5.4.1 成型零件结构设计
1.凹模结构
(1)整体式凹模 直接在选购的模架板上开挖型腔,如图5-39所示。其优点是加工成本低。但是,通常模架的模板材料为普通的中碳钢,用作凹模,使用寿命短。若选用好材料的模板制作整体凹模,则制造成本高。
通常,对于成型1万次以下塑件的模具或塑件精度要求低、形状简单的模具可采用整体式凹模。
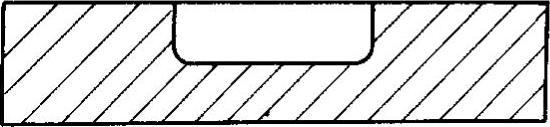
图5-39 整体式凹模
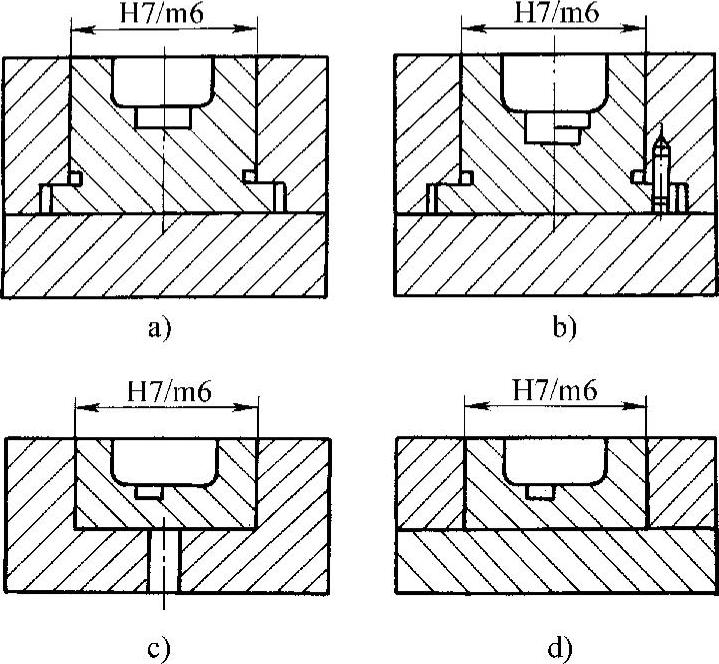
图5-40 整体嵌入式凹模
