5.7.4 手动分型抽芯机构
手动抽芯机构多用于试制和小批量生产的模具。用人力将型芯从塑件上抽出,劳动强度很大,生产率很低,但是结构简单,缩短了模具加工周期,降低了制造成本,所以有时还采用。
手动抽芯多用于型芯、螺纹型芯、成型块的抽出,可分为模内手动分型抽芯和模外手动分型抽芯两种。
1.模内手动分型抽芯机构
模内手动分型抽芯机构指在开模前,用手扳动模具上的分型抽芯机构完成抽芯动作,然后再开模,推出塑件。手动分型抽芯机构多利用丝杠、斜槽或齿轮装置。
(1)丝杠手动抽芯机构 利用丝杠和螺母的配合,使型芯退出。丝杠可以一边转动一边抽出,也可以只作转动,由滑块移动来实现抽芯动作。图5-184a所示机构用于圆形型芯;图5-184b、d所示机构用于非圆形成型孔;图5-184c所示机构用于多型芯的同时抽拔;图5-184e所示机构用于成形面积大,而支架承受不了较大的成型压力时,用斜楔锁紧来确保成型孔深的尺寸精度。
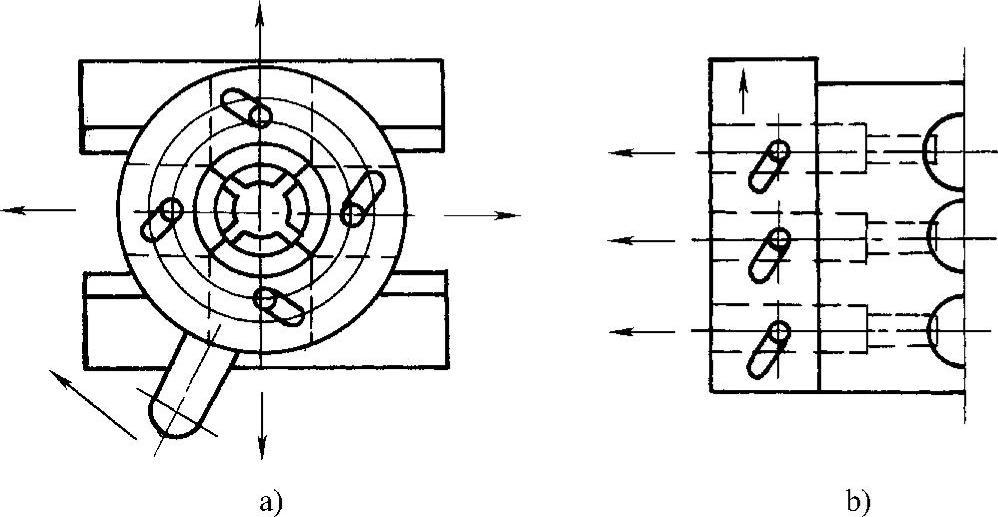
(2)手动斜槽分型抽芯机构 其动作原理和机动斜槽分型一样,只是用人力使转盘转动。图5-185所示是手动抽拔多芯结构,图a是偏心转盘的结构,图b是偏心滑板的结构。它适用于抽拔距不大的小型芯,结构简单,操作方便。
