(续)
(续)(https://www.daowen.com)
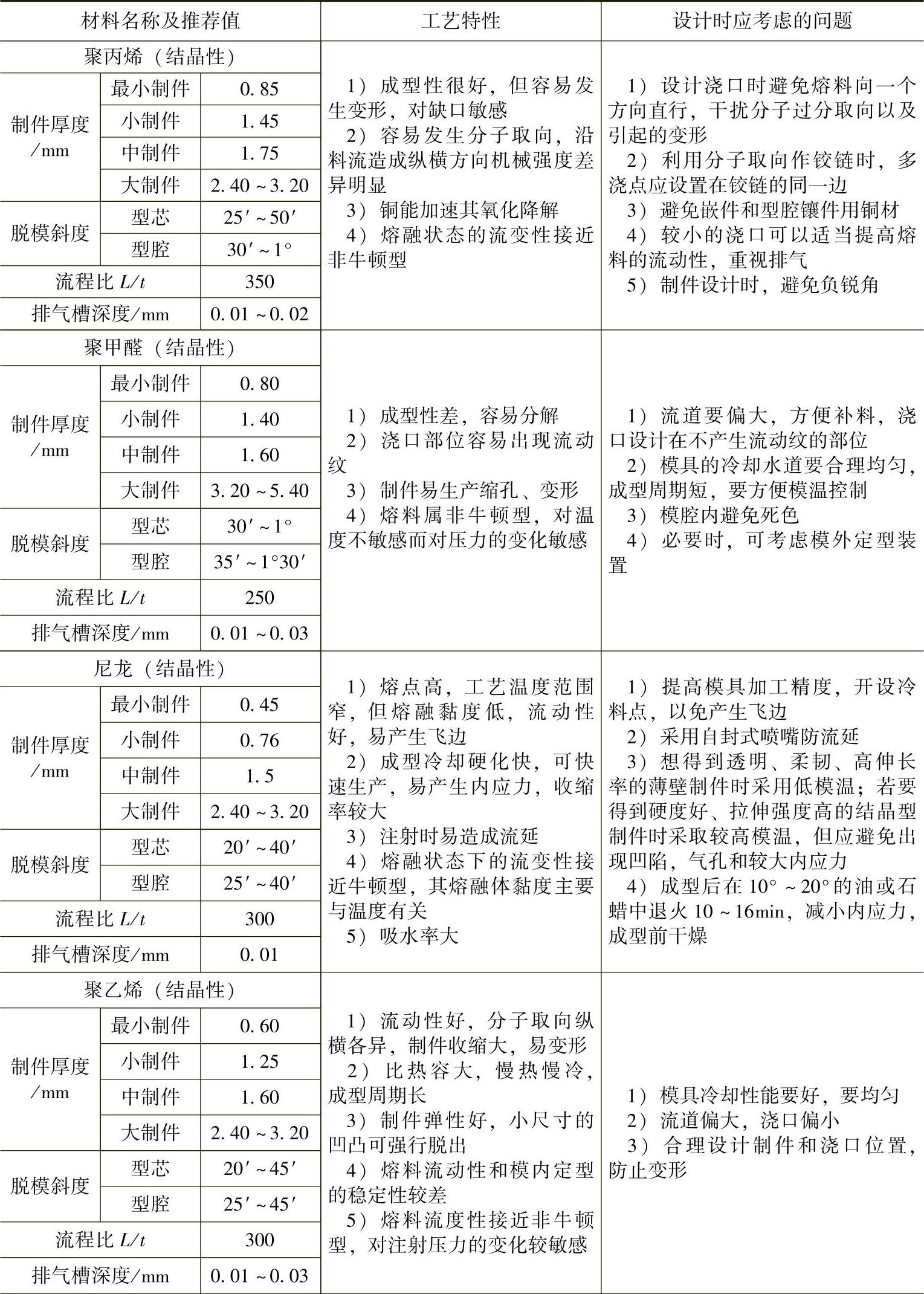
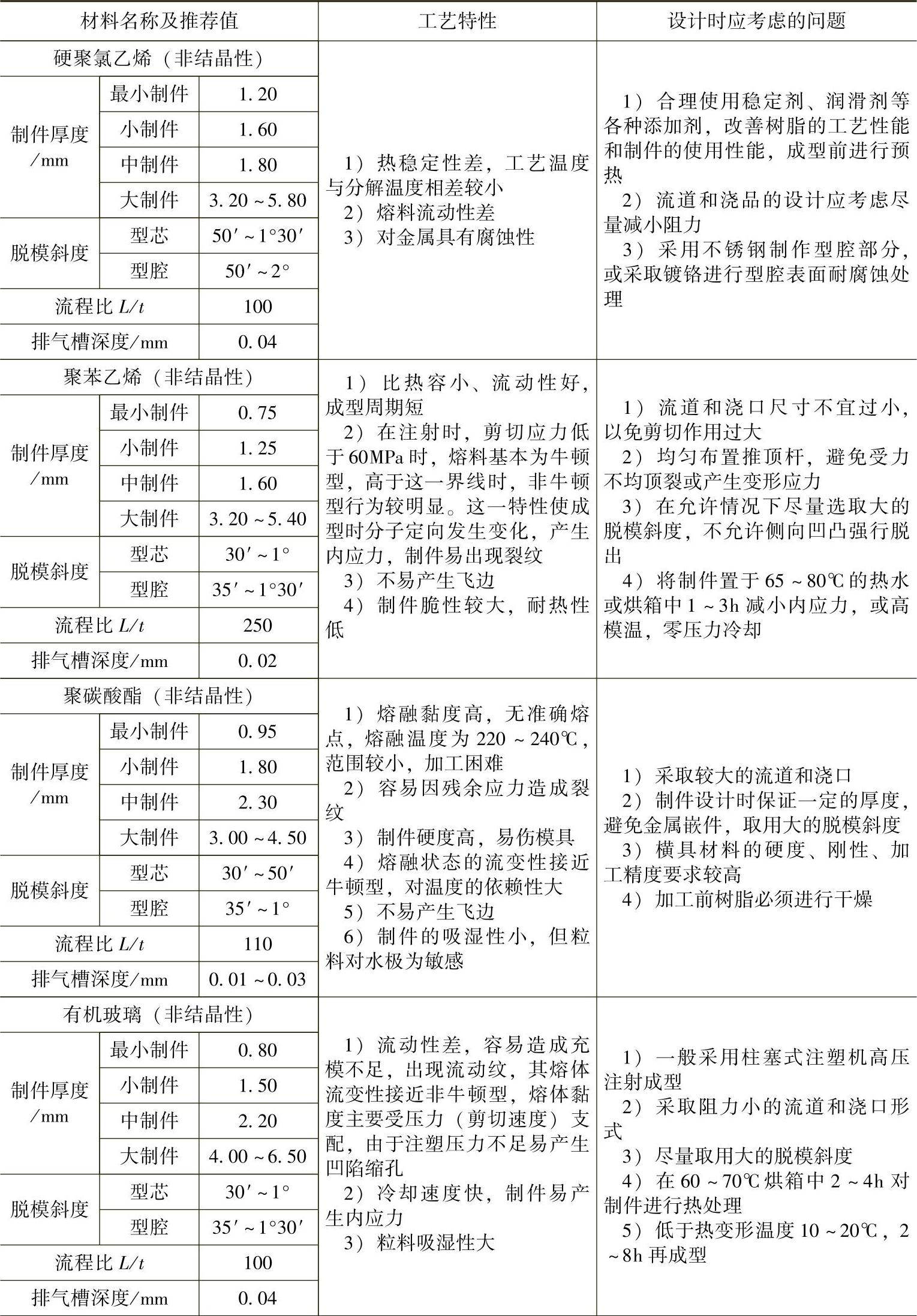
