1.3.2 注塑模分类
注塑模的分类方法很多,按照不同的划分依据,其分类情况如下:
(1)按塑料材料类别分类 分为热塑性塑料注塑模、热固性塑料注塑模。
(2)按模具型腔数目分类 分为单型腔注塑模、多型腔注塑模。
(3)按模具安装方式分类 分为移动式注塑模、固定式注塑模。
(4)按注塑机类型分类 分为卧式注塑模(见图1-2)、立式注塑模(见图1-3)和直角式注塑模(见图1-4)。
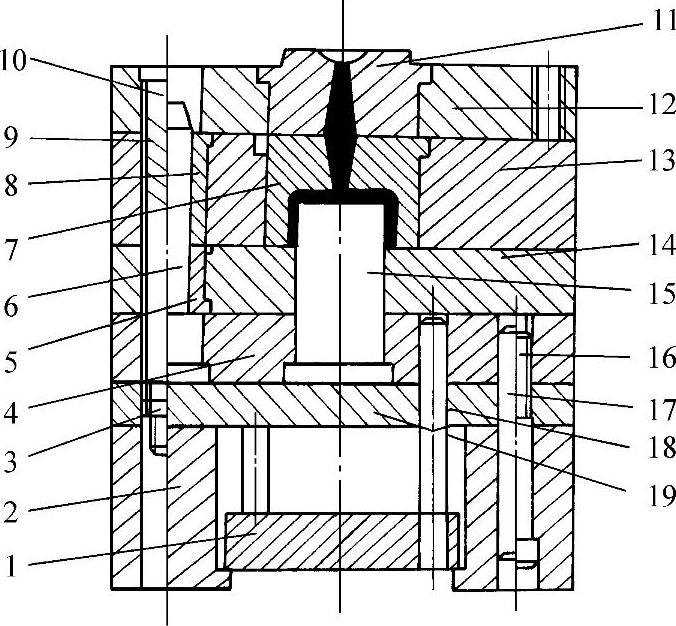
图1-3 立式注塑模
1—推板 2—动模座板 3—螺母 4—动模固定板 5—下导套 6—导柱 7—凹模 8—上导套 9—弹簧 10—连接杆 11—浇口套 12—定模座板 13—定模固定板 14—脱模板 15—凸模 16—内六角螺钉 17—圆柱销 18—推杆 19—垫板
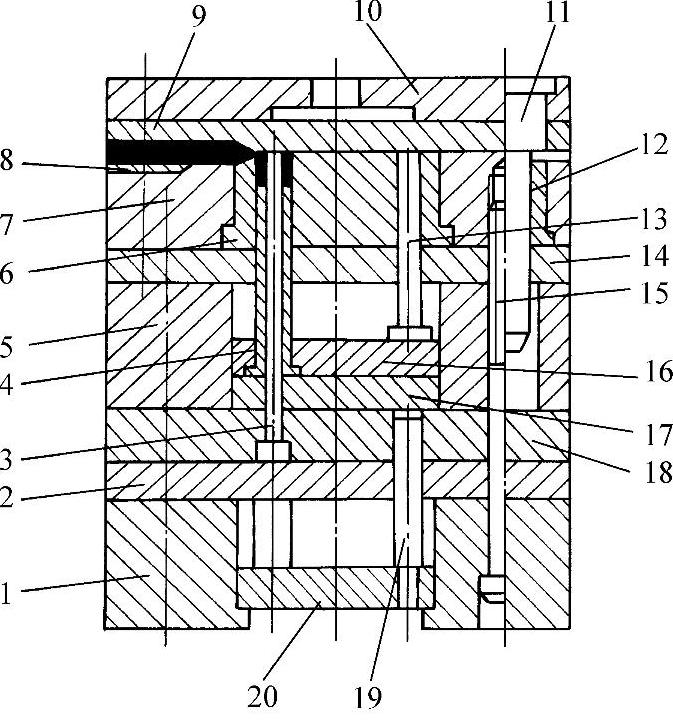
图1-4 直角式注塑模
1—动模座板 2、9、14、17—垫板 3—型芯 4—推管 5—支承块 6—动模拼块 7—动模固定板 8—拼块 10—定模座板 11—导柱 12—导套 13—复位杆 15—内六角螺钉 16—推管固定板 18—型芯固定板 19—推杆 20—推板
