实例45 啤酒瓶周转箱注塑模
零件材料:聚丙烯
零件图:见图12-45a
模具结构图:见图12-45b
说明:
1)该模具为拉钩顺序脱模机构。塑料制件是框架形容器,四壁周围均需抽芯。此模具采用四边哈夫结构,在生产时,有时因哈夫块楔得过紧,以使制件滞留在未分型的哈夫块10内难以脱出。为此设置了拉钩19解决这一问题。哈夫块随拉钩移动的同时,沿燕尾条1外移,自动与拉钩19脱开。本模具采用四浇点的点浇口结构,设置在制件底肋的交汇处。应注意推杆5既要达到定模座板11上的下流道,又不能影响冷料穴拉断浇点,因此,推杆不能离冷料穴太近。
2)该模具冷却很重要,否则,不但影响生产效率,而且易造成脱模困难。为此底型板9采用S形冷却水道,通过定模板12引导,型芯镶件7应用的是导水管23循环冷却至每一块型芯,四边哈夫以U形水道通过长水嘴15引至模外。
 (https://www.daowen.com)
(https://www.daowen.com)
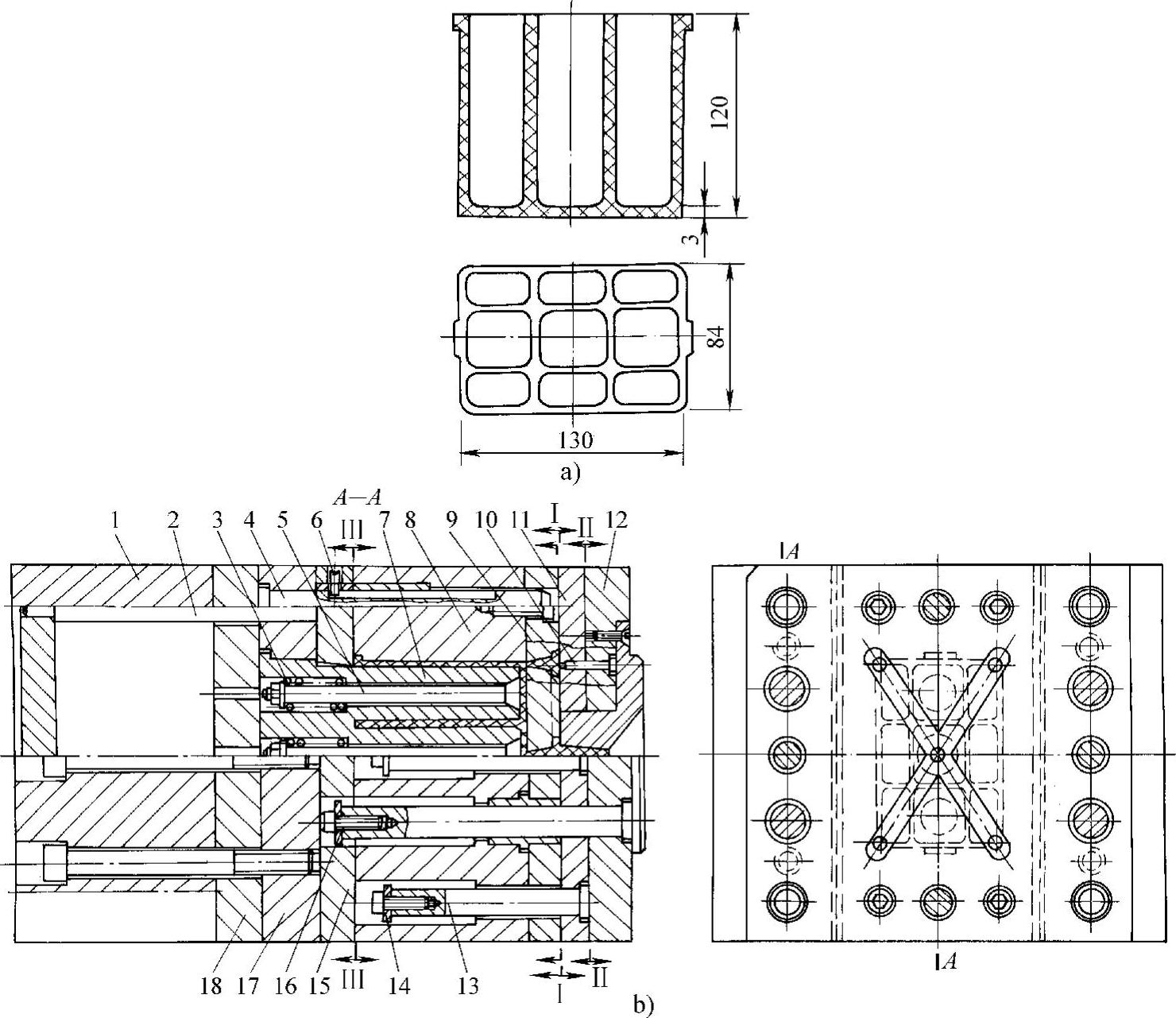
图12-44 多格盒注塑模
