5.6.6 二级脱模机构
一般塑件从模具型腔中脱出,无论是采用单一的或多元件的推出机构,其脱模动作都是一次完成的。但有时由于塑件的特殊形状或生产自动化的需要,在一次脱模动作完成后,塑件仍然难以从型腔中取出或不能自动脱落,此时就必须再增加一次脱模动作才能使塑件脱落。有时为了避免一次脱模塑件受力过大,也采用二次脱模。如薄壁深腔塑件或形状复杂的塑件,由于塑件和模具的接触面积很大,若一次推出易使塑件破裂或变形,因此采用二次脱模,以分散脱模力,保证塑件质量。这类脱模机构又称为二次推出机构。
1.气动二级脱模机构
气动脱模可以单独使用,也可以与其他脱模形式配合使用,如图5-96所示。塑件脱离型芯是靠推板推出,实现一次脱模,然后气阀打开将塑件吹离推板,自动脱模。也可以一次脱模采用气动或液压驱动推板实现,二次脱模靠推出系统完成,如图5-97所示。这种方法动作可靠,计时准确,但是需要动力源液压泵或空气压缩机,还需要控制系统,模具装配后占据空间大,因此适用于大型模具大批量生产的场合。对于深腔塑件,由于塑件收缩紧固在型芯上的力比较大,一般单纯使用气动脱模是有困难的,应配合其他形式一起使用。
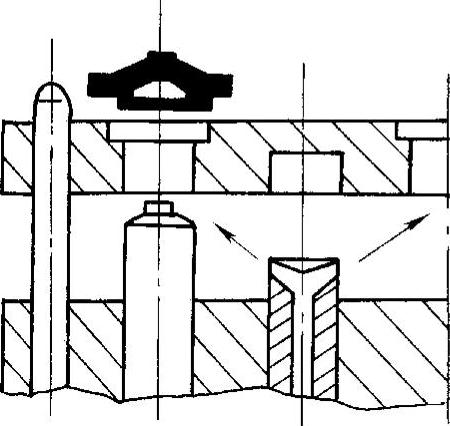