(5)按塑件尺寸精度分类 分为一般注塑模、精密注塑模。
(6)按模具浇注系统分类 分为冷流道模、绝热流道模、热流道模、温流道模。
(7)按注塑模的总体结构特征分类 可分为以下几种:
1)单分型面注塑模。单分型面注塑模也叫双板式注塑模,它是注塑模具中最简单的一种,构成型腔的一部分在动模上,另一部分在定模上。卧式或立式注塑机用的单分型面注塑模具,主流道设在定模一侧,分流道设在分型面上,开模后制件连同流道凝料一起留在动模一侧。动模上设有推出装置,用以推出制件和流道凝料(料把)。图1-2即为一典型的单分型面注塑模具。
2)双分型面注塑模。双分型面注塑模特指浇注系统凝料和制件由不同的分型面取出的注塑模,也叫三板式注塑模。与单分型面模具相比,它增加了一个可移动的中间板(又名浇口板)。开模时,中间板与固定模板作定距离分离,以便取出这两块板间的浇注系统凝料,如图1-5所示。
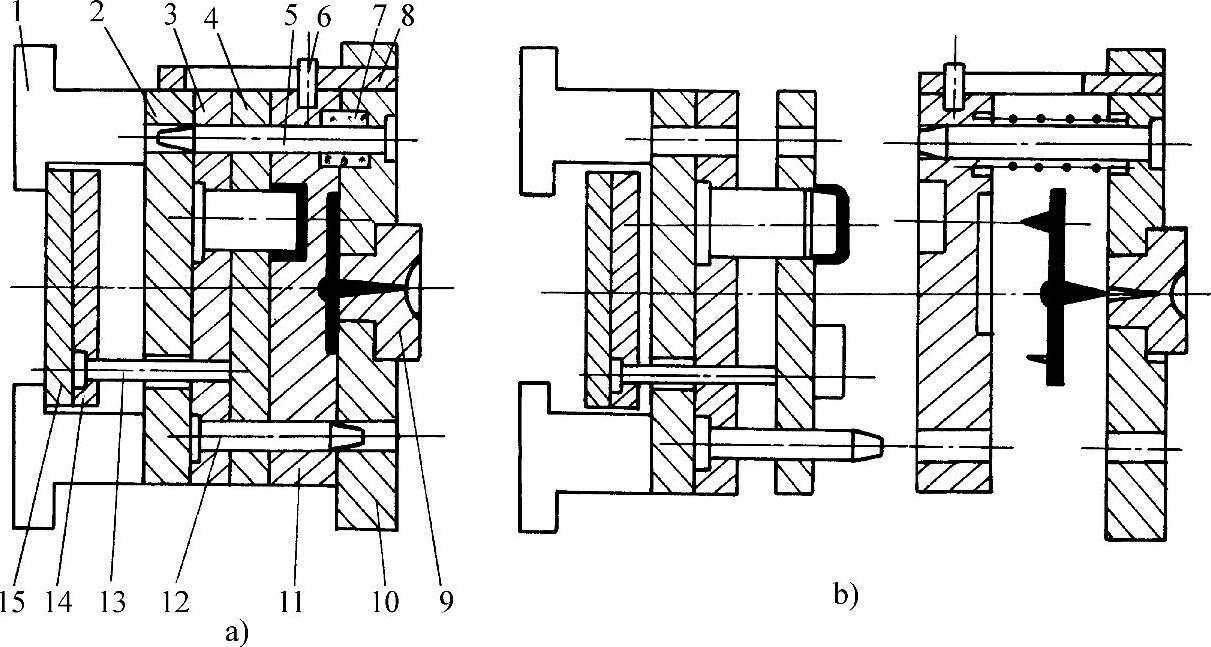
图1-5 双分型面注塑模
