8.1.3 总装
在完成组件装配并检验合格后,即可进行模具的总装。如图8-22所示热塑性塑料注塑模,在按照上文进行导柱、导套、型芯、浇口套的组件装配并检验合格后,便可进行总装配工作。
1.装配动模部分
(1)装配型芯固定板、支撑板、垫块和动模固定板 装配前,型芯3,导柱17、21,拉料杆18已压入型芯固定板8和支撑板9并已检验合格。装配时,将型芯固定板8、支撑板9、垫块12和动模固定板13按其工作位置合拢,找正并用平行夹头夹紧。以型芯固定板上的螺孔、顶杆孔定位,在支撑板上钻出螺孔、推杆孔的锥窝。然后,拆下型芯固定板,以锥窝为定位基准钻出螺钉过孔、推杆过孔和锪出螺钉沉孔,最后用螺钉拧紧固定。
(2)装配卸料板 卸料板7在总装前已压入导套19并检验合格。总装前应对卸料板7的型孔先进行修光,并且与型芯作配合检查。要求滑动灵活、间隙均匀并达到配合要求。
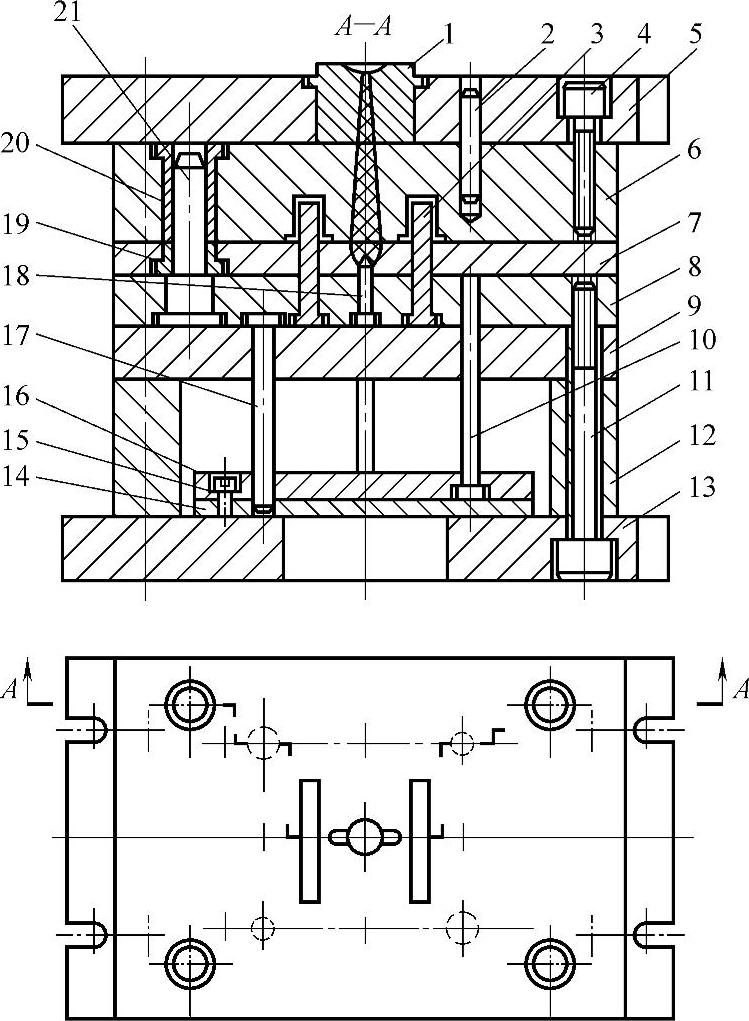
图8-22 热塑性塑料注塑模的总装
1—浇口套 2—定位销 3—型芯 4、11—内六角螺栓 5—定模板 6—型腔板 7—卸料板 8—型芯固定板 9—支撑板 10—推杆 12—垫块 13—动模固定板 14—推板 15—螺钉 16—推杆固定板 17、21—导柱 18—拉料杆 19、20—导套(https://www.daowen.com)
将卸料板套装在导柱和型芯上,以卸料板平面为基准测量型芯高度尺寸。如果型芯高度尺寸大于设计要求,则进行修磨或调整型芯,使其达到要求;如果型芯高度尺寸小,需将卸料板平面在平面磨床上磨去相应的厚度,保证型芯高度尺寸。
(3)装配制件推出机构 推板14放在动模固定板上,将推杆10套装在推杆固定板上推杆孔内并穿入型芯固定板8的推杆孔内,再套装到推板导柱上,使推板和推杆固定板重合。在推杆固定板螺孔内涂红粉,将螺钉孔位复印到推板上。然后,取下推杆固定板,在推板上钻孔并攻螺纹后,重新合拢并拧紧螺钉固定。
装配后,进行滑动配合检查,经调整使其滑动灵活、无卡阻现象。
最后,将卸料板拆下,把推板放到最大极限位置。检查推杆在型芯固定板上平面露出的长度,将其修磨到和型芯固定板上平面平齐或低0.02mm。
2.装配定模部分
总装前浇口套、导套都已装配结束并检验合格。装配时,将型腔板6套装在导柱上,并与已装浇口套的定模板5合拢,找正位置,用平行夹头夹紧。以定模板上的螺钉孔定位,对型腔板钻锥窝。然后,拆开在型腔板上钻孔、攻螺纹后重新合拢,用螺钉拧紧固定。最后钻、铰定位销孔并打入定位销。
经以上装配后,要检查型腔板和浇口套的流道锥孔是否对正。如果在接缝处有错位,需进行铰削修整,使其光滑一致。