图5-96 气动二级脱模机构
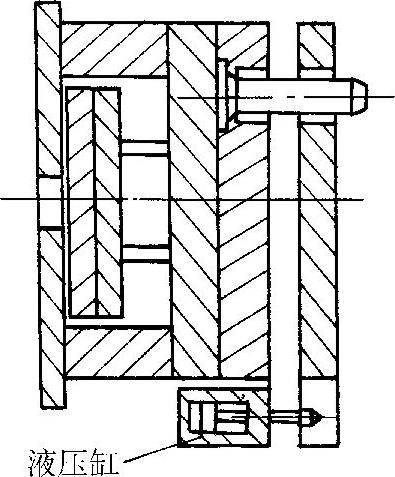
图5-97 液(气)动二级脱模
2.单推出板二级脱模机构
单推出板二级脱模机构的特点是只有一个推出板。下面介绍六种结构形式:
(1)弹簧式 采用弹簧实现一次脱模,然后用推出装置实现二次脱模,如图5-98所示。这种方法结构简单,装配后所占面积小,缺点是动作不可靠,弹簧容易失效,需要及时更换。
(2)拉杆式 如图5-99所示,分型一段距离后,拉杆3拉住推板4,开始一次脱模;继续运动时,固定在动模固定板上的凸块1接触到拉杆3上的长销2,使拉杆转动而脱离推板4,完成一次脱膜;再继续运动,由推出系统实现二次脱模,弹簧5起复位作用。这种结构动作可靠,不需要其他附属装置,但由于在定模上装置了拉杆,使模具尺寸增大。
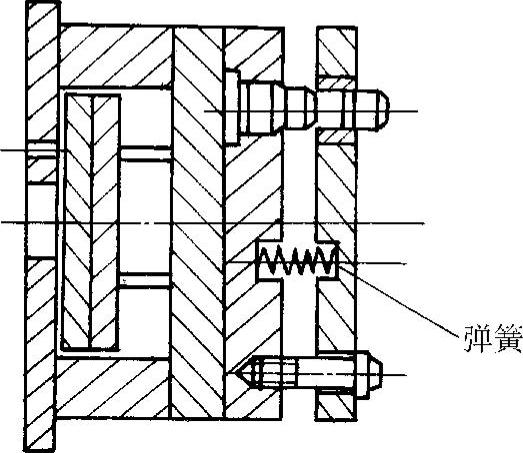
图5-98 弹簧式
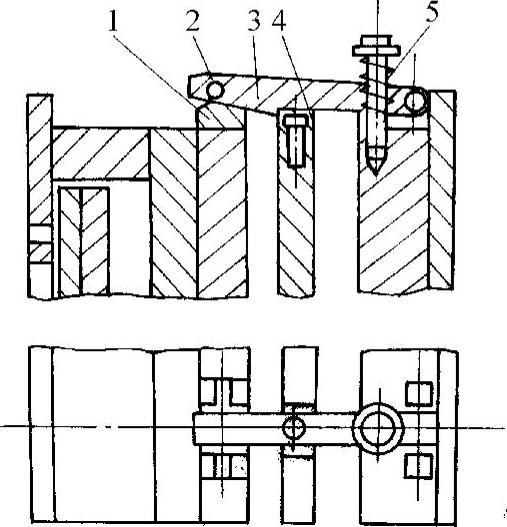
图5-99 拉杆式
1—凸块 2—长销 3—拉杆 4—推板 5—弹簧