a)闭合充模 b)开模取出塑件和凝料
1—动模座板 2—动模垫板 3—型芯固定板 4—脱模板 5、12—导柱 6—限位钉 7—螺旋弹簧 8—定距拉板 9—浇口套 10—定模座板 11—型腔板 13—推杆 14—推杆固定板 15—推板
3)带活动成型零部件的注塑模。由于塑料制件的特殊要求,在模具中设置可以活动的成型零件,如活动凸模、活动凹模、活动成型杆、活动成型镶块等,以便开模时方便取出制件。图1-6所示为带有活动凸模的注塑模,图1-7所示为带有活动凹模的注塑模,图1-8所示为带有活动成型杆的注塑模。
4)带侧向分型抽芯的注塑模。当制件有侧孔或侧凹时,在自动操作的模具里设有斜导柱或斜滑块等侧向分型抽芯机构。在开模的时候,利用开模力带动侧型芯作横向移动,使其与制件脱离。也有在模具上装设液压缸或气压缸带动侧型芯作横向分型抽芯的。图1-9所示为一斜导柱带动抽芯的注塑模具。
 (https://www.daowen.com)
(https://www.daowen.com)
图1-6 带有活动凸模的注塑模
1—推板 2—推杆固定板 3—推杆 4—弹簧 5—动模座板 6—动模垫板 7—动模板 8—型芯 9—活动镶件 10—导柱 11—定模座板
