6.6.4 叠层式注塑成型
叠层式模具相当于将多副模具叠放组合在一起。这种模具往往需要有一个较长的主流道来输送熔体到模具中部。叠层式模具最适于成型大型扁平制件、小型多腔薄壁制件和需大批量生产的制件。最初的叠层式模具因使用普通流道,每次注射都要去除流道,不能实现自动化生产,因而应用较少。当叠层式模具应用了热流道技术后,其应用才得到了较大的提高。
叠层式热流道模具的主流道设置在模具的中心部分。由于叠层式模具型腔有多个分型面,这意味着需要有一个机构使这些分型面能同时分型。与常规模具相比,这种模具锁模力只提高了5%~10%,但产量增加了90%~95%,可以极大地提高设备利用率和生产效率,节约成本。此外,由于模具制造要求基本上与常规模具相同,主要是将两副或多副型腔组合在一副模具中,所以模具制造周期可缩短5%~10%。因此,尽管这种模具的加工技术要求较高,同时对注塑机的开模行程要求也较大,但在工业上的应用前景较好。
1.模具结构
图6-46所示是在一般注塑机上使用的叠层式注塑模结构形式。它是将两副或多副常规注塑模组合在一起,并加上热流道系统。该模具有3个主要组成部分,即中间部分、动模部分及定模部分。中间部分由装有热流道和向两侧供料的进料口的两块模板构成。在动模和定模部分都设置有推出装置,用机械、液压或气压等动力实现制件脱模。延伸式喷嘴外侧可用电阻丝加热。
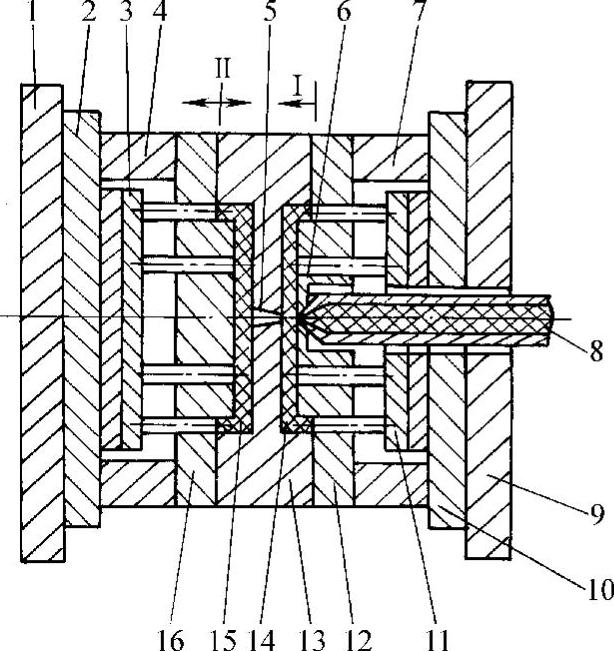
图6-46 叠层式注塑模
1—注塑机动模安装板 2—动模座板 3—塑件B推出机构 4、7—垫块 5—塑件 6—塑件A浇口 8—延伸式喷嘴 9—注塑机定模安装板 10—定模座板 11—塑件 A推出机构 12—塑件A型芯板 13—型腔板(中间流道板) 14—塑件A 15—塑件B 16—塑件B型芯板
热流道系统通过模具的定模板部分进行延伸,当模具闭合时与注塑机喷嘴相连接。这一因素在安排型腔的排列时应考虑进去,推出零件决不能穿过热流道伸展区域。模具部分安装在动模板上,在脱模过程中,中间板沿注塑机轴向运动,将延伸部分同喷嘴脱开。流道的延伸部分必须足够长,这样在开模过程中,可避免因熔料泄漏粘于导柱、导套而影响模具的运转。
2.热流道系统
叠层式模具的热流道系统主要由喷嘴、歧管、热流道板(集流板)、加热装置等组成。喷嘴的形式有多种,常用的喷嘴有开式喷嘴、鱼雷梭式喷嘴和针阀式喷嘴。在使用开式喷嘴时往往会引起流延,除了在塑件表面造成疵点外,成型塑件的性能也会因此而降低,形成的冷料甚至可能堵塞浇口。通常新式机器都具有熔体减压(在模具打开之前注塑机螺杆后退)功能,或在热流道歧管的浇口衬套里设有一个膨胀腔来解决这个问题。然而必须注意的是,减压总是要保持在最低限度,以免在主流道、流道系统或浇口附近吸入空气。因此,叠式热流道系统一般多采用阀式热喷嘴。(https://www.daowen.com)