(2)整体嵌入式凹模 将稍大于塑件外形(大一个足够强度的壁厚)的较好的材料(高碳钢或合金工具钢)制成凹模,再将此凹模嵌入模板中固定,如图5-40a、b、c、d所示。
其优点是“好钢用在了刀刃上”,既保证了凹模使用寿命,又不浪费价格昂贵的材料,并且凹模损坏后,维修、更换方便。
(3)局部镶拼式凹模 对于形状复杂或局部易损坏的凹模,将难以加工或易损坏的部分设计成镶件形式,嵌入型腔主体上,如图5-41a、b、c、d所示。
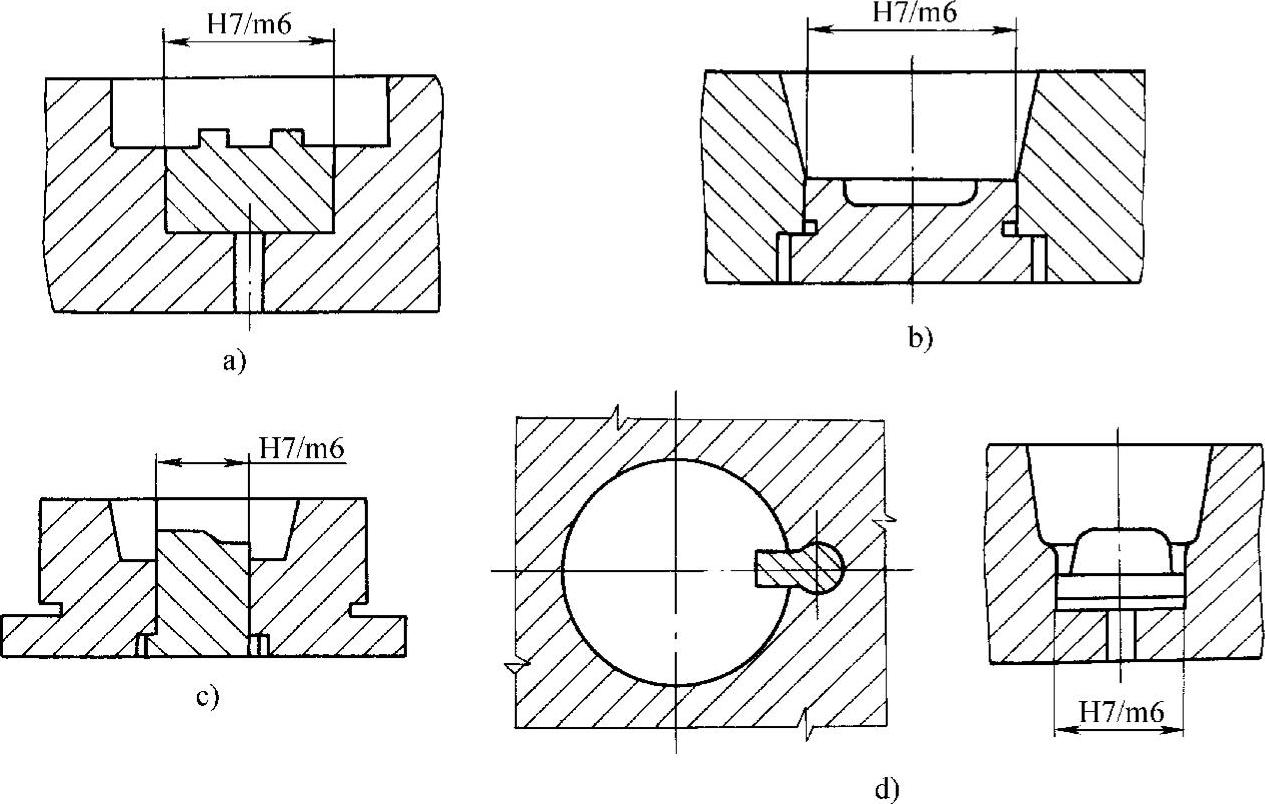
图5-41 局部镶拼式凹模
(4)四壁拼合式凹模架 对于大型的复杂凹模,可以采用将凹模四壁单独加工后镶入模套中,然后再和底板组合,如图5-42所示。
