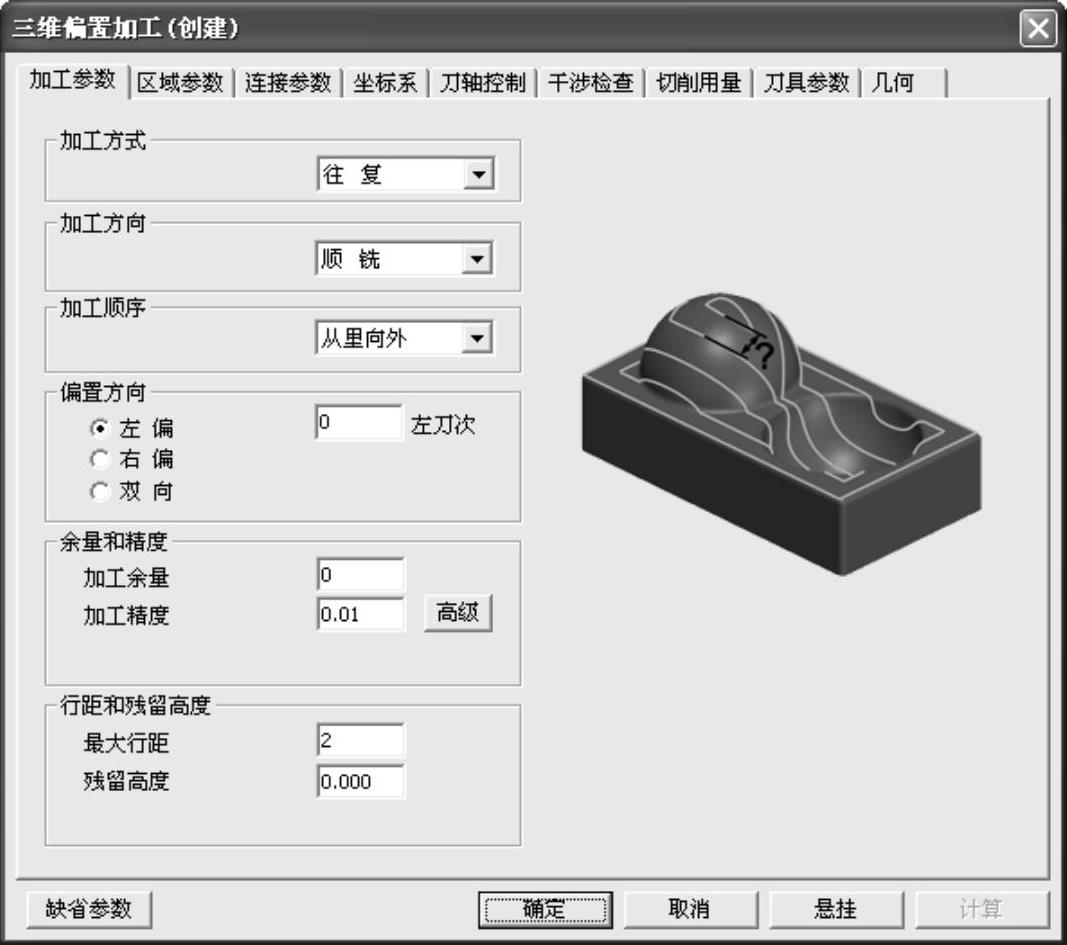
图5-106 【三维偏置加工(创建)】对话框
部分参数的设置说明如下:
加工顺序:定义加工轨迹轮廓生成方式,有标准、从里向外、从外向里、从上向下、从下向上等5种。本例选择从里向外。
a)从外向里:生成从加工边界到内侧收缩型的加工轨迹,如图5-107a所示。
b)从里向外:生成从内侧到加工边界扩展型的加工轨迹,如图5-107b所示。
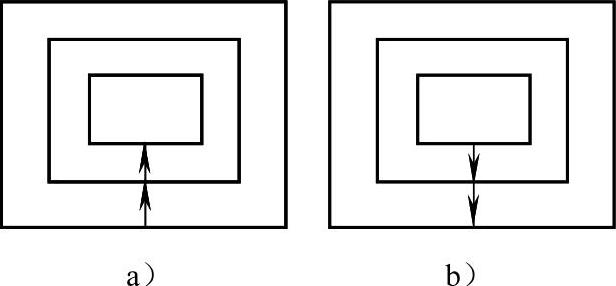
图5-107 加工顺序作用示意
a)从外向里 b)从里向外
注意:
加工范围的幅度不能用“行距”来分割,否则不能生成最终加工轨迹。
2)在【刀具参数】选项卡中选取D8的球头刀,如果默认刀具库中没有该刀具,可以参照前面定义方法创建。参数设置完后单击【确定】按钮。
3)根据系统状态栏提示,选取加工对象。单击鼠标右键后,系统自动计算生成加工轨迹,如图5-108和图5-109所示。
从图5-108和图5-109中可以看出,三维偏置加工从XOY平面投影方向看,刀具轨迹的行距是均匀的,且在Z方向的层降也是均匀的。这是三维偏置加工的突出特点。相比较而言,等高线加工只在同一层高的行距是均匀的。
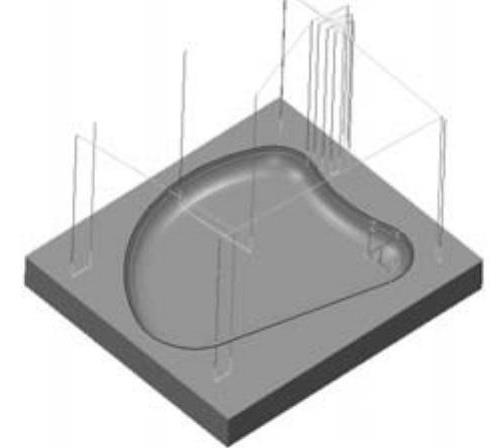
图5-108 三维偏置加工生成轨迹
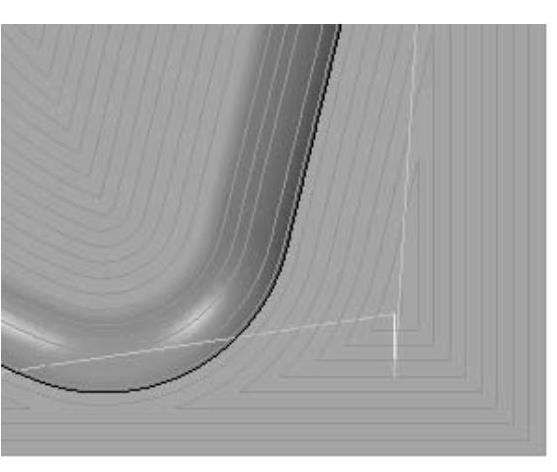
图5-109 加工轨迹局部放大效果
总结:
三维偏置加工能够从里向外或从外向里生成三维等间距加工轨迹,从而保证加工结果有相同的残留高度,提高加工质量和效果。同时,在加工过程中使得刀具保持负荷恒定,特别适合在高速机床上进行精加工。