5.6.5 顺序脱模机构
根据塑件外形需要,模具在分型时须先使定模分型,然后再使动、定模分型,这样的装置叫顺序脱模机构,又叫定距分型拉紧机构。例如,塑件的结构需要先脱开定模内的一些成型部分,或者是为了取出点浇口的浇注系统凝料,以及活动侧型芯设置在定模上时都需要首先使定模分开一定距离后模具再分型。下面介绍几种顺序脱模机构:
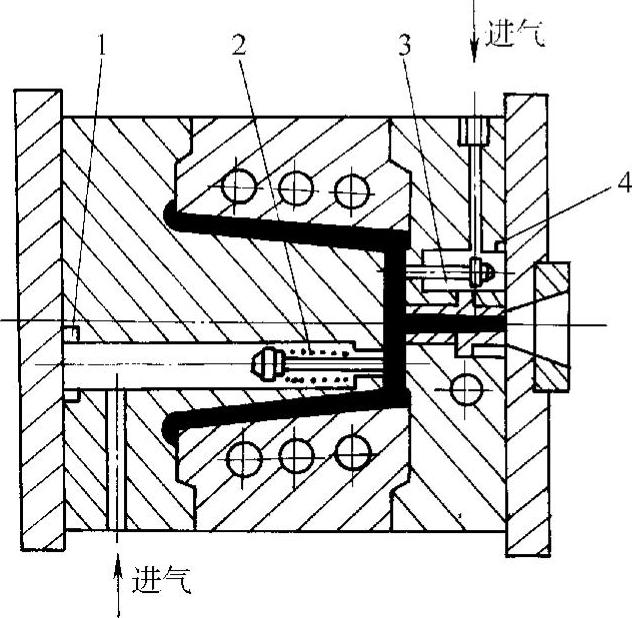
图5-90 气动双脱模机构
1、4—密封圈 2、3—空动阀门
1.弹簧顺序脱模机构
如图5-91所示,在闭模时弹簧受压缩,开模过程中借助弹簧的恢复力使A—A面首先分型。分到一定距离后,限位螺钉限制定模移动,模具从B—B面分型脱模。
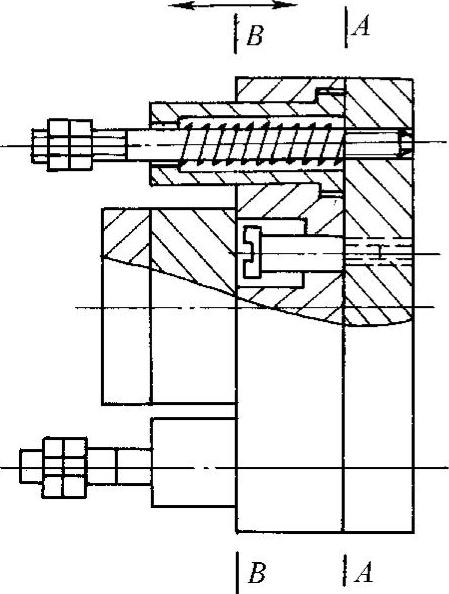
图5-91 弹簧顺序脱模机构
2.拉钩顺序脱模机构
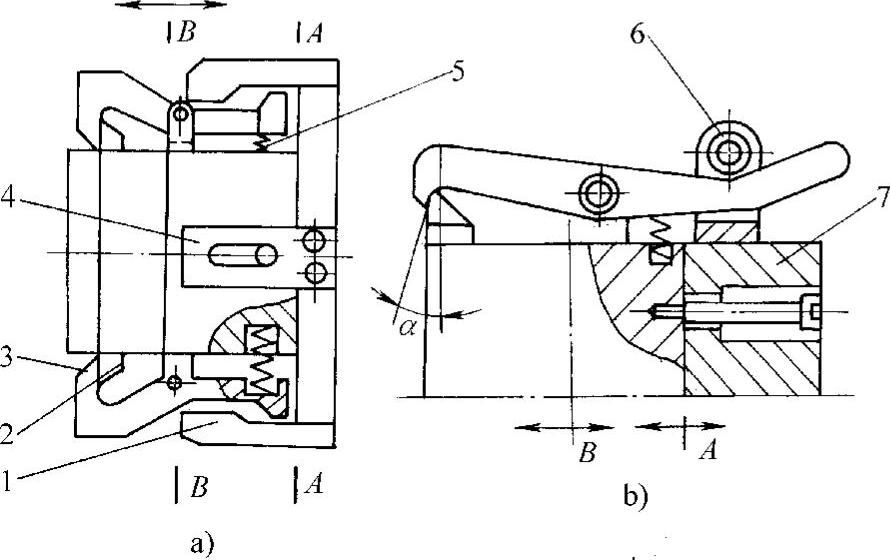
图5-92所示是拉钩顺序脱模的两种形式。图5-92a设置了拉紧装置,由压块1、挡块2和拉钩3组成,弹簧的作用是使拉钩处在拉紧挡块的位置。开模时首先从A—A面分型,开到一定距离后,拉钩3在压块1的作用下,产生摆动而脱钩,定模在拉板4的限制下停止运动,从B—B面分型。图5-92b的动作原理与图5-92a相同,所不同的是用滚轮6代替了压块1的作用,为了便于脱模,拉钩拉住动模上挡块的角度α取1°~3°为宜。图5-93是拉钩顺序脱模的另一种形式,动作原理同上。
3.滑块顺序脱模机构