(5)螺纹型环 螺纹型环是用来成型塑件外螺纹的一类活动镶件,成型后随塑件一起脱模,在模外卸下。图5-43a所示为整体式螺纹型环,配合长度5~8mm,为了便于安装,其余部分制成3°~5°斜度,下端加工出四侧平面,便于用工具将其从塑件上拧下来。图5-43b为对开组合式型环,用于成型精度不高的粗牙螺纹。对开两半之间用销子定位,上部制出撬口,便于成型后在模外用工具将两对开块分开。
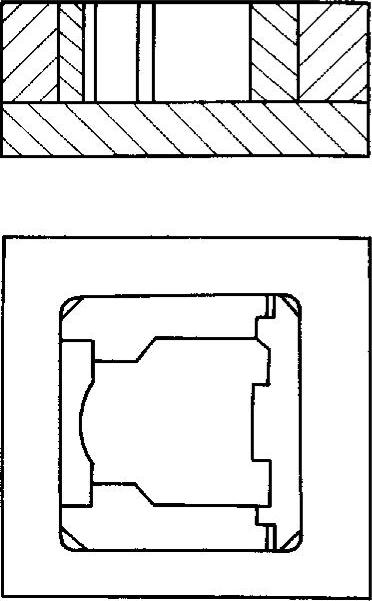
图5-42 四壁拼合式凹模
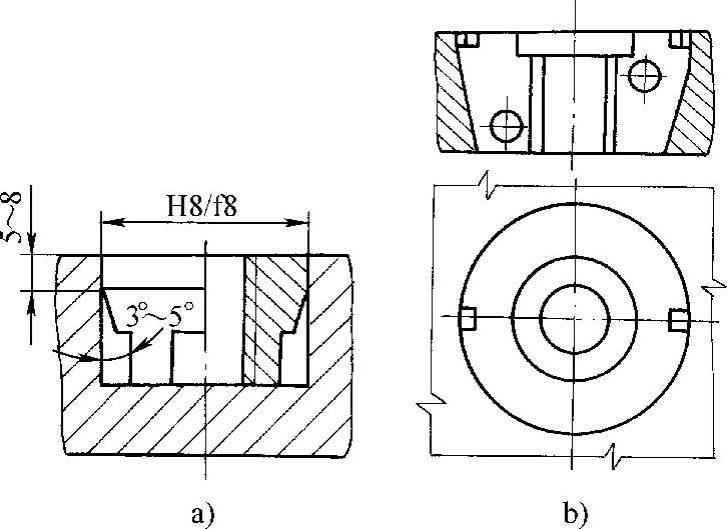
图5-43 螺纹型环(https://www.daowen.com)
