6.6.3 单色多模注塑成型
在一台注塑机上安装有多副注塑模和单一注塑装置,通过各副模具的运动或注塑装置的运动,依次对每副模具进行充填并成型。
单色多模注塑机是一种多工位的注塑机,它的注塑装置、合模装置与一般卧式注塑机相似,而合模装置采用了转盘式的结构(水平旋转、垂直旋转、直线运动)。
图6-43所示为水平旋转的转盘式注塑机。旋转台上可以装几副模具,随着旋转台的定时控制间断旋转,依次与注塑装置的喷嘴相接触,接受注射后转一角度,离开喷嘴进行冷却,然后再转一角度,启模取件。
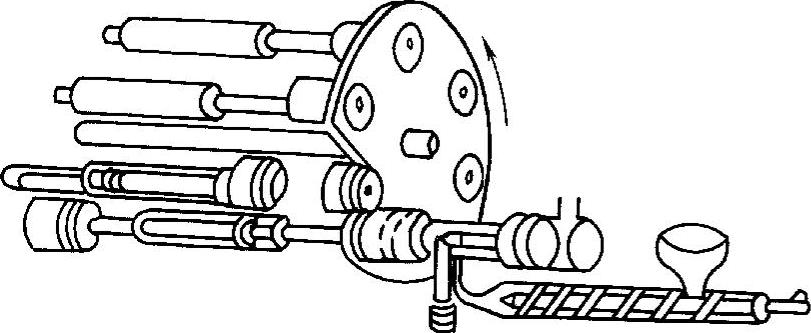
图6-43 多模水平旋转式注塑机
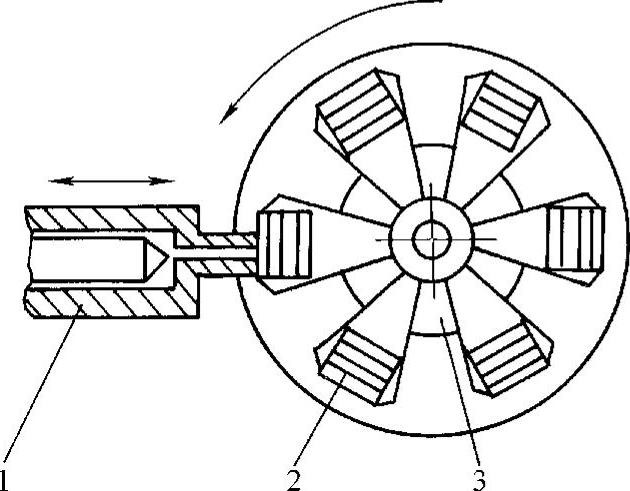
图6-44所示是单色多模的立式旋转装置。其特点是转盘的轴线与注塑装置的轴线和安装基面垂直。图6-45所示是模具转盘不动,而注射座绕转盘中心旋转的注塑机,在每一个模位上可完成注射保压程序。
这种注塑机的主要优点是:可以充分利用注塑装置的塑化效率,并使成型周期大大缩短,特别适用于大批量的塑件生产。其缺点是:锁模力较小,在注射压力大的情况下,塑件容易产生溢边。
单个模具的总体结构与一般注塑模相同,但这种成型方法在注塑机的合模装置之间有多个注塑模。在设计时还要考虑以下一些特点:
 (https://www.daowen.com)
(https://www.daowen.com)
图6-44 多模位立式旋转装置
1—注塑装置 2—模具 3—回转台
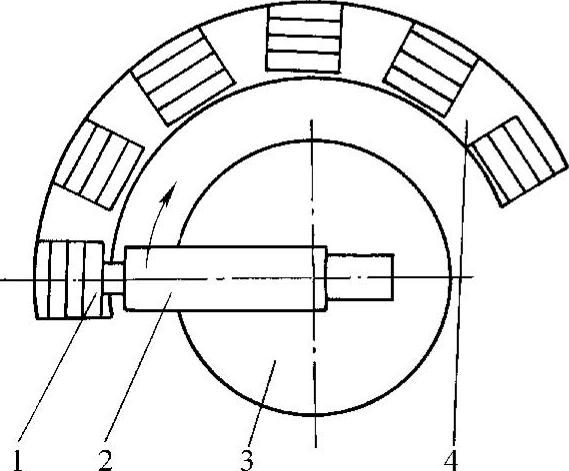
图6-45 多模位注射头旋转装置
1—模具 2—注塑装置 3—回转台 4—模具安装台
(1)成型部分 在合模装置之间的多副注塑模可以是同种塑件的注塑模,也可以是不同品种塑件的注塑模。应尽量使各个模位的塑件质量和投影面积相近,以使各个模位的受力和注塑量均衡。另外,这种注塑成型的塑件一般较小。在每一个模位,注塑模都有单独的动模和定模部分。
(2)浇注系统 每一个模位的注塑模均有自己的浇注系统,轮到注射充模时,其都要与注塑机喷嘴接触。
(3)脱模机构 对于每一个模位的模具都有自己的脱模机构。当注塑机喷嘴不动、注塑模在旋转或运动时,注塑模位的模具完成注塑成型后,转到或运动到下一个模位而进行脱模。合模装置的开模行程要满足脱出并取出塑件和浇注系统的空间要求。开模时,合模装置间所有模位模具的动定模都要分开。在注塑机喷嘴转动或运动,而注塑模不动的情况下,在喷嘴转到或运动到下一个模位时,刚完成注塑成型的注塑模进行脱模。
(4)模体 对于水平旋转的注塑机,各副模具的中心应在喷嘴中心所在的回转半径上,且模位之间的相位角均等。对于立式旋转的注塑机,各副模具的中心应在同一回转半径上,且模位之间的相位角均等;另外,喷嘴应能与模具很好地接触,喷嘴中心线应与模具中心线在一条直线上。对于注射头旋转的注塑机,注射间的回转中心应在各模位的注塑模所在圆的圆心上,各注塑模应以等圆心角布置。