(3)手动齿轮抽芯机构 手动齿轮抽芯是通过齿轮与齿轮的传动或齿轮与齿条的传动使型芯抽出。图5-186a所示是用于大塑件的伞齿轮抽芯结构,一模一件。图5-186b所示为一腔几件的伞齿轮抽芯结构。图5-187所示是利用齿轮齿条传动,手动抽出型芯。开模后,转动手柄3,齿轮4带动齿条型芯2抽出。由于齿条无自锁作用,齿条型芯2复位后由锁紧楔1锁住型芯。
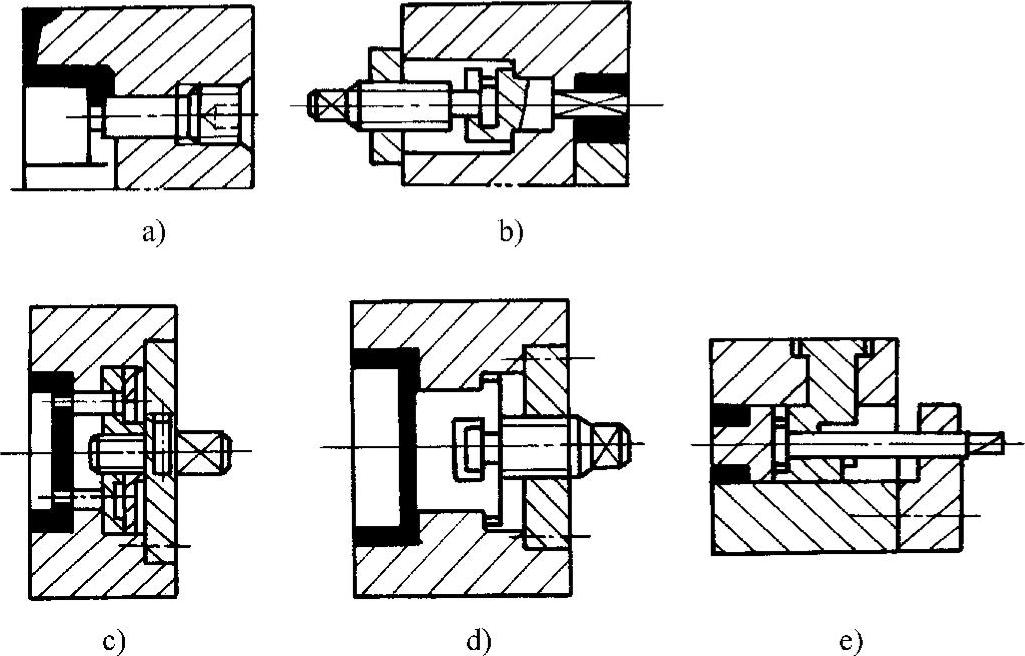
图5-184 丝杠手动抽芯机构
 (https://www.daowen.com)
(https://www.daowen.com)
图5-185 手动多芯抽拔结构
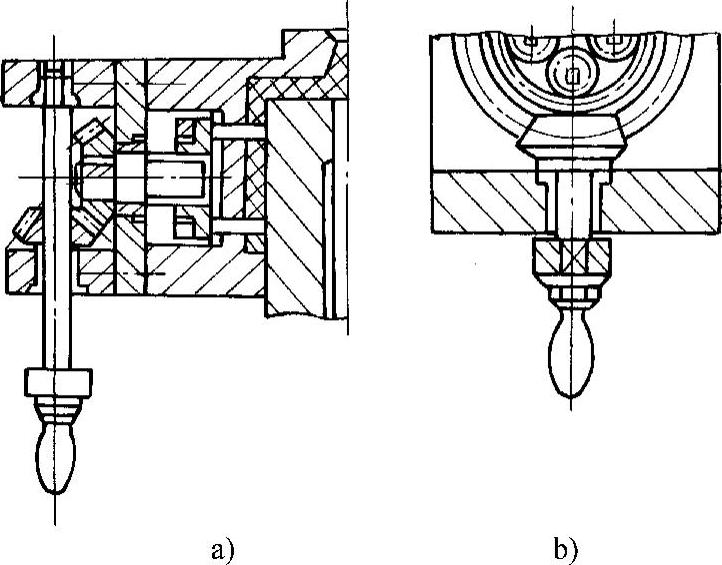
图5-186 伞齿轮抽芯机构
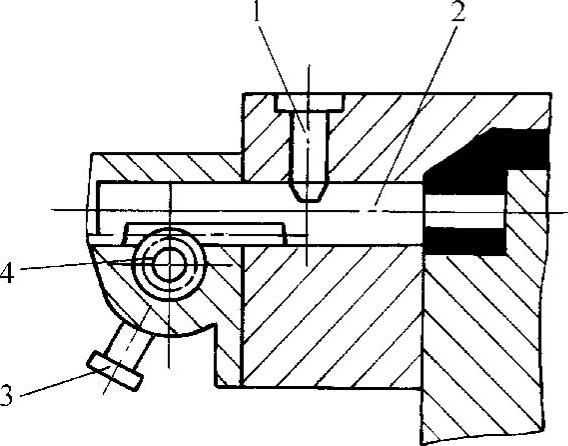
图5-187 齿轮齿条抽芯机构
1—锁紧楔 2—齿条型芯 3—手柄 4—齿轮
2.模外手动分型抽芯机构