(3)摆块拉板式 图5-100所示是用活动摆块推动型腔实现一次脱模,由推出系统完成二次脱模的结构。图5-100a为闭模状态。活动摆动5固定在型腔下面的动模固定板上;开模时固定在定模上的拉板7带动活动摆块5,由活动摆块5将型腔推起,完成一次脱模,如图5-100b所示;继续开模时,由于限位螺钉2的作用,阻止了型腔1继续向前运动,当推出系统碰到注塑机上顶出杆4时,通过推杆3将塑件从型腔中推出,拉簧6的作用是使活动摆块始终靠紧型腔,如图5-100c所示。
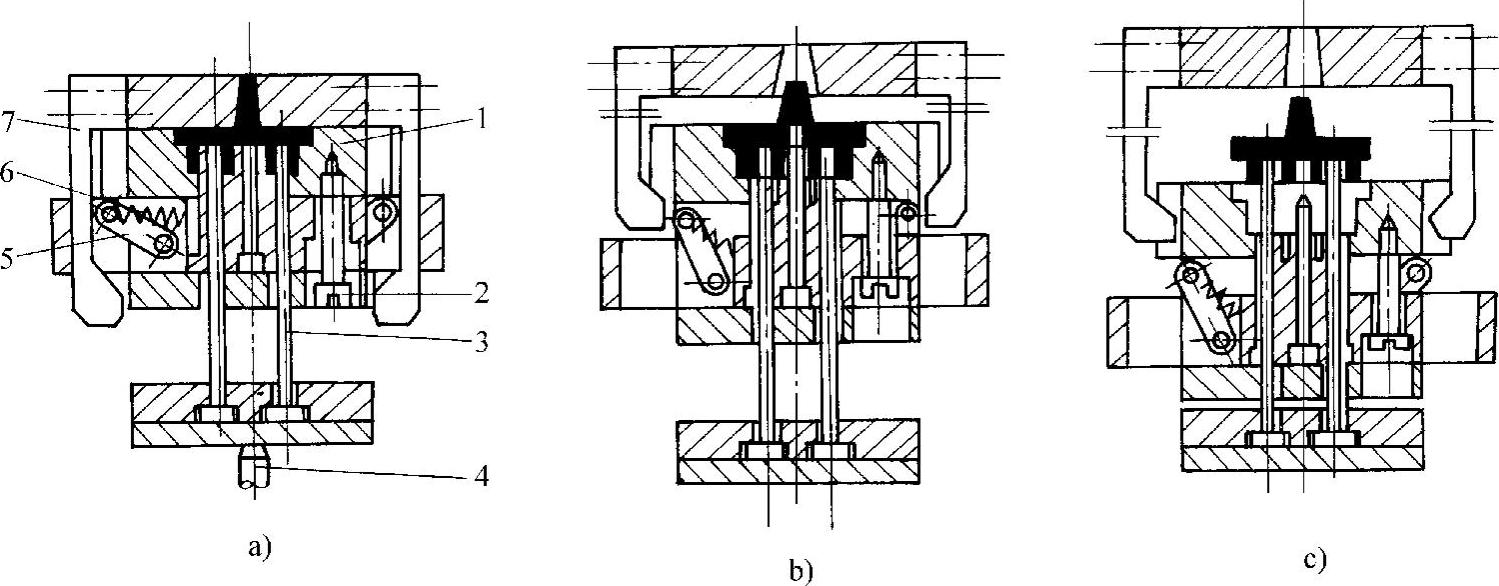
图5-100 摆块拉板式
1—型腔 2—限位螺钉 3—推杆 4—注塑机顶出杆 5—活动摆块 6—弹簧 7—拉板
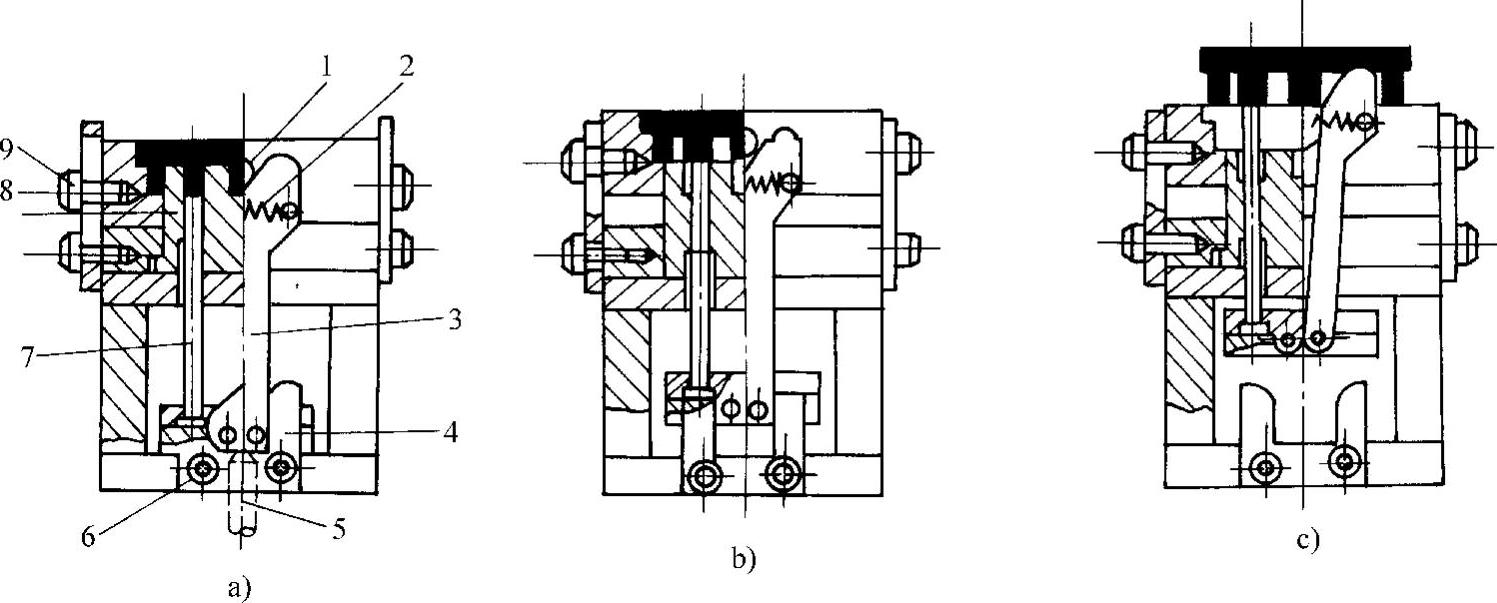
(4)U形限制架式 图5-101所示是通过U形限制架和摆杆来完成二级脱模的。图5-101a所示为闭模状态。U形限制架4固定在动模底板上,摆杆3的一端固定在推出固定板上,夹在U形限制架内,圆柱销1固定在型腔上。开模时注塑机顶杆5推动推出板,推出开始时由于限制架的限制,摆杆只能向前运动,推动圆柱销1使型腔和推杆7同时起推出塑件的作用,塑件脱离型芯8,完成一次脱模。