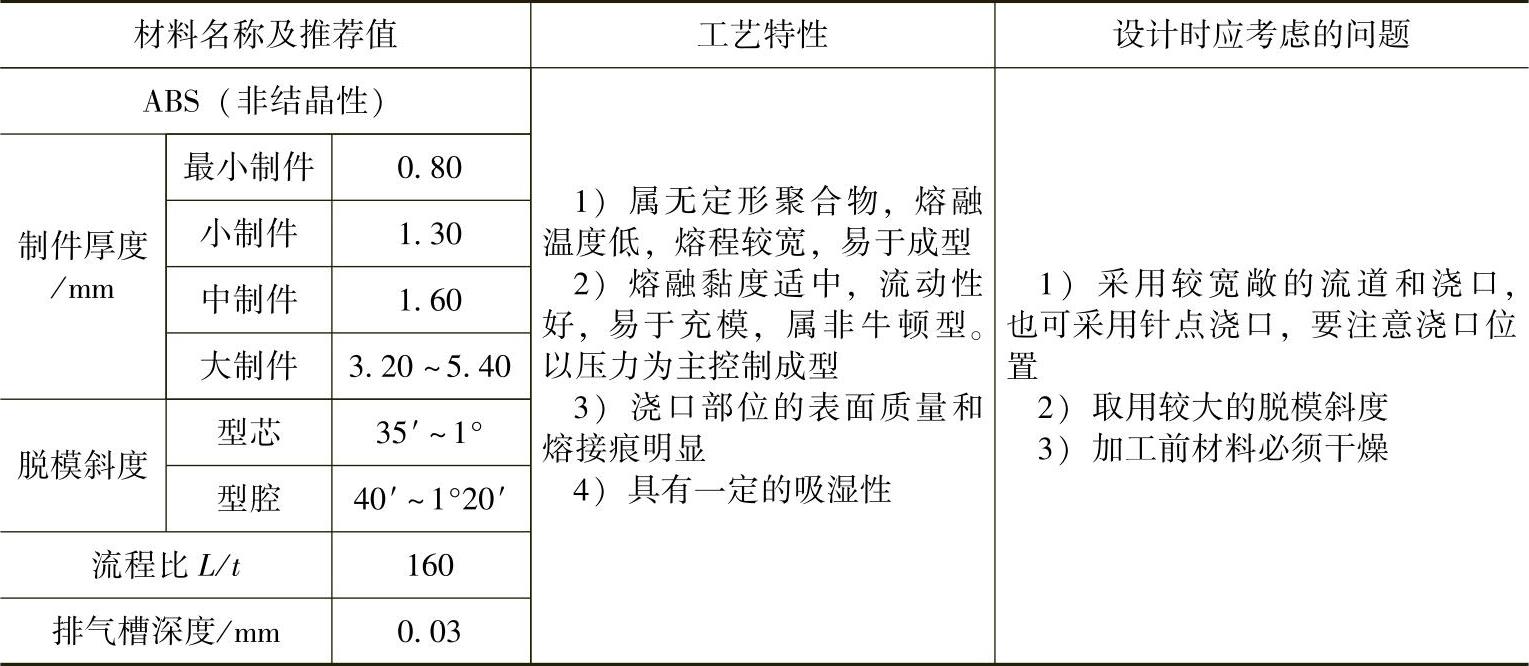
注:1.表中脱模斜度以开模后制件滞留在型芯上考虑,如果要求制件留在型腔内,则型腔的脱模斜
度小于型芯的脱模斜度。
2.L/t为从主流道至制件最末端各段长度与厚度的比值之和,这一数值与熔料温度、模具温度和
注射压力有关。