5.5.1 导柱导向机构
导柱导向设计包括对导柱、导向孔的要求和典型结构导柱在模具上的布置等内容。
1.导柱典型结构及要求
(1)导柱的典型结构 如图5-53所示,塑料模上导柱可不要油槽。A型用于简单模具的小批量生产,可不需要导套,导柱直接与模板中导向孔配合,但是孔易磨损。如在模板中设导套,导向孔磨损后,只要更换导套即可。B型用于精度要求高、生产批量大的模具,要有导套配合,导套的外径与导柱的d1相等,也就是导柱的固定孔与导套的固定孔同径,两孔可以一刀加工,以保证位置精度。另有一种C型是在B型的尾部有一和d1相等的定位长度,在国外标准模架上大量采用,可省去定位销。
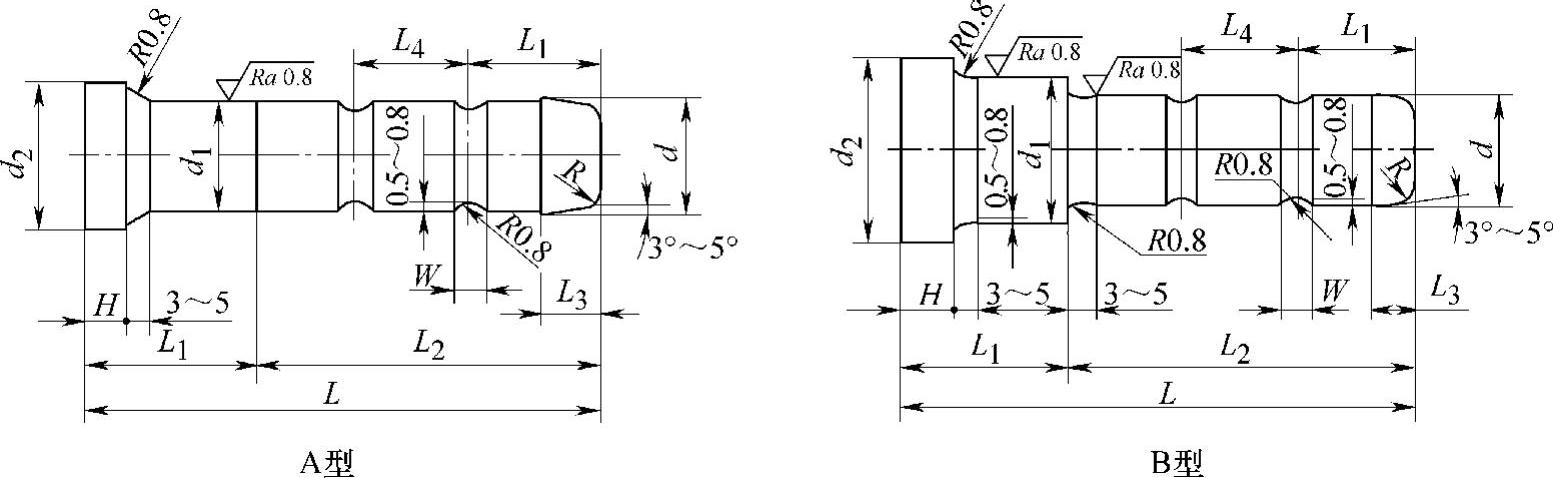
图5-53 导柱典型结构
(2)对导柱结构和材料等的要求 导柱的长度必须比凸模端面的高度要高出6~8mm,凸模进入型腔前用导柱导正,避免型芯型腔相碰而损坏。
1)形状。导柱的端部做成锥形或半球形的先导部分,使导柱能顺利进入导向孔。
2)材料。导柱应具有硬而耐磨的表面,坚韧而不易折断的内芯,因此多采用低碳钢(20钢)经渗碳淬火处理,或碳素工具钢(T8A、T10)经淬火处理,硬度为50~55HRC。
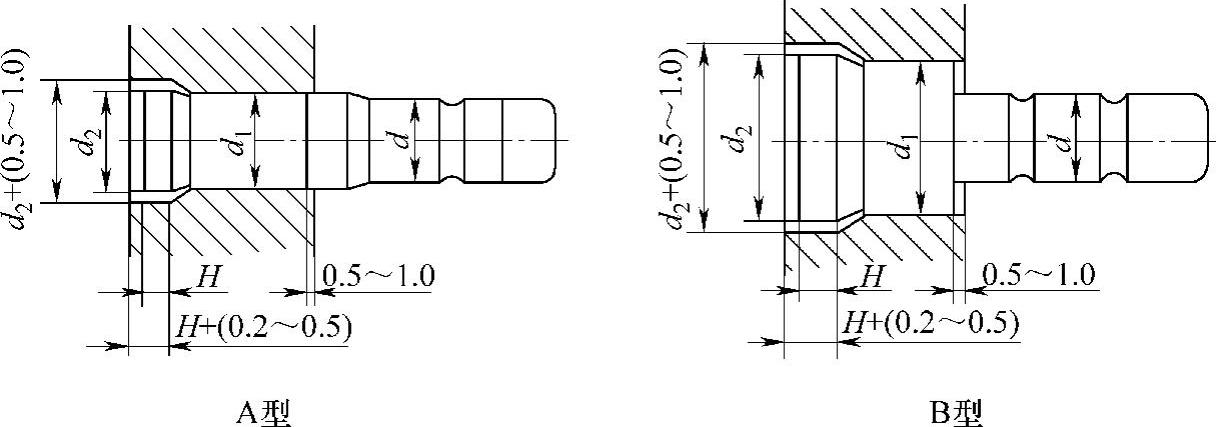
图5-54 导柱配合固定形式