当推出到图5-101b所示位置时,摆杆脱离了限制架,限位螺钉9阻止型腔继续向前移动,同时圆柱销1将两个摆杆3分开,弹簧2拉住摆杆紧靠在圆柱销1上。当注塑机顶杆继续顶出时,推杆7推动塑件脱离型腔,如图5-101c所示。
(5)滑块式 图5-102所示是通过滑块实现二次脱模的一种结构形式。图5-102a所示为闭模状态。当注塑机顶杆推动推出板时,推板3和推出杆2一起运动,使塑件脱离型芯1,与此同时,滑块6在斜导柱5的作用下,向中心方向移动,如图5-102b所示;再继续运动时,由于斜导柱的作用,使推杆4移动的距离大于推板3移动的距离,塑件脱离推板(见图5-102c),完成二次脱模。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-101 U形限制架式
1—圆柱销 2—弹簧 3—摆杆4 —U形限制架 5—注塑机顶杆 6—转动销 7—推杆 8—型芯 9—限位螺钉
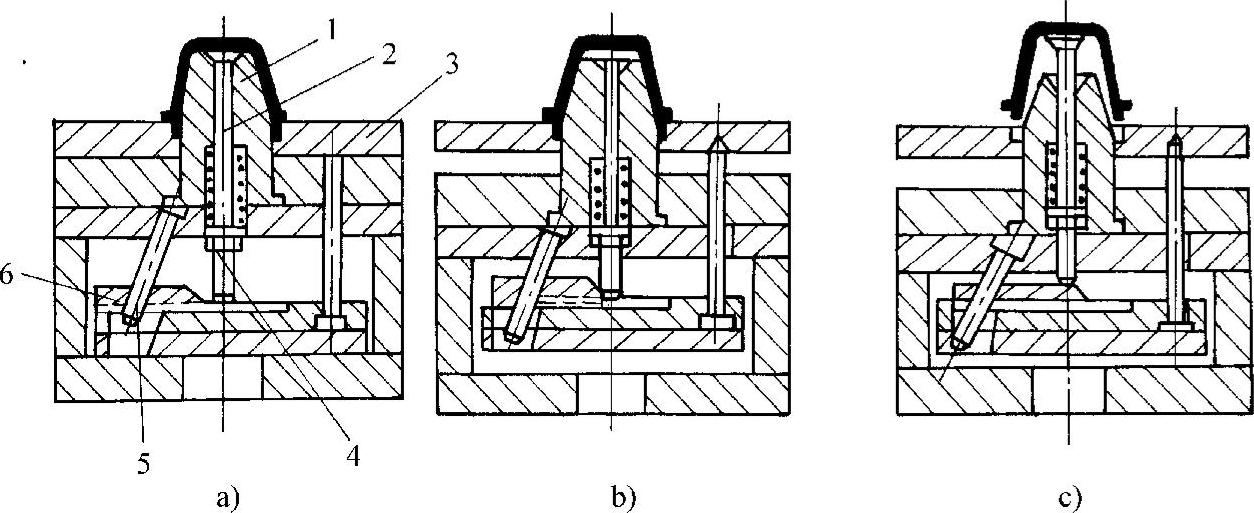
图5-102 滑块式二次脱模机构
1—型芯 2—推出杆 3—推板 4—推杆 5—斜导柱 6—滑块