a)零件 b)模具结构
1—动模座板 2—推杆 3—弹簧 4—导柱 5—阀杆 6—螺钉 7—型芯 8—定模板 9—浇口板 10—拉料杆 11—托板 12—定模座板 13—定距拉杆 14、16—垫圈 15—推件板 17—型芯固定板 18—垫板
3)注塑成型后,因型腔内包紧力较大,在弹簧4的作用下,I—I分型面先分型,浇点被冷料穴拉断,随之浇道系统被推杆5推出。当挡片17到达限位后,使II—II分型面分型,在拉钩19和弹簧2的作用力下,哈夫块10沿燕尾条1向模套14外移至被挡块21挡住。然后,由注塑机两边的顶出装置通过推板16将制件推出。
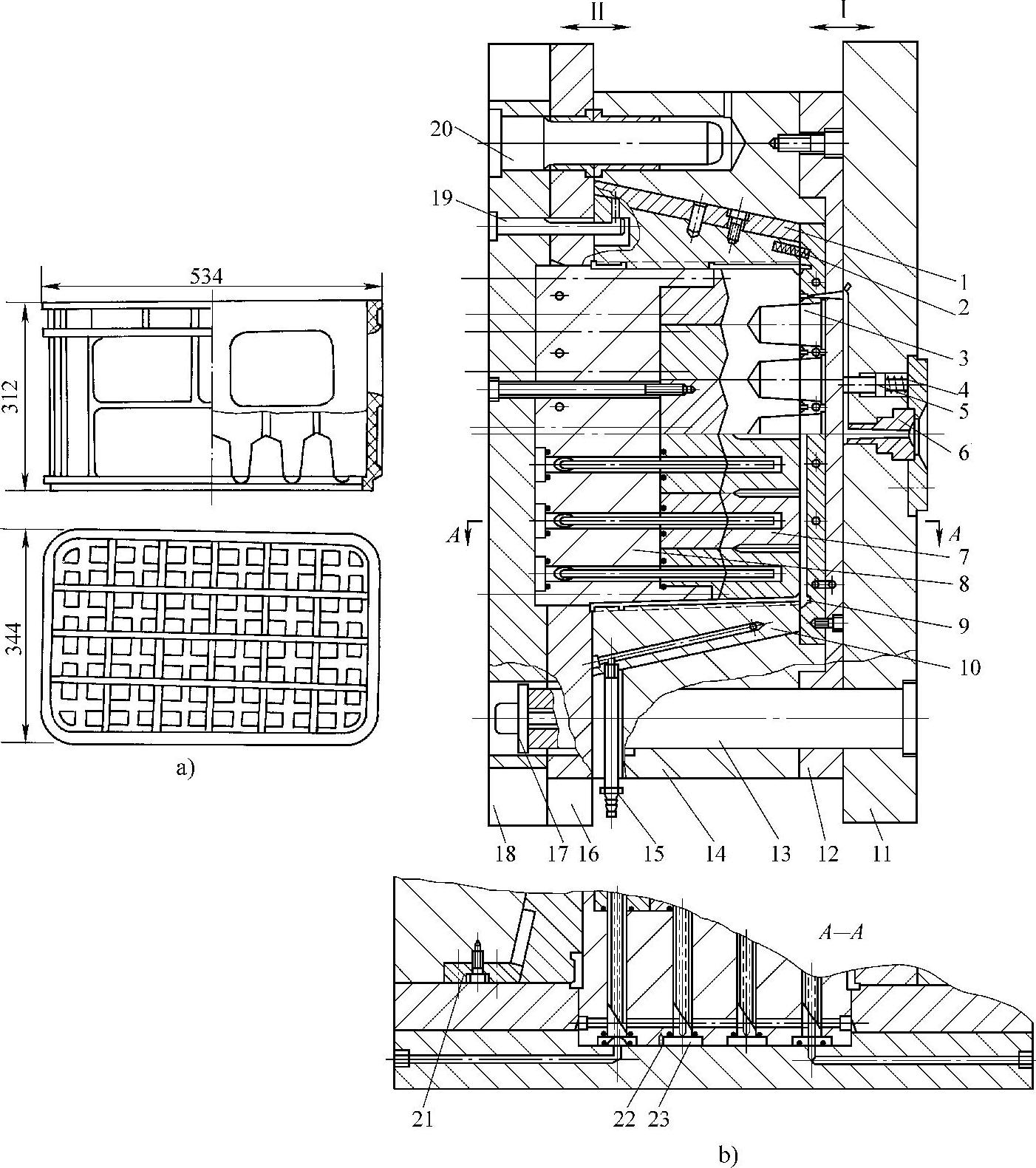
图12-45啤酒瓶周转箱注塑模
a)零件 b)模具结构
1—燕尾条 2、4—弹簧 3—锥芯 5—推杆 6—浇口套 7—型芯镶件 8—型芯 9—底型板 10—哈夫块 11—定模座板 12—定模板 13—拉杆 14—模套 15—长(短)水嘴 16—推板 17—挡片 18—动模座板 19—拉钩 20—导柱 21—挡块 22—骑缝钉 23—导水管