综上所述,凹模结构用的最多的是整体嵌入式和局部镶拼式。
2.凸模结构
整体式凸模浪费材料且切削加工量大,在当今的模具结构中几乎没有这种结构。凸模结构主要是整体嵌入式凸模和镶拼组合式凸模,如图5-44a、b、c、d和图5-45a、b、c所示。
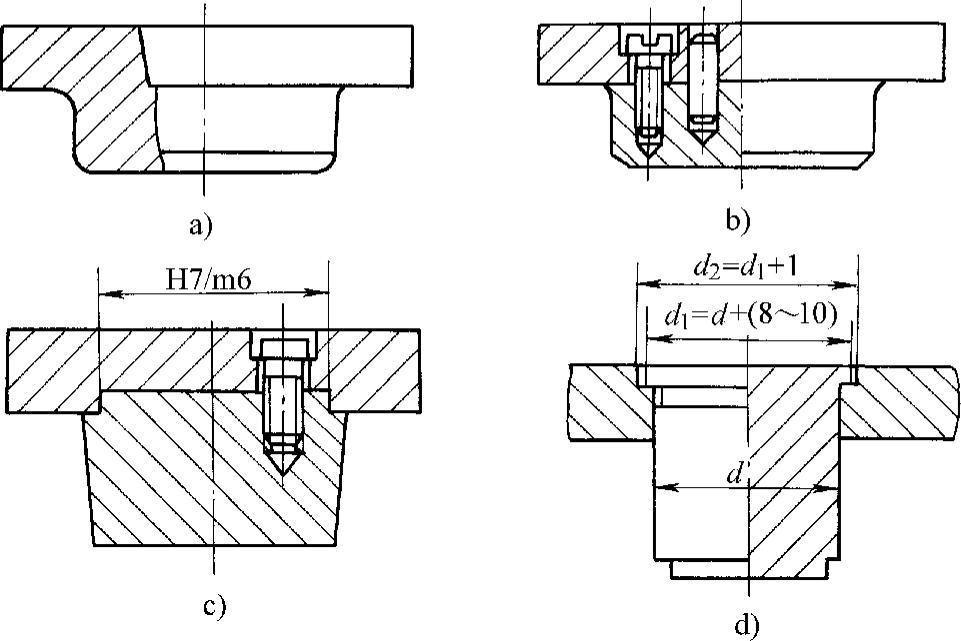
图5-44 型芯的结构形式
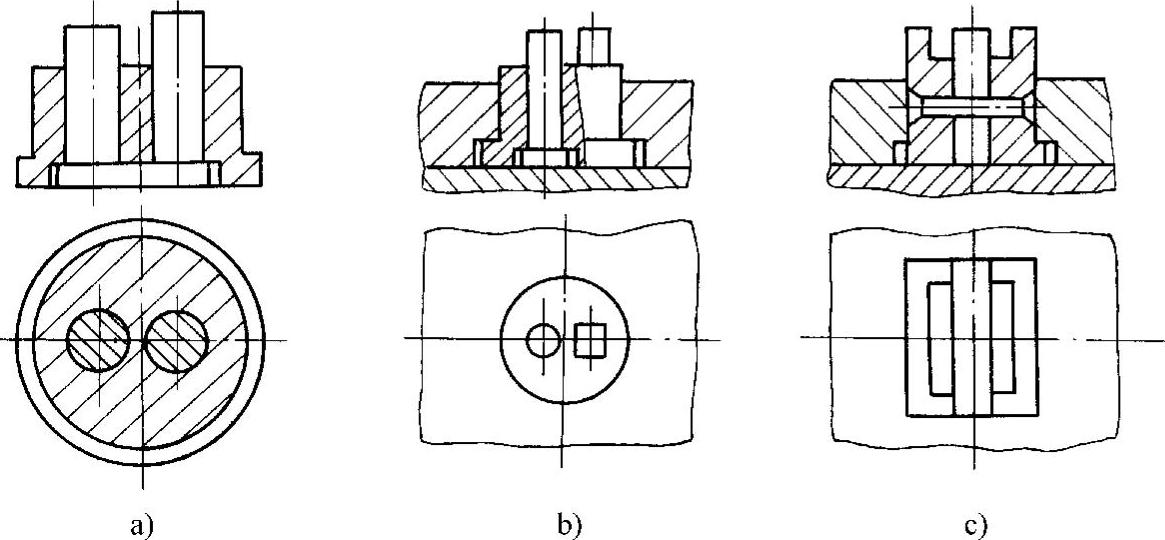
图5-45 镶拼式组合型芯
3.小型芯
细小的凸模通常称为型芯,用于塑件孔或凹槽的成型。各种孔的成型方法如图5-46、图5-47、图5-48所示。