配合精度:导柱同导套的配合都是间隙配合,中小模具间隙小于0.04mm,大模具可略大,导柱装入模板多用过渡配合,如图5-54所示。此外,还有其他固定形式,如图5-55所示。图5-55a是导柱以过渡配合装入固定板,采用铆接固定的装配形式。这种形式多用于小直径的导柱。图5-55b的形式是为了便于加工,使导柱固定部分直径与导向孔直径相同。图5-55c是用螺钉固定导柱的形式。这三种目前很少采用。

图5-55 不常用的导柱固定形式
3)表面粗糙度。配合部分表面粗糙度要求为Ra=0.8μm,或者更小。
为了提高生产效率,导柱一般做成标准件,因而推荐使用图5-53所示的两种典型结构。
2.导向孔、导套的典型结构及要求
(1)导向孔的典型结构 导向孔可以直接设在模板上,这种形式加工简单,但热处理困难,损坏后不易修理,适用于生产批量小、精度要求不高的场合。为了检修更换方便,保证导向机构的精度,导向孔一般采用镶入导套的形式。典型结构如图5-56所示,同导柱A型一样,也有一种是在尾部加一定位部分,可省去定位销,并能提高导向的精度。
(2)对导向孔结构的要求
1)形状。为了使导柱进入导套比较顺利,在导套的前面倒一圆角R,内孔有一定锥度。为了装配方便,外网头部也有锥度。导柱孔最好打通,否则,导柱进入未打通的导柱孔(不通孔)时,孔内空气无法逸出,而产生反压力,给导模时有较大噪声。(https://www.daowen.com)
