实例43 调味壶身注塑模
2026年01月15日
实例43 调味壶身注塑模
零件材料:聚苯乙烯
零件图:见图12-43a
模具结构图:见图12-43b
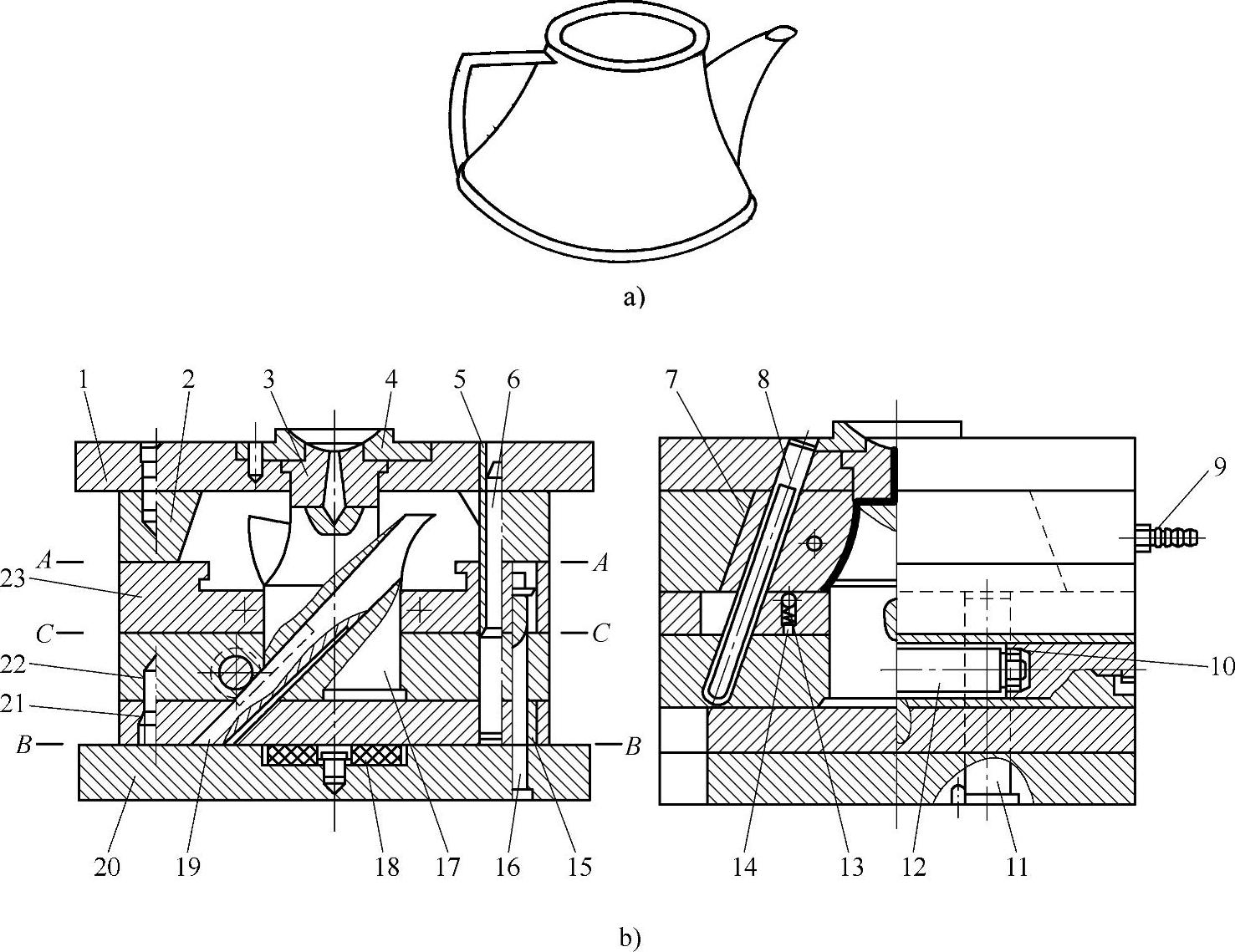
图12-43 调味壶身注塑模(https://www.daowen.com)
a)零件 b)模具结构
1—定模座板 2—定模板 3—浇口套 4—定位圈 5—导套 6—导柱 7—左右哈夫块 8—斜导柱 9—水嘴 10—轴承 11—齿条 12—齿轮 13—碰珠 14、15—弹簧 16—拉杆 17—型芯 18—聚氨酯橡胶块 19—齿条型芯 20—动模座板 21—托板 22—动模板 23—推件板
说明:
1)该模具为斜导柱分型、齿条抽芯脱模机构。调味壶身的型腔由左右哈夫块7、型芯17和齿条型芯19组成。鉴于塑料制件的特殊形状,它应具有A—A、B—B、C—C三次分型机构来完成。设计时,利用齿条的动力进行抽动,外形通过斜导柱脱模。
2)注塑成型后,由于斜导柱8固定在定模座板1上,因此当定模座板1、定模板2与推件板23在A—A面第一次分型时,斜导柱8抽动左右哈夫块7,先使塑料制件外形分型。紧接着利用弹簧15和聚氨酯橡胶块18的弹力,使动模座板20与托板21在B—B面产生第二次分型,让齿条11运动通过齿轮12,同时作用于齿条型芯19往后抽缩,使齿条型芯19脱离壶嘴,拉杆16控制齿条11的运动距离。当齿条型芯脱出壶嘴后,通过拉杆16上的凸肩再拉动动模板22与推件板23在C—C面进行第三次分型。当动模板后退时,推件板23反勒出塑料制件脱出型芯17。
碰珠13使左右哈夫块能精确定位。模具内通水冷却来保证塑料制件成型的质量和生产率。