5.3.1 浇注系统及其设计原则
2026年01月15日
5.3.1 浇注系统及其设计原则
1.浇注系统
(1)浇注系统的作用与分类 浇注系统的作用是使塑料熔体平稳且有顺序地填充到型腔中,并在填充和凝固过程中把压力充分传递到各个部位,以获得组织紧密、外形清晰的塑料制件。
普通浇注系统分直浇口和横浇口两种类型,如图5-11、图5-12所示。直浇口适用于立式或卧式注塑机,其主流道一般是垂直于分型面的,而横浇口只适用于直角式注塑机,其主流道平行于分型面。
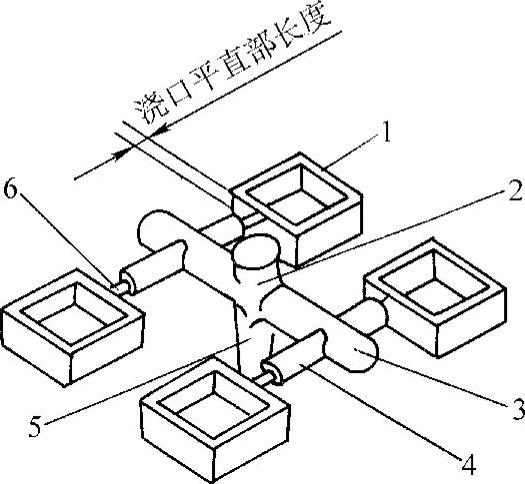
图5-11 卧(立)式注塑机用模具的浇注系统
1—塑件 2—冷料穴 3、4—分流道 5—主流道 6—浇口
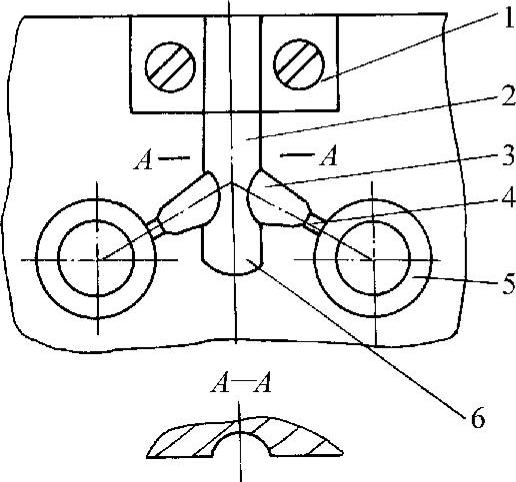
图5-12 直角式注塑机用模具的浇注系统
1—镶块 2—主流道 3—分流道 4—浇口 5—型腔 6—冷料穴(https://www.daowen.com)
(2)浇注系统的组成 普通浇注系统一般是由主流道、分流道、浇口和冷料穴四个部分组成(见图5-11)。
2.浇注系统的设计原则
(1)排气良好 能顺利地引导熔融塑料填充到型腔的各个深度,不产生涡流和紊流,并能使型腔内的气体顺利排出。
(2)流程短 在满足成型和排气良好的前提下,要选取短的流程来充填型腔;且应尽量减少弯折,以降低压力损失,缩短填充时间。
(3)防止型芯和嵌件变形 应尽量避免熔融塑料正面冲击直径较小的型芯和金属嵌件,防止型芯弯曲变形和嵌件移位。
(4)整修方便 浇口位置和形式应结合塑件形状考虑,做到整修方便并无损塑件的外观和使用。
(5)防止塑件翘曲变形 在流程较长或需开设两个以上浇口时更应注意这一点。
(6)合理设计冷料穴或溢料槽 冷料穴或溢料槽设计是否合理,直接影响塑件的质量。
(7)浇注系统的断面积和长度 除满足以上各点外,浇注系统的断面积和长度应尽量取小值,以减少浇注系统占用的塑料量,从而减少回收料。