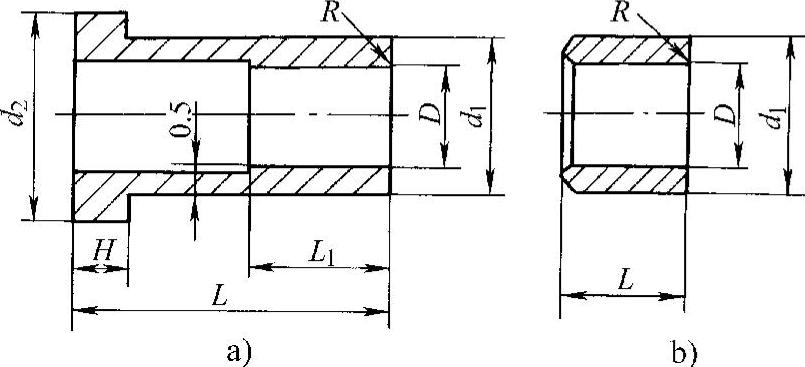
图5-56 导套典型结构
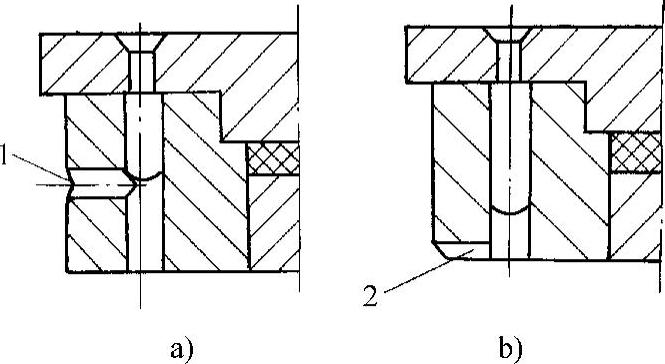
图5-57 通气位置
1、2—排气槽
3)导套精度与配合。同模板的装配一般A型用过渡配合,B型用过盈配合,如图5-58a、b所示。为了可靠起见,可以再用止动螺钉紧固。图5-59a是导套的侧面加工一平面切口或小坑,用螺钉固定的方法,要注意导套的压力方向。图5-59b是以环形槽代替切口的方法,加工工序略为简单。导套在淬火时可能产生裂纹,最好将环形槽底部做成圆角,以弥补缺陷。图5-59c是侧面开孔,用螺钉固定的方法,与图5-59a一样,要注意导套的压入方向。图5-59d是最简单的方法,导套压入后在端部用铆接的方法固定,只是不易更换。
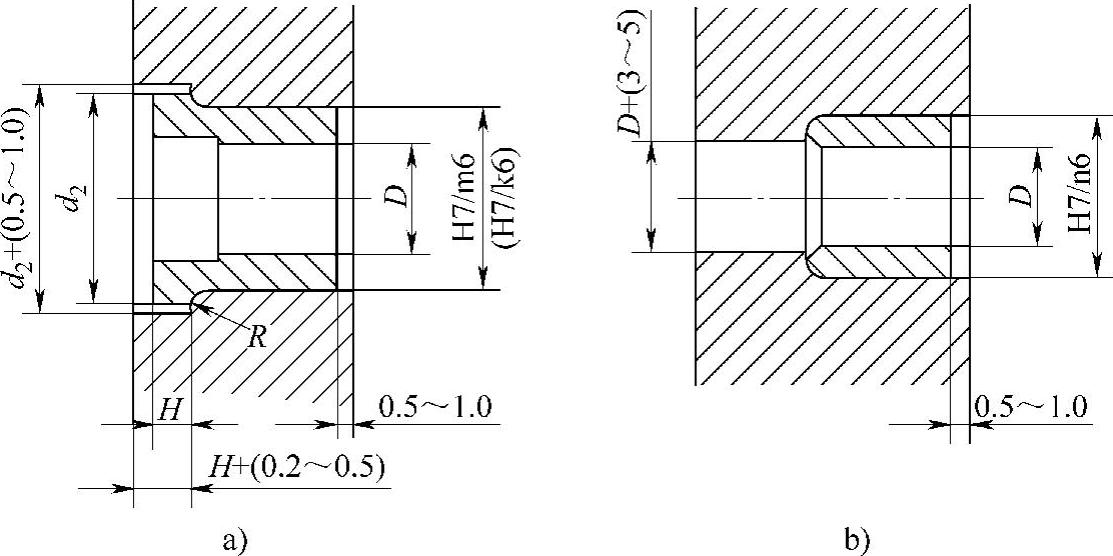
图5-58 与固定孔配合
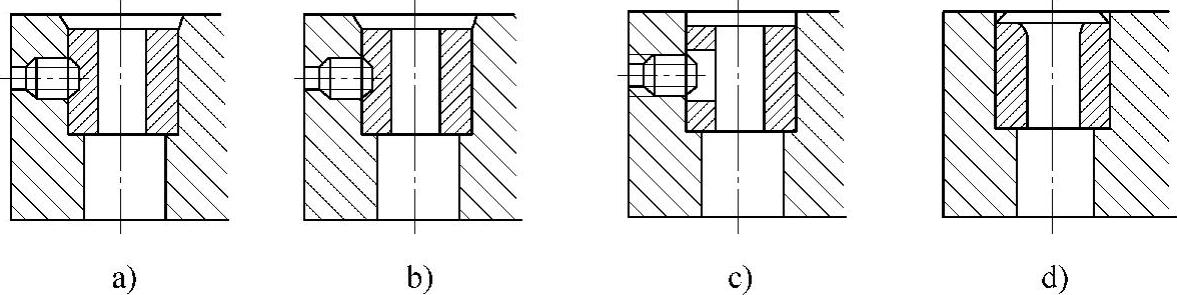
图5-59 固定形式
4)表面粗糙度。配合部分表面粗糙度要求为Ra=0.8μm,或者更低。
3.导柱与导套配合实例