3.温控系统
叠层式热流道模具中的温控系统包括加热系统和冷却系统。加热系统的作用是保持流道中的塑料呈熔融状态,冷却系统的作用则是完成塑料和模具之间的热量交换。
加热系统中温度不能过低或过高。温度过低,塑料会在流道中形成较厚的固化层,影响实现连续注射;温度过高,可能导致塑料分解变色,在塑件上形成缺陷乃至报废。因此应严格控温,特别是新型高分子材料不断出现,温控要求的敏感度越来越高。设计冷却回路时,应考虑塑件的形状,冷却介质种类、温度、流速及冷却管道的布置等因素。
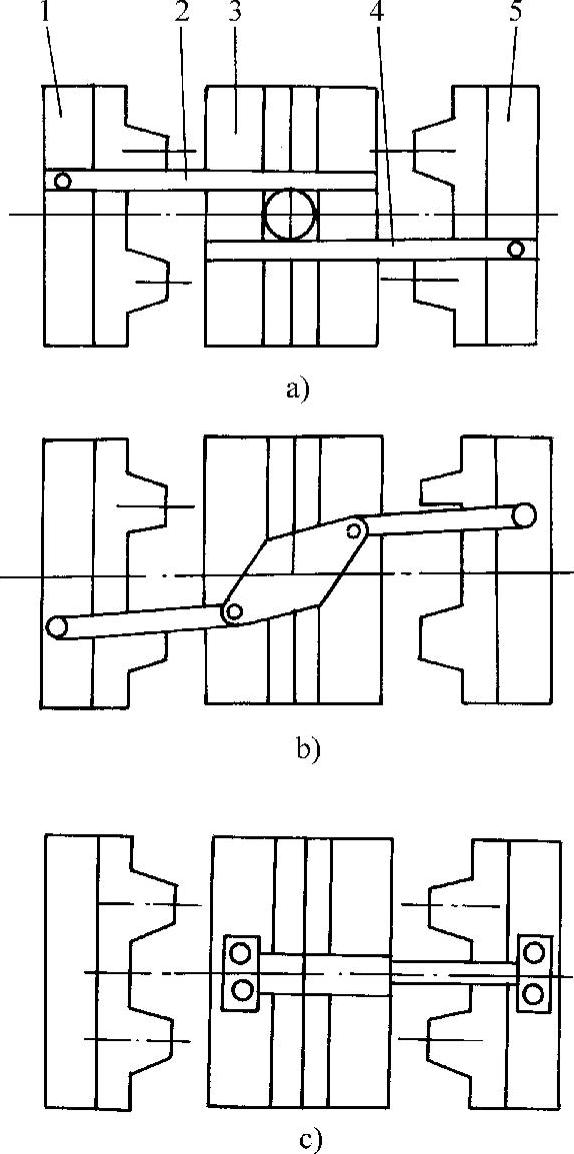
图6-47 叠层式注塑模联锁机构
a)齿条驱动 b)铰接杠杆驱动 c)液压缸驱动
1—动模部分 2、4—齿轮齿条机构 3—中间流道板 5—定模部分
4.开模机构
叠层式模具在开模时,不仅动模部分移动,中间部分也同时移动,即应同时打开两个分型面,并由两侧的推出机构使塑件脱模。目前,叠层式模具的开模方式一般是由铰接杠杆或齿条驱动来同步开模,也可使用液压系统(见图6-47)。采用杠杆传动装置的模具运动平稳,中间板和推出机构的运动能在较长时间内加速,受力较小且磨损少。齿条开模机构在模具的两边各有一根齿条,两根齿条与安装在中间部分的齿轮相啮合,通过导轨及齿条控制系统使模具在两个分型面同时开启。与液压驱动和铰接杠杆驱动相比,齿轮齿条驱动机构性能较好,也较经济,但用铰接杠杆移动模具的灵活性则更大。采用液压辅助开模更易控制开模时间,但结构较大。
叠层式模具在开合模过程中需要平稳而有效的支撑。有效的支撑方式有导柱支撑、上吊式横梁支撑、下导轨架支撑3种,支撑的种类应按模具结构来确定。用导柱及上横梁支撑有一定的作用,但是模具中央部分重量可能将导柱或横梁压弯,从而使分型面不能充分对齐。因此,这种支撑常会产生相当的定量偏斜,使模量不能充分对齐,以及分型面不完全准确闭合。用下支撑方式可以提供良好的支撑,但这需要横梁有很好的地基支撑。
用于直角式注塑机的叠层式模具,类似于在一般注塑机上使用的叠层式注塑模结构形式。由于这种注塑机垂直于模具安装方向进料,因而进料系统较为简单,只要将从侧向进料系统进入的熔料注入相对方向的型腔即可。不过这时模具有3个分型面,即图6-47中的型腔板(中间流道板)13沿中间分开,增加一个分型面。