图5-94所示为模具闭合位置。固定于动模2上的拉钩4紧钩住能在定模3内移动的滑板5,开模时动模通过拉钩4带动定模3,使A面首先分型,分开一定距离后,滑块5受到限距压块8斜面的作用向模内移动而脱离拉钩4,由于定距螺钉的作用,在动模继续移动时,分型面B分开。闭模时滑板5在拉钩斜面的作用下向模内移动,当模具完全闭合后,滑板在弹簧9的作用下复位,使拉钩4钩住滑板5,恢复拉紧位置。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-92 拉钩顺序脱模机构
1—压块 2—挡块 3—拉钩 4—拉板 5—弹簧 6—滚轮 7—定模
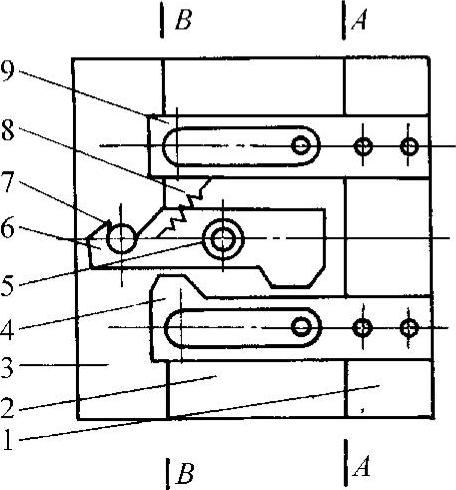
图5-93 拉钩顺序脱模机构
1—定模板 2—定模型腔 3—动模板 4—凸块 5—转轴 6—拉钩 7—圆销 8—拉伸弹簧 9—定距拉板
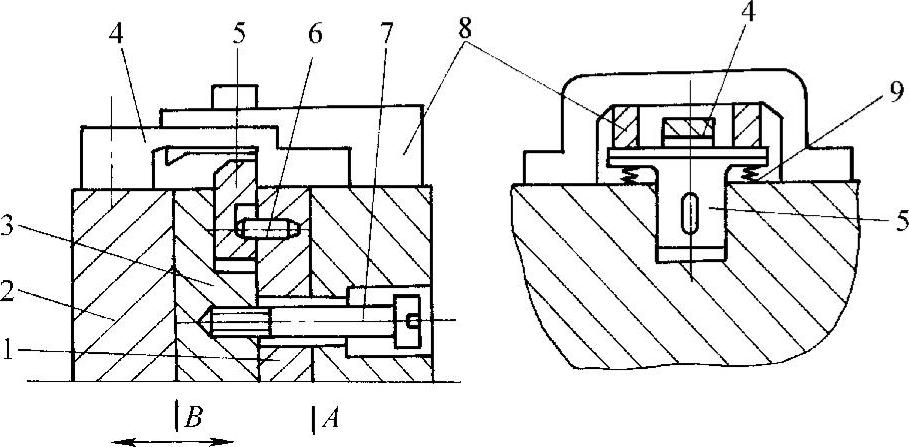
图5-94 滑块顺序脱模机构
1—垫板 2—动模 3—定模 4—拉钩 5—滑块 6—定距销钉 7—定距螺钉 8—限距压块 9—弹簧
4.导柱顺序脱模机构
如图5-95所示,开模时,由于弹簧8的作用,使定位钉7紧压在导柱1的半圆槽内,以使模具从A面分型。当导柱拉杆3上的凹槽与限距钉4相碰时,定模型腔2停止运动,强制定位钉7退出导柱1的半圆槽,模具从B面分型。继续开模时,在推杆的作用下,推板5将塑件推出。这种机构简单,但是拉紧力小,只能用于塑料黏附力小的场合。
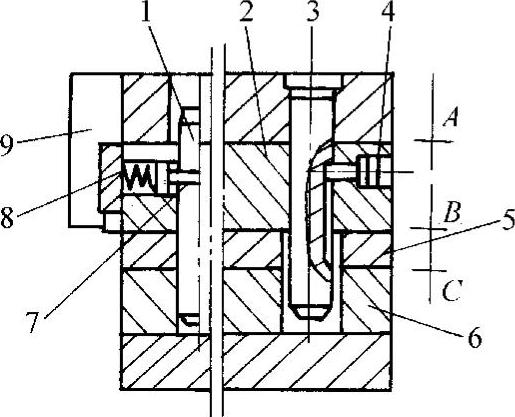
图5-95 导柱顺序脱模机构
1—导柱 2—定模型腔 3—导柱拉杆 4—限距钉 5—推板 6—动模固定板 7—定位钉 8—弹簧 9—锁紧楔