图5-103所示是通过滑块实现二次脱模的另一种结构形式。滑块1的移动是靠固定在动模板5上的锁紧块2实现的。一次脱模后,滑块1接触锁紧块2使之向中心移动,移动一定距离后,推杆3落于推杆固定板7的孔中;再继续推出,中心推杆6使塑件脱离推板4,实现二次脱模。
(6)钢球式 如图5-104所示,一次脱模靠推出系统推动推板9,使塑件脱离型芯10,此时塑件还有一部分留于推板内,因此设特殊结构的推杆7实现二次脱模。内套筒3与推板9用卡紧圈连在一起,一次脱模时,钢球6卧在内套筒3与推杆7之间,推杆一运动,则带动内套筒及推板运动,实现一次脱模。当钢球移动外套筒2的凹槽处时,钢球被挤到内外套之间,使内套筒不随推杆7运动,则推板9停止运动,这时推杆11将塑件推出推板而脱落。
图5-103 滑块式二次脱模机构
1—滑块 2—锁紧块 3—推杆 4—推板 5—动模板 6—中心推杆 7—推杆固定板
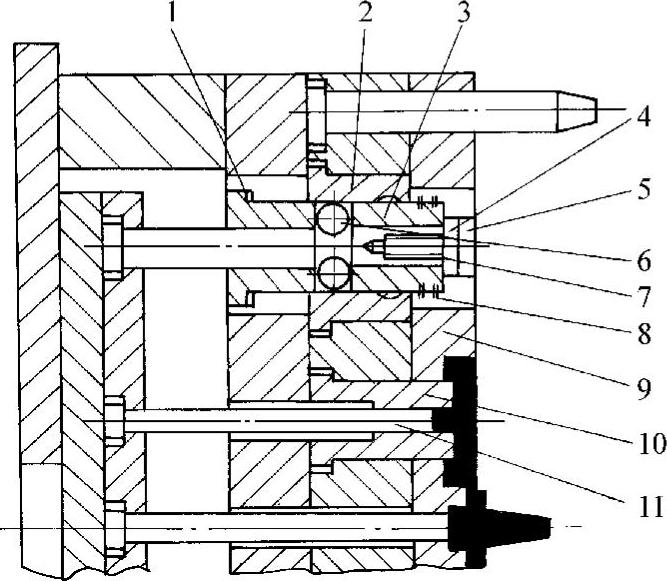
图5-104 钢球式二次脱膜机构
1、4—聚氨酯垫圈 2—外套筒 3—内套筒 5—盖子 6—钢球 7—推杆 8—卡紧圈 9—推板 10—型芯 11—推杆
3.双推出板二级脱模机构