模外手动分型抽芯机构是指镶块或型芯和塑件一起推出模外,然后用人工或简单的机械将镶块从塑件上取下的结构。塑件受到结构形状的限制或生产批量很小,不宜采用前面所介绍的几种抽芯机构时,可以采用模外手动分型抽芯机构,如图5-188所示。这种结构必须既要便于取件,又要有可靠的定位,防止在成型过程中镶块产生位移,影响塑件的尺寸精度。图5-188a利用活动镶块的顶面与定模型芯的顶面相密合而定位。图5-188b在活动镶块上设一个平面与分型面相平,在闭模时,分型面将活动镶块压紧。图5-188c的活动镶块用斜面与凸模配合,注射压力将活动镶块压紧。图5-188d的结构是由于内侧凸起部分有嵌件,很难用其他形式抽芯,所以采用活动镶块形式。开模后,活动镶块和塑件一起被推出模外,首先卸下安装嵌件的螺钉,然后再取下活动镶块。当不能采用前几种定位形式时,可用图5-188e的结构。开模后,斜楔3与定位销固定板2脱离,在弹簧的作用下,定位销4抽出后开始推出塑件。闭模过程是推杆6复位后,将活动镶块5放入模内,然后合模,定位销在斜楔的作用下插入活动镶块的孔内,起定位作用。
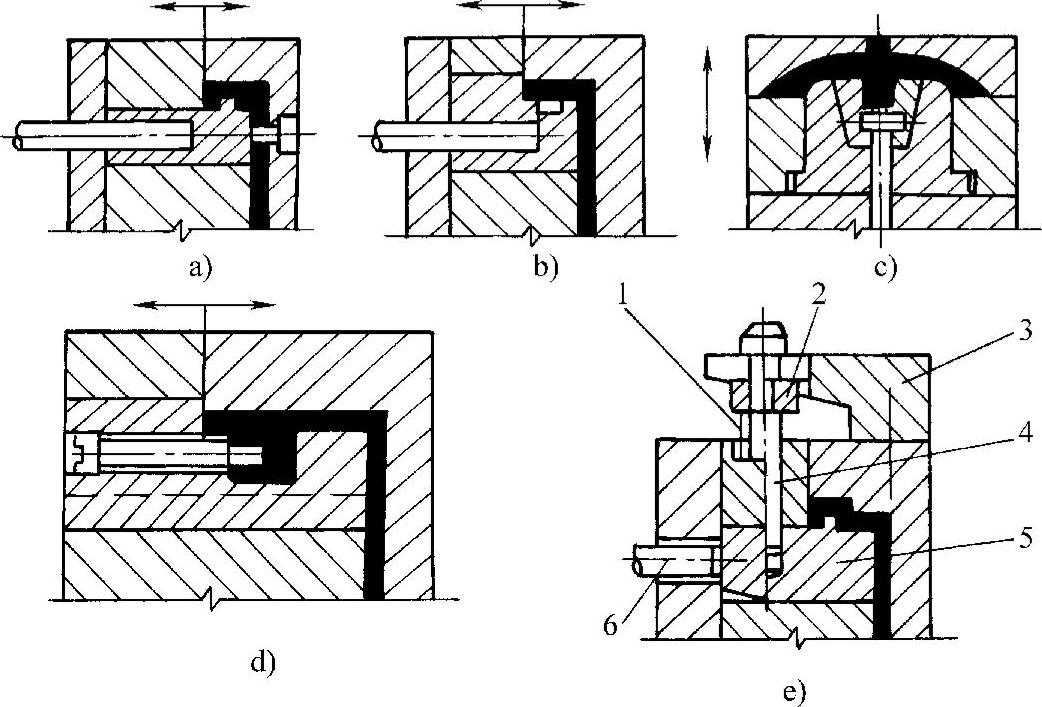
图5-188 模外手动分型抽芯机构
1—弹簧 2—固定板 3—斜楔 4—定位销 5—活动镶块 6—推杆