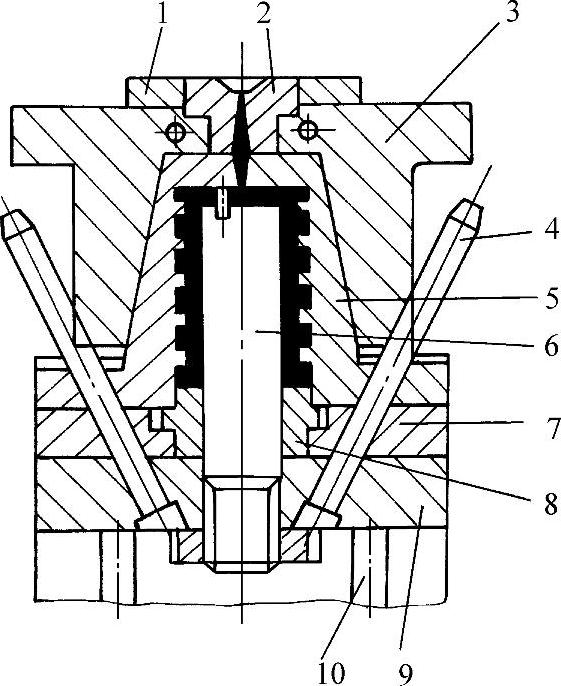
图1-7 带有活动凹模的注塑模
1—定位圈 2—浇口套 3—定模座板 4—斜导柱 5—瓣合式活动凹模 6—凸模 7—托板 8—镶套 9—斜导柱固定板 10—推杆
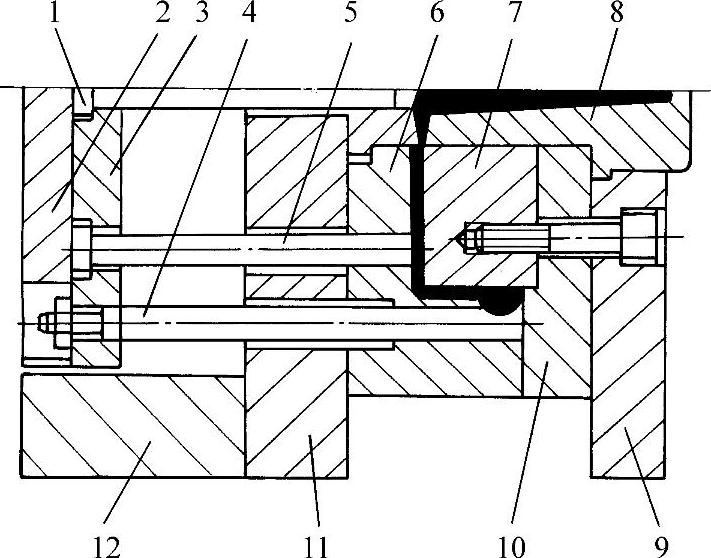
图1-8 带有活动成型杆的注塑模
1—拉料杆 2—推板 3—推杆固定板 4—活动成型杆 5—推杆 6—凹模 7—凸模 8—浇口套 9—定模座板 10—定模板 11—动模垫板 12—支承块
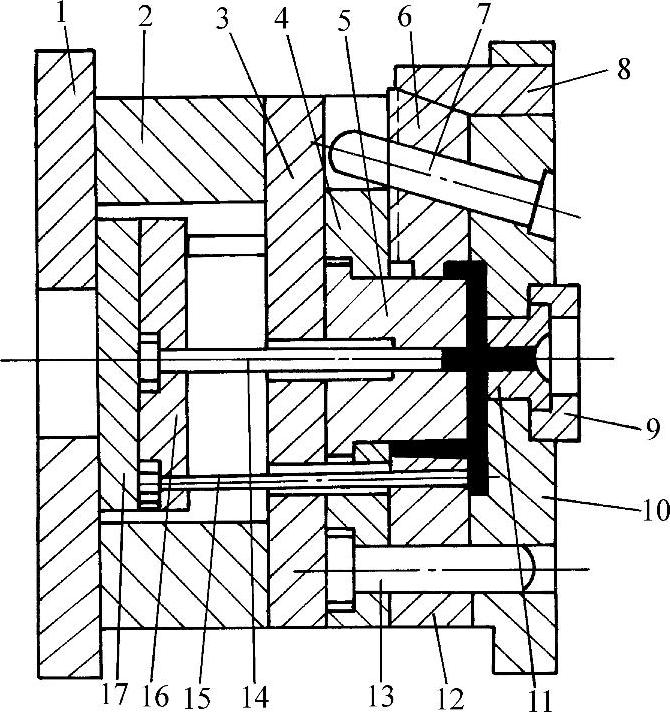
图1-9 带侧向分型抽芯的注塑模
1—动模座板 2—支承块 3—动模垫板 4—型芯固定板 5—型芯 6—侧型芯滑块 7—斜导柱 8—锁紧块 9—定位圈 10—定模座板 11—浇口套 12—动模板 13—导柱 14—拉料杆 15—推杆 16—推杆固定板 17—推板