采用双推出板的二级脱模机构的特点是有两块推出板。下面介绍三种结构形式:
(1)八字形摆杆式 图5-105所示为八字形摆杆式二级脱模机构。推动型腔1用的推杆2固定在一次推出板7上,推动塑件用的推杆3固定在二次推出板8上,在一次推出板和二次推出板之间有定距块5,固定在一次推出板上。开模时注塑机顶杆6推动一次推出板,通过定距块5使二次推出板以同样速度推动塑件,这时型腔和塑件一起运动而脱离动模型芯,完成一次脱模。当推到图5-105b所示位置时,一次推出板接触到八字形摆杆4,由于八字形摆杆与一次推出板接触点比与二次推出板接触点距支点的距离小,使二次推出板向前运动的距离大于一次推出板向前运动的距离,因而塑件从型腔中脱出。
(2)拉钩式 图5-106所示为拉钩式二级脱模机构。成型塑件一部分形状的推杆7固定在一次推出板9上,中心推杆6固定在二次推出板10上,在二次推出板上还固定有拉钩1,一次推出板上固定有拉钩拉住的圆柱销5,在闭模时由于拉簧2的作用,拉钩始终拉住圆柱销,如图5-106a所示状态。开模时,注塑机顶出杆8推在二次推出板上,由于拉钩的作用,一、二次推出板同时推动塑件,使塑件脱离型芯,完成一次脱模。