实例33 螺纹瓶盖注塑模
2026年01月15日
实例33 螺纹瓶盖注塑模
零件材料:高压聚乙烯
零件图:见图12-33a
模具结构图:见图12-33b
说明:
1)该模具为斜推杆分型二次推出脱模机构,螺纹型芯以燕尾组合而成,且采用侧浇口进料,呈一模两腔形式。
2)注塑成型后,动模首先移动,动模垫板11把塑料制件从定模座板1内带出,然后注塑机顶杆推动推板19,并带动斜推杆12推动螺纹型芯6、8向中间合拢,塑料制件上的螺纹部分脱离螺纹型芯,完成了一次推出。随后斜推杆12在弹簧18的作用下,将塑料制件推出,完成第二次推出。推出系统的复位,靠定模座板上的复位杆4来实现。
3)浇口尺寸的宽度取5mm,深为1mm。
4)与斜推杆12相配合的斜孔应同时钻铰,螺纹型芯燕尾处要研配合适。(https://www.daowen.com)
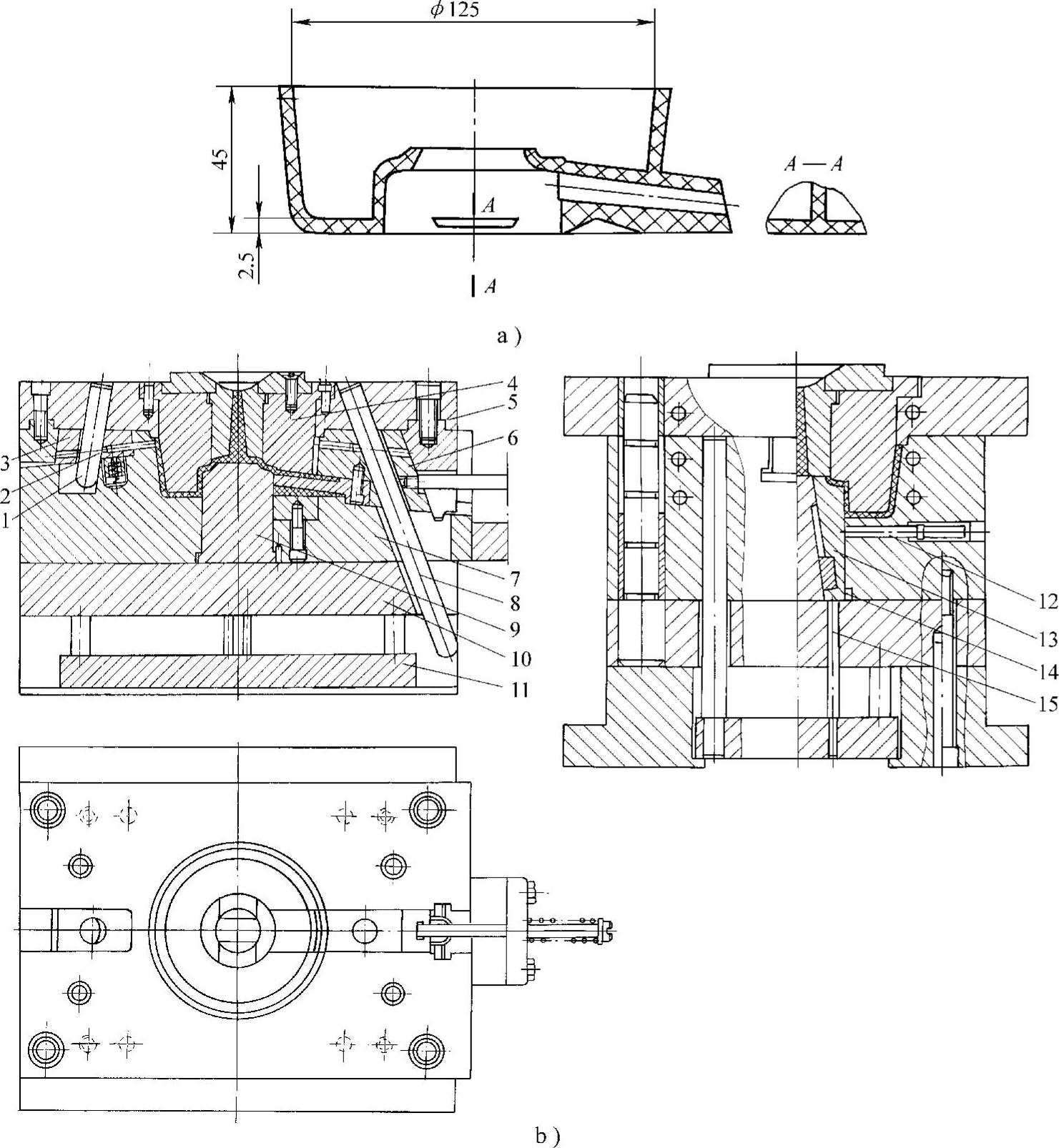
图12-32 气压瓶盖注塑模
a)零件 b)模具结构
1、8—斜导柱 2、4、9—型芯 3、6—滑块 5—定模座板 7—动模板 10—支承板 11—推板 12—定位销 13—斜滑块 14—导滑块 15—推杆
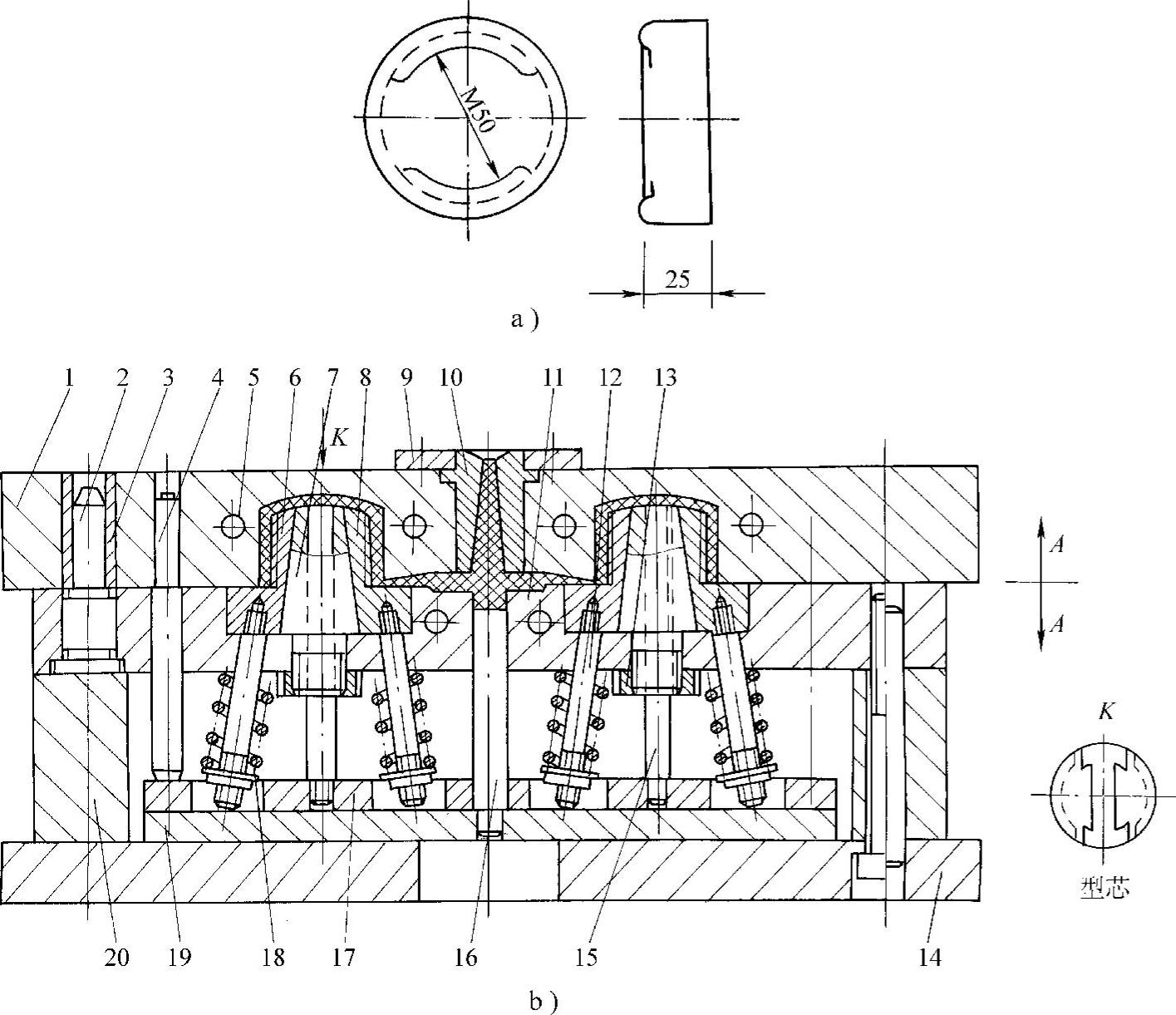
图12-33 螺纹瓶盖注塑模
a)零件 b)模具结构
1—定模座板 2—导柱 3—导套 4—复位杆 5—冷却水道 6、8—螺纹型芯 7—型芯9—定位圈 10—浇口套 11—动模垫板 12—斜推杆 13—锁母 14—动模座板 15、16—推杆 17、19—推板 18—弹簧 20—支承块