实例13 绕线轴注塑模
2026年01月15日
实例13 绕线轴注塑模
零件材料:ABS
零件图:见图12-13a
模具结构图:见图12-13b
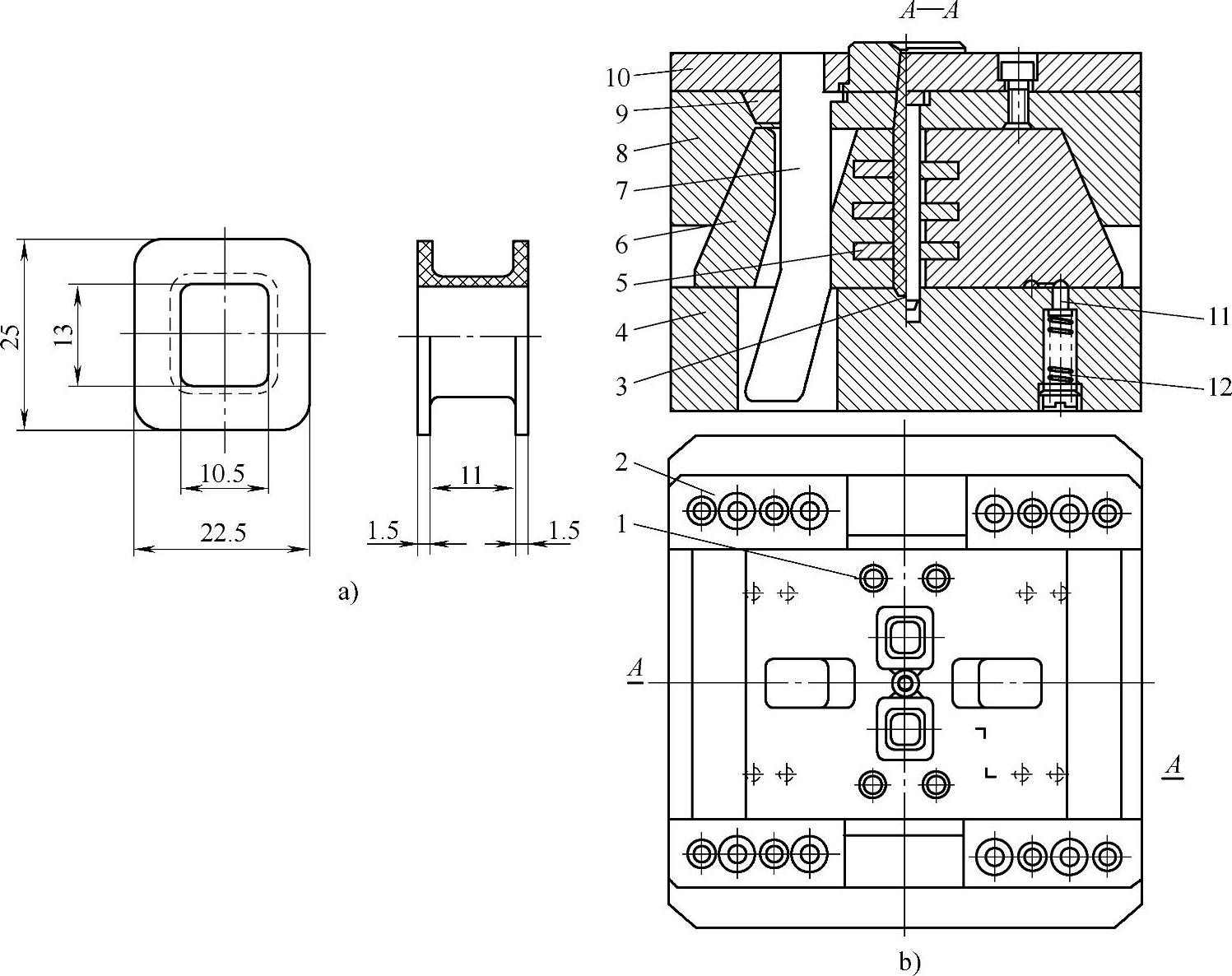
图12-12 线圈骨架注塑模
a)零件 b)模具结构
1—圆柱销 2—压板 3—型芯 4—动模座板 5—镶件 6—滑块 7—弯销 8—定模板 9—锁紧块 10—定模座板 11—定位销 12—弹簧(https://www.daowen.com)
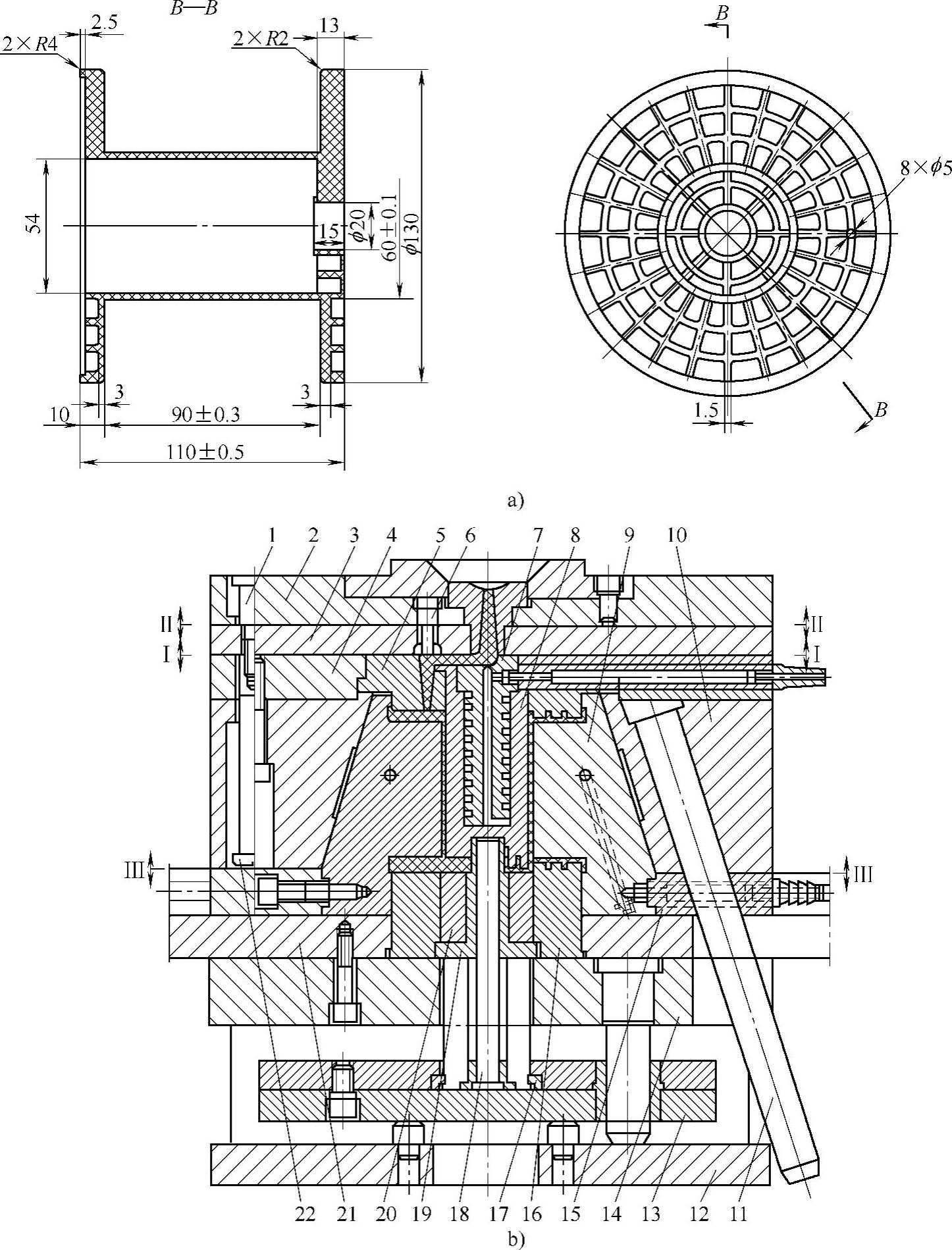
图12-13 绕线轴注塑模
a)零件 b)模具结构
1—限位螺钉 2—定模座板 3—托板 4—定模板 5—定模镶块 6—拉料杆 7—水套 8、16、19—型芯 9—滑块 10—模套 11—斜导柱 12—动模座板 13—推板 14—支承板 15—连接杆 17—卡环 18—复位杆 20—推管 21—动模板 22—拉杆
说明:
1)该模具为斜导柱分型抽芯机构,用锥形模套对滑块锁紧,牢固可靠,并使动、定模板之间具有较高的同轴度,连接杆15与滑块9用螺钉连接,加工简便;利用制件的加强肋允许有较大的脱模斜度,而采用推管顶出,简化了结构;冷却系统布局较适宜,加之可以自动脱浇口,因而可以实现全自动连续生产。此外,还巧妙地利用内部空间设置了一根复位杆,解决了外部不便设置复位杆的矛盾。
2)注塑成型后,由于成型时的胀型力使滑块9与模套10之间具有较大的摩擦力,因此Ⅰ—Ⅰ面首先分型,点浇口被拉料杆6带出定模镶块5。当拉杆22对模套10限位后,模具沿Ⅱ—Ⅱ面分型,托板3托住浇道凝料使其脱离浇口套和拉料杆6并自动落下;当限位螺钉1起限位作用后,Ⅲ—Ⅲ面进行分型,在此过程中斜导柱11拨动连接杆15,从而使滑块9完成抽芯。随后推管20将制件推出。