由于模具的结构不同,选用的导柱和导套的结构也不同,常见的配合形式如图5-60所示。图5-60a是用A型导柱,没有导套,直接在型板上加工导向孔,容易磨损。导柱固定部分用过渡配合,伸入导向孔部分用间隙配合,用于小批量低精度塑件的模具。图5-60b是用A型导柱、A型导套的结构,是比较常见的一种结构。图5-60c是用A型导柱、B型导套的结构。图5-60d是用B型导柱、B型导套的结构。图5-60e是用B型导柱、A型导套的结构。还有上述改良型的导柱导套的用法,这种结构在标准模架上很常见。图5-60d、e两种结构导柱固定孔与导套固定孔尺寸一致,便于配合加工,保证了同轴度。有些标准模架采用带定位导柱导套,装配略有差异。
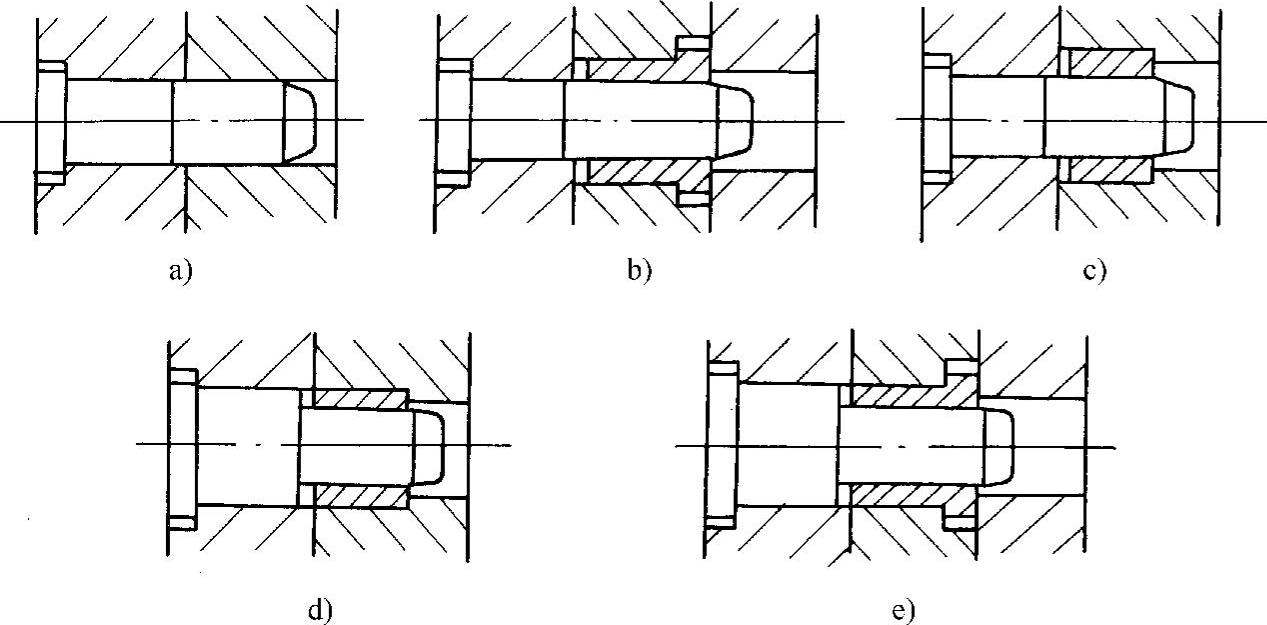
图5-60 导柱与导套的配合形式
4.导柱布置
根据模具的形状和大小,在模具的空余位置设导柱和导套孔。导柱用两根至四根不等,其布置原则是必须保证动定模只能按一个方向合模,不要在装配时或合模时因为方位搞错使模具损坏。同时,长导柱不要妨碍取件和浇注系统的取出。布置形式如图5-61所示。图5-61a是两根直径不同的导柱,对称布置;图5-61d是四根直径不同的导柱,对称布置。标准模架上,一般是用图5-61c所示的形式。图5-61b适用于外形为圆形的模架。对于大型模具,导柱导套的数目可能用得更多,可用粗导向和精确导向两组。
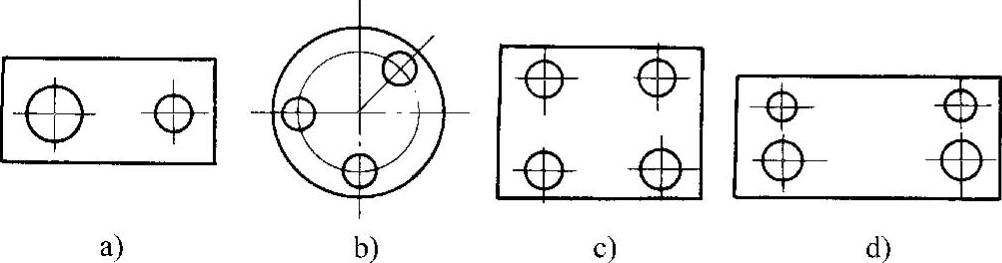
图5-61 导柱布置形式