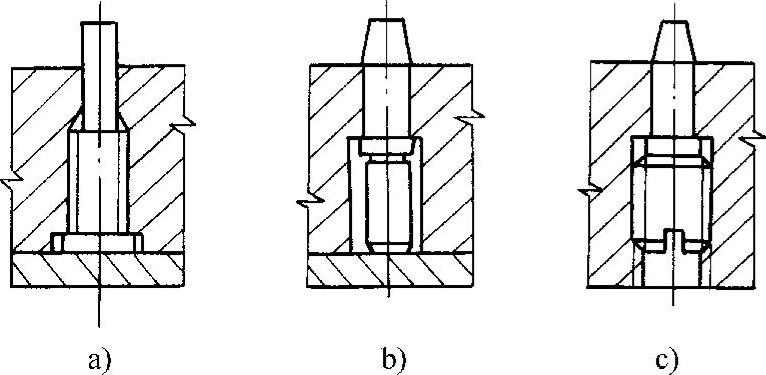
图5-46 小型芯组合
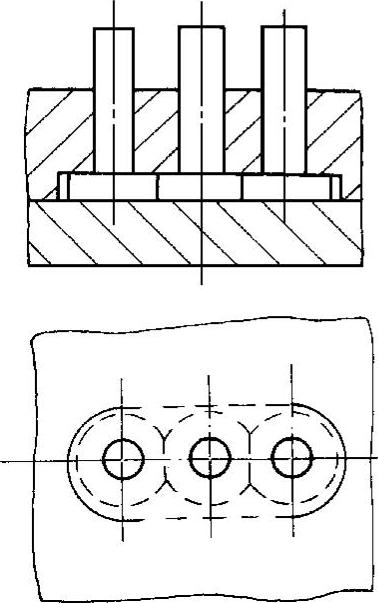
图5-47 中心距相近时多型小孔
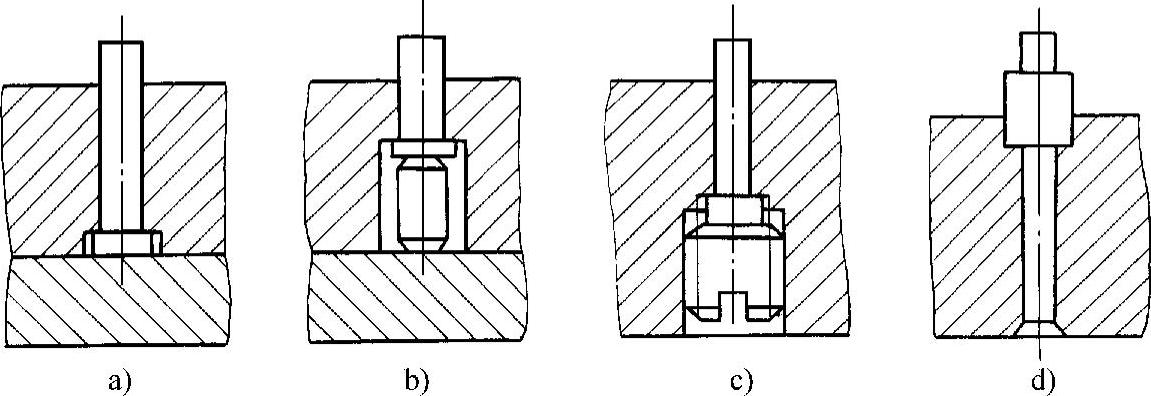
图5-48 小型芯的固定方法
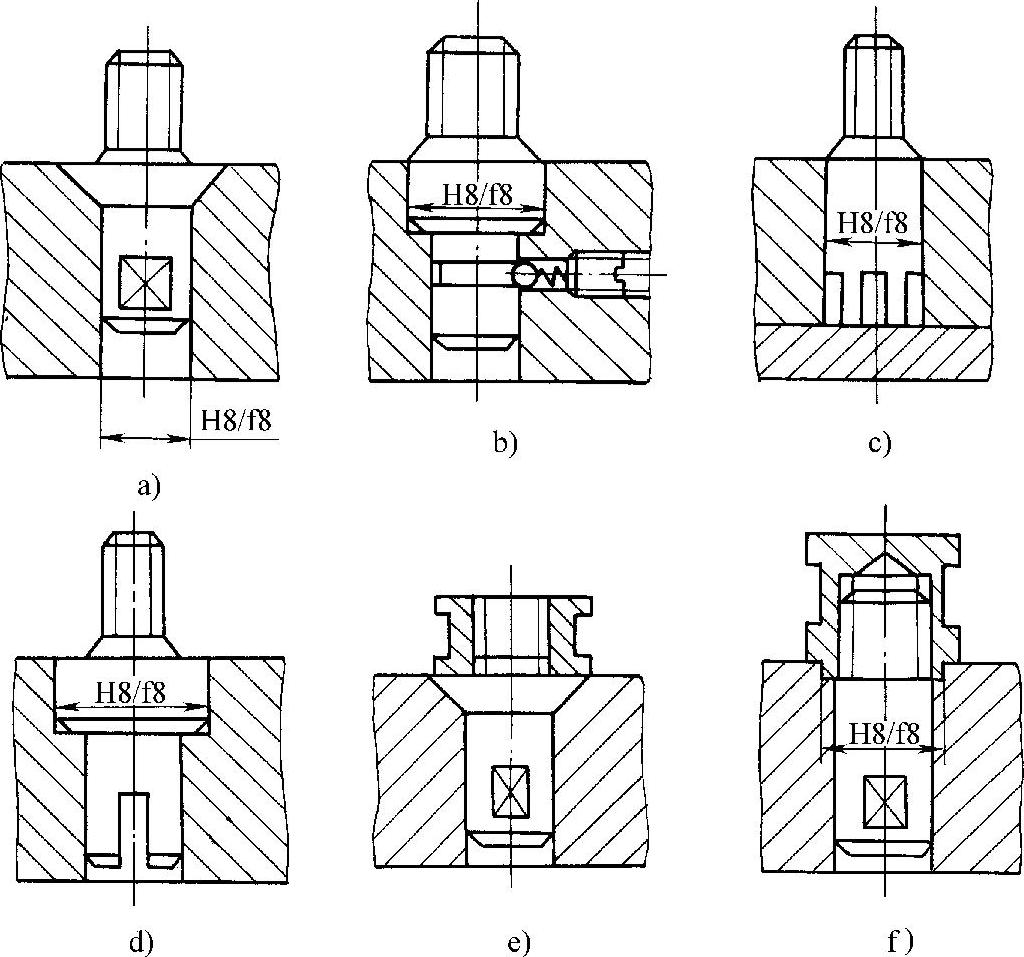
图5-49 活动型芯的安装形式
4.活动型芯
有时为了使模具简单,将螺纹型芯或安放螺纹型环嵌件用的型芯做成活动的镶件。这种形式的型芯成型前在模具中常以H8/f8配合活动放置,成型后随塑件一起在模外取出,如图5-49所示。