5)自动卸螺纹注塑模。对带有内螺纹或外螺纹的制件要求自动脱模时,在模具上设有可转动的螺纹型芯或型环。利用机床的旋转运动或往复运动,或者装置专门的原动机件(如电动机、液动马达等)和传动装置,带动螺纹型芯或型环转动,使制件脱出,图1-10即为一例。该模具用于直角式注塑机,主螺纹型芯由注射机开合模的丝杆带动旋转,使其与制件相脱离。
6)定模设推出装置的注塑模。一般注塑模具开模后,制件均留在动模一侧,故推出装置也设在动模一侧。但有时由于制件的特殊要求或形状的限制,将制件留在定模上(或有可能留在定模上),则在定模一侧设置推出装置。开模时,由拉板或链条带动推出装置推出制件。如图1-11所示的塑料衣刷注塑模,由于制件形状特殊,开模后留在定模上。定模侧设有脱模板7,开模时由设在动模侧的拉板8带动,将制件从定模型芯11上强制脱下。
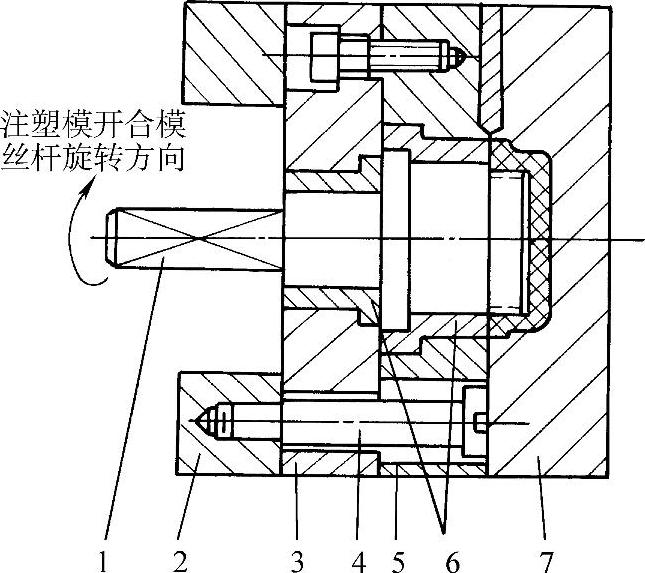
图1-10 自动卸螺纹注塑模
1—螺纹型芯 2—动模座板 3—动模垫板 4—定距螺钉 5—动模板 6—衬套 7—定模座板
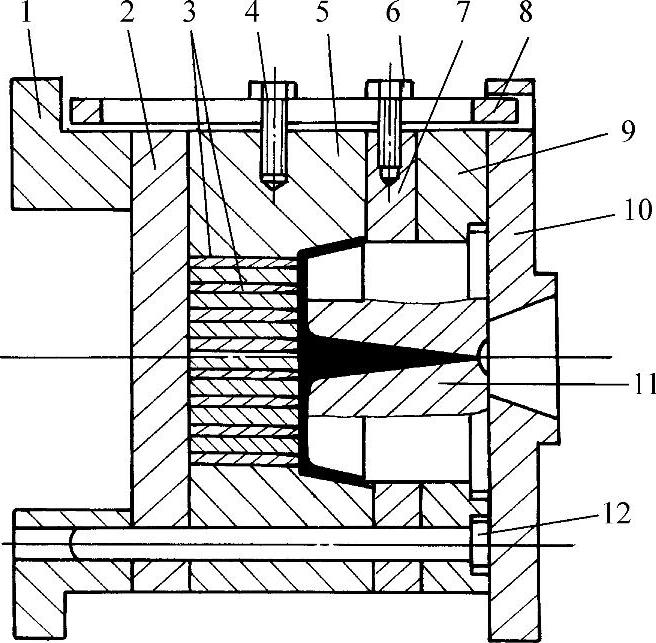
图1-11 定模设推出装置的注塑模
