5.8.3 引气系统
2026年01月15日
5.8.3 引气系统
排气是制件成型的需要,而引气是制件脱模的需要。对于大型深壳塑料制件,注塑成型后,型腔内气体被排除。制件表面与型芯表面之间在脱模过程中形成真空,难以脱模。若强制脱模,制件会变形或损坏,因此,必须设引气装置。
由于热固性塑料制件在型腔内的收缩小,特别是不采用镶拼结构的深型腔,在开模时空气无法进入型腔与制件之间,使制件黏附在型腔的情况比热塑性塑料制件更为严重,因此,必须引入气体,使制件顺利脱模。
常见的引气装置形式有以下几种:
(1)利用排气间隙 在模具成型零件分型面配合间隙排气的场合,排气间隙即为引气间隙,见图5-191。
(2)镶嵌式侧隙引气 镶块或型芯与其他成型零件为过盈配合时,空气无法引入型腔,若配合间隙放大,则镶块的位置精度低,所以考虑在镶块侧面的局部开设引气槽,并延续到模外。如制件接触部分槽深不大于0.05mm,为免溢料堵塞,而延长部分深度为0.2~0.8mm,如图5-193所示。(https://www.daowen.com)
(3)气阀式引气 如图5-194所示,开模时推件板3将制件推出,制件与型芯之间形成真空,将止回阀2吸开,空气便能引入,而当熔体注射充模时,由于熔体压力和弹簧1的作用力将止回阀关闭。这种方式比较理想,但阀芯与阀座之间需研磨,加工要求高。
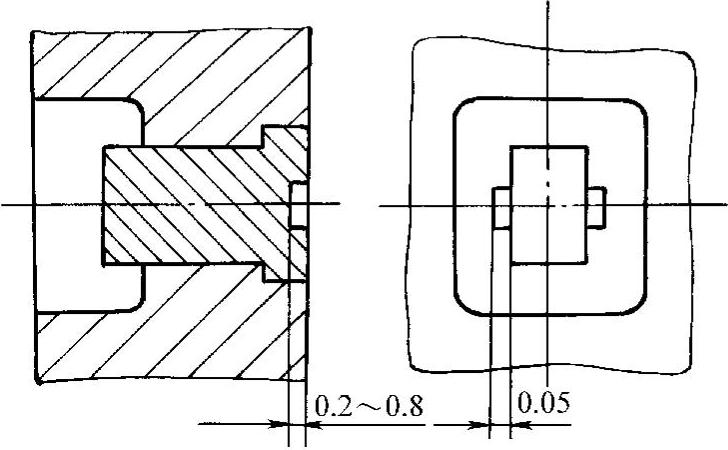
图5-193 镶嵌式侧隙引气
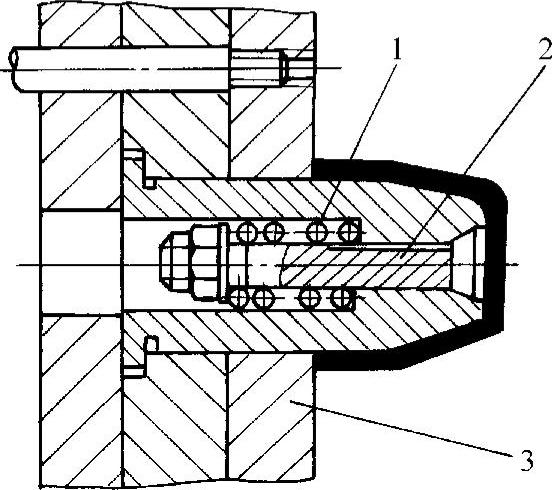
图5-194 气阀式引气
1—弹簧 2—止回阀 3—推件板