继续运动时由于斜楔3的作用,伸长拉簧2,使拉钩1脱离圆柱销5,固定在一次推出板上的限距柱4也推住动模固定板,使一次推出板停止向前运动,如图5-106b所示状态。注塑机顶出杆继续向前运动时,推杆6推动塑件,使之脱离成型推杆7,完成二次脱模,如图5-106c所示。
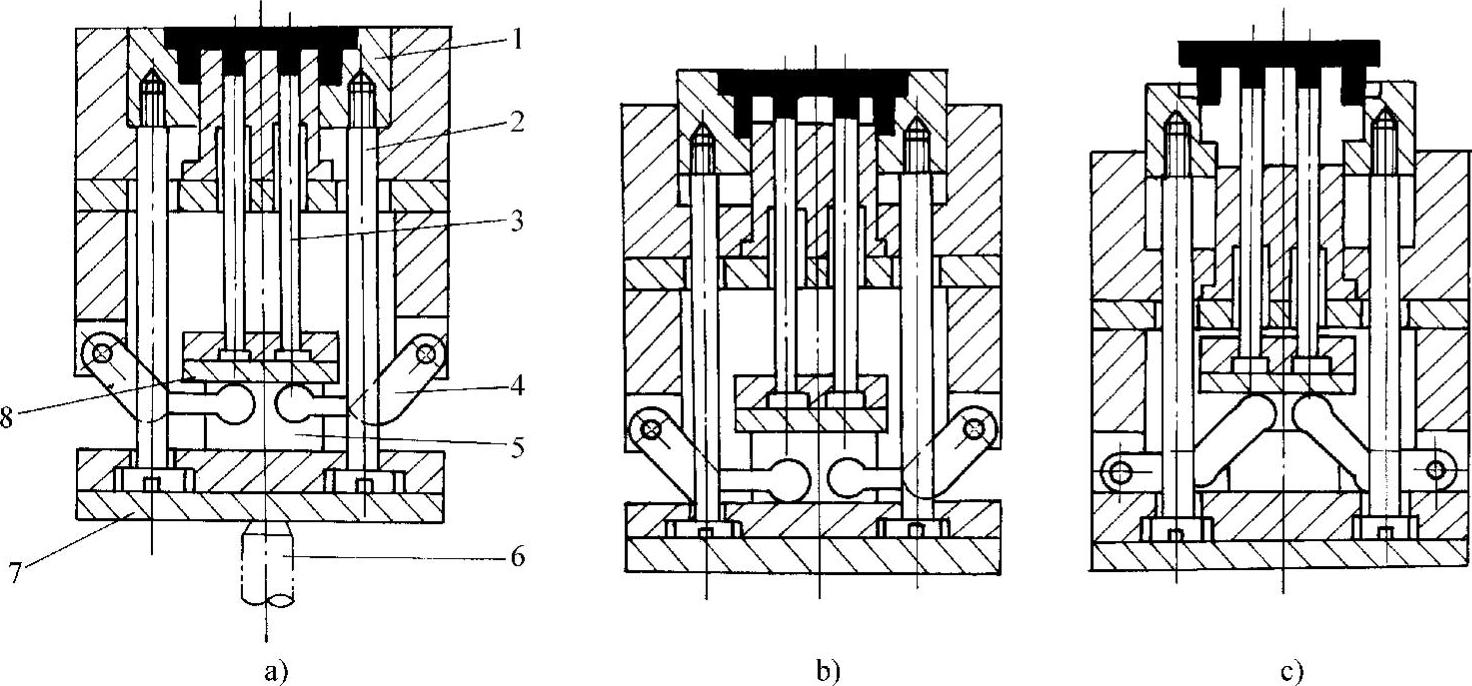
图5-105 八字形摆杆式
1—型腔 2、3—推杆 4—八字形摆杆 5—定距块 6—注塑机顶杆 7—一次推出板 8—二次推出板
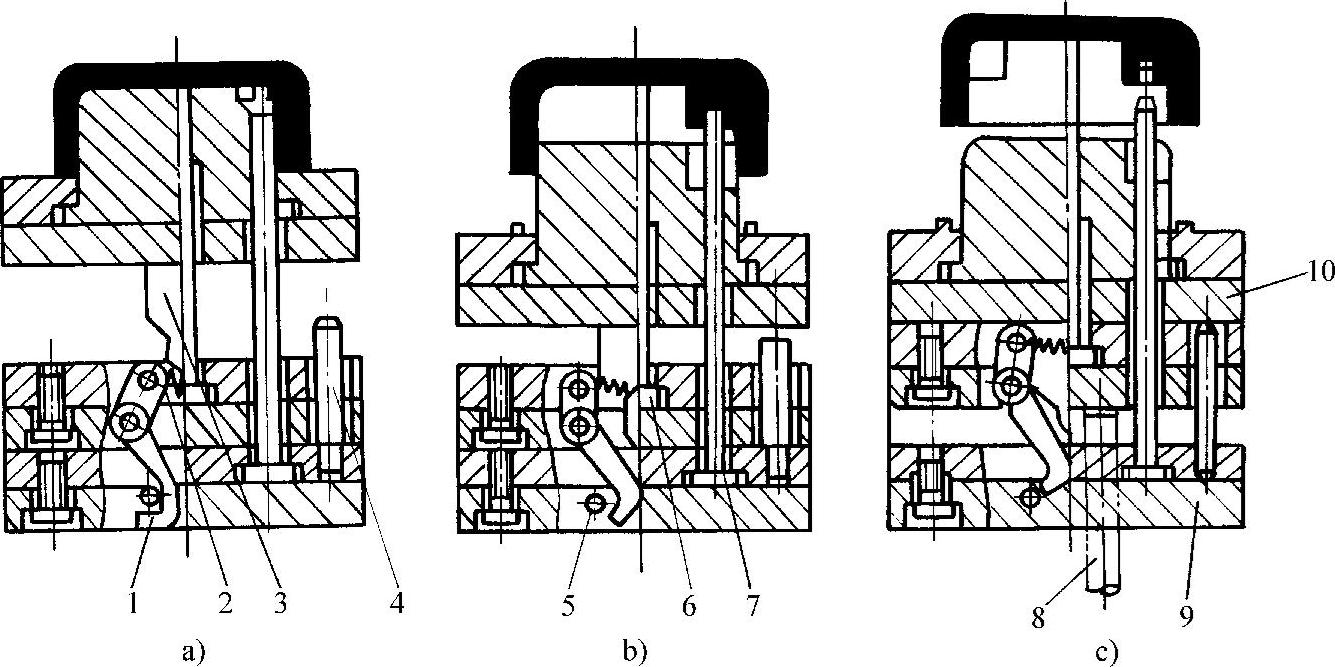
图5-106拉钩式
1—拉钩 2—弹簧 3—斜楔 4—限距柱 5—圆柱销 6—推杆 7—成型推杆 8—注塑机顶杆 9—一次推出板 10—二次推出板
(3)卡爪式 图5-107所示为卡爪式二级脱模机构。推动型腔推板1的推杆2,固定在一次推出板4上,中心推杆8固定在二次推出板3上,卡爪6连接在一次推出板上,可以绕轴转动。开模时注塑机顶出杆推动二次推出板3,由于弹簧5拉住卡爪6使一次推出板4随之运动,使塑件脱离型芯,完成一次脱模。再继续运动时,卡爪6接触动模固定板7的斜面,迫使卡爪转动而完成二次脱模。