1—动模座板 2—动模垫板 3—成型镶片 4—螺钉 5—动模 6—销钉 7—脱模板 8—拉板 9—定模板 10—定模座板 11—凸模(型芯) 12—导柱
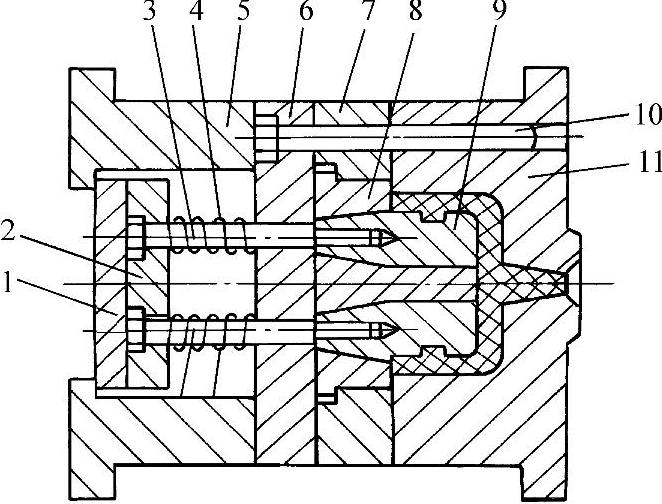
7)无流道注塑模。无流道注塑模包括热流道注塑模和绝热流道注塑模,它们采用对流道进行加热或绝热(流道中冷凝的塑料外层对流道中心的熔融塑料起绝热作用)的办法,来保持从注射喷嘴到型腔浇口之间的塑料呈熔融状态。在每次注射以后,只需取出制件而没有浇注系统回头料,这就大大提高了劳动生产率,同时也保证了压力在流道中的传递。这样的模具容易达到全自动操作。图1-12所示即热流道两腔注塑模。
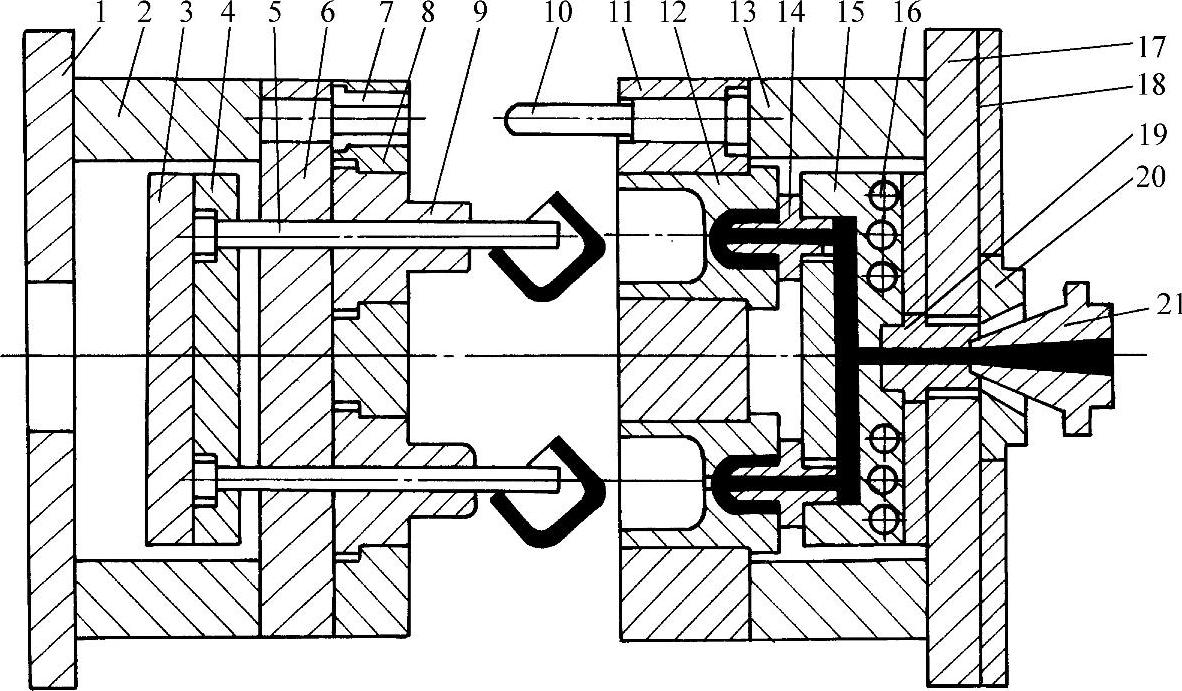
图1-12 热流道注塑模
1—动模座板 2—支承块 3—推板 4—推杆固定板 5—推杆 6—动模垫板 7—导套 8—动模板 9—凸模 10—导柱 11—定模板 12—凹模 13—定模垫块 14—喷嘴 15—热流道板 16—加热器孔道 17—定模座板 18—绝热层 19—浇口衬套 20—定位圈 21—注塑机喷嘴