5.9.4 加热装置的设计
当注塑成型工艺要求模具在80℃以上工作时,模具中必须设置具有加热功能的温度调节系统,换句话说,就是模具中必须带有加热装置。根据热源不同,模具加热装置的种类很多,如采用各种热水、热油和蒸汽的加热装置以及各种电加热装置等。除了电加热之外,对于各种加热介质,均需要在模内开设相应的循环回路,其设计方法可以类比冷却水路。电加热装置是当前应用比较普遍的温度调节系统,它具有结构简单、温度调节范围较大和加热清洁、没有污染等优点。
1.电加热的方式
模具中可以使用的电加热装置有两大类型,一种是电阻加热,另一种是感应加热。由于感应加热装置结构复杂,体积又大,通常很少采用。下面是三种常用的电阻加热方式:
(1)电阻丝直接加热 这种方式将事先绕制好的螺旋弹簧状电阻丝作为加热元件,外部穿套特制的绝缘瓷管后,装入模具中的加热孔道,一旦通电,便可对模具直接加热。这种方式的特点是加热结构简单、价格低廉;但电阻丝与空气接触后容易氧化损耗、使用寿命不长、耗电量也比较大,并且也不够安全,必须注意模具加热部分与其他部分的绝缘问题。
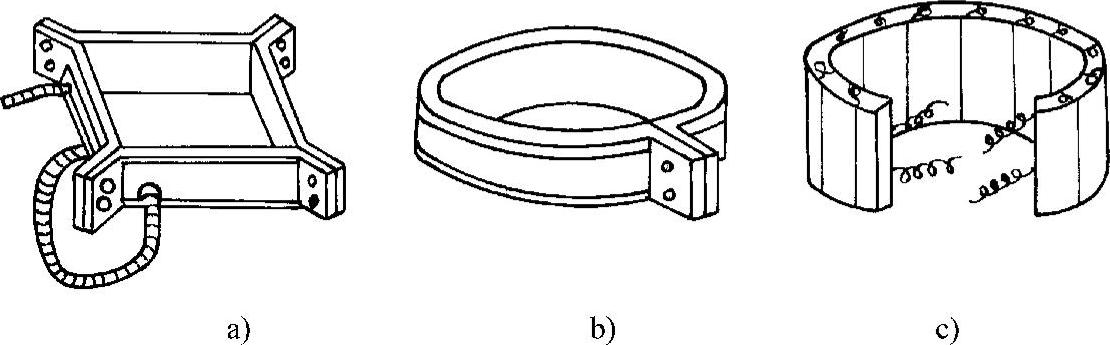
图5-217 电热环形式
a)方形 b)圆形c)瓷块组合式
(2)电热环加热 电热环也称为筒式加热元件,它是将电阻丝绕制在云母片上之后,再装夹进一个特制框套内而制成的。如果框套为金属材料,则框套与电阻丝之间须用云母片绝缘。图5-217所示是三种电热环的形状示例,使用时可以根据模具加热部位的形状进行选用。如果模具中不便使用电热环,也可以采用平板框套构成的电热板。
电热环式加热的特点是框架结构简单,制造容易,使用和更换也比较方便,必要时也可按照模具加热部分的形状进行制造;它的缺点是耗电量较大。
(3)电热棒加热 如图5-218所示,电热棒是一种标准加热元件,它由具有一定功率的电阻丝和带有耐热绝缘材料的金属密封管构成(见图5-218a)。使用时,只要将其插入模具或加热板中的加热孔内进行通电即可。电热棒式加热的特点是使用和安装方便;但是开设加热孔时,受型芯、成型镶块和推出脱模零件安装位置限制。
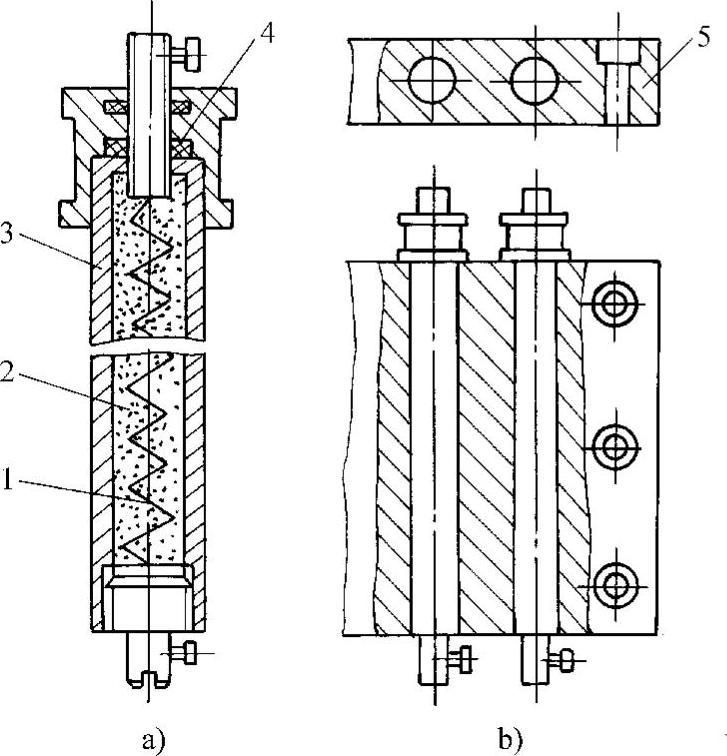
图5-218 电热棒及其安装
a)电热棒 b)电热棒的安装
1—电阻丝 2—耐热填料(硅砂或氧化镁) 3—金属密封管 4—耐热绝缘垫片(云母或石棉) 5—加热板(https://www.daowen.com)
2.电加热装置的功率计算
(1)计算法 电加热装置加热模具需用的总功率可用下式计算:

式中 P——加热模具需用的电功率(kW);
m——模具的质量(kg);
cp——模具材料的比热容[kJ/(kg·K)];
θ1——模具的初始温度(℃);
θ2——模具要求的加热温度(℃);
η——加热元件的效率,约为0.3~0.5;
t——加热时间(h)。
(2)经验法 计算模具电加热装置所需的总功率是一项很复杂的工作,事先必须对模具进行准确的热分析和热计算。因此,式(5-42)实质上也是一种比较粗略的概算方法。生产中为了方便起见,也可以根据加热方式和模具的大小,采用下面经验数据计算单位质量模具的电加热功率Pu:
1)电热环加热。小型模具:Pu=40W/kg;大型模具Pu=60W/kg。
2)电热棒加热。小型模具(40kg以下):Pu=35W/kg;中型模具(40~100kg);Pu=30W/kg;大型模具(100kg以上):Pu=20~20W/kg。
3.电加热装置的设计要求
设计电阻式电加热装置时,除了设计加热元件之外,模具中加热孔道的布排、电热环的安装部位和电气控制系统也非常重要。通常均要求能在模具中合理地开设加热孔道、合理地选择电热环的安装部位及其形状,以便能使模具温度保持均匀一致。对于电气控制系统,均要求系统能够准确地控制和调节加热功率及加热温度,防止因功率不够达不到模温要求,或因功率过大超过模温要求。