5.4.1 套印调整
尽管现在制版过程中印版的定位和印版在滚筒上的定位,都采用印版上的同一个定位销孔定位,提高了制版和上版的精度,缩短了套印调整时间。但是,由于种种原因和综合因素,只靠定位销定位,仍然难于满足套印精度的要求。为了保证套印精度要求,印版相对于印版滚筒体和印版滚筒本身都应该能够调整。高精度机器应该有轴向、周向和对角(斜拉)调整,以保证套印精度。
轴向调整是印版的左右调整;周向调整是印版的前后调整(印版与滚筒边口位置的调整);对角(斜拉)调整是印版中心线相对印版滚筒中心线转动一定角度。图5-22示出印版对角调整。
套印调整的方法基本上是:调整印版在印版滚筒上的位置、调整印版滚筒和胶皮滚筒的相对位置关系、调整传纸滚筒。
1.调整印版在印版滚筒上的位置
印版相对于印版滚筒体的调整有轴向、周向及对角调整三种。调整可以是手工调整和独立电动机遥控调整。
(1)轴向调整 调整版夹端头的调整螺钉,可使印版在滚筒表面轴向移动,实现图文印迹的左右调整。
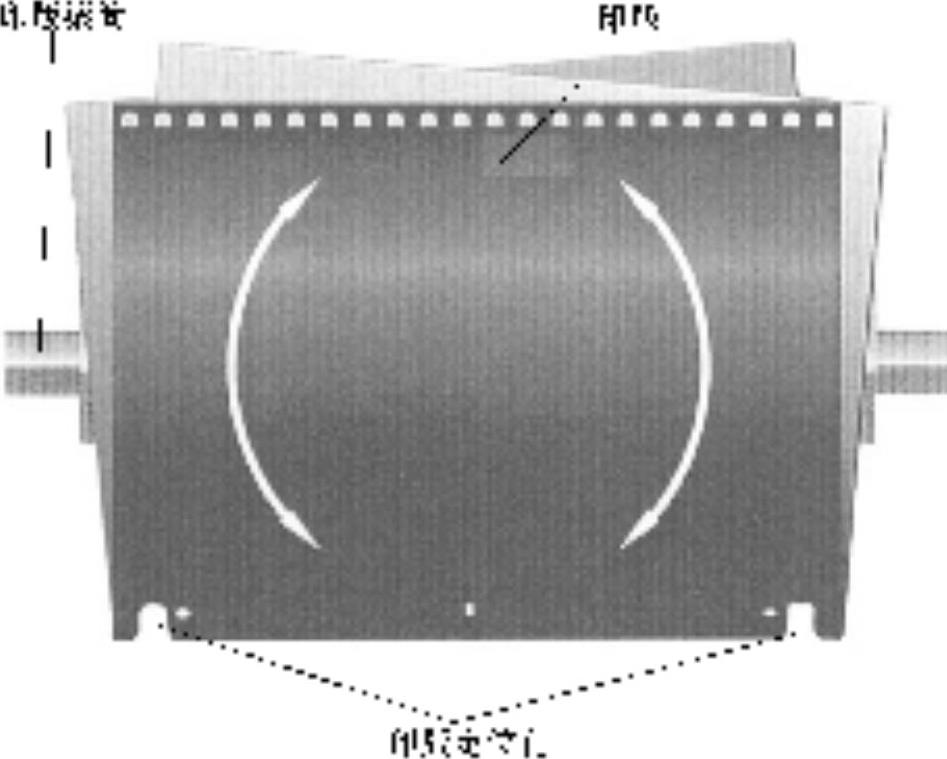
图5-22 印版对角调整(https://www.daowen.com)
(2)周向调整 调整版夹上的拉版调整螺钉,可使印版在滚筒表面前后移动(改变印版与边口的相对位置),实现图文印迹的前后(上下)调整。
(3)对角调整 同时调整版夹端头的调整螺钉和版夹上的拉版调整螺钉,使印版中心线相对于印版滚筒中心线转动一个角度,实现印版的对角(斜拉)调整。
2.调整印版滚筒与胶皮滚筒的相对位置
印版滚筒与胶皮滚筒的相对位置调整,分粗调和精调。粗调是在装配时进行调整,首先把印刷滚筒的轴向位置调整到机器的中间位置,并保证三个滚筒轴向端面对齐;其次是调整三个滚筒缺口(空档)位置,保证三个滚筒缺口(空档)相对位置正确,并保证各机组印版滚筒相对位置正确和距离一致。
精细调整有轴向、周向、对角调整三种。如果精调调整量不足时,则说明粗调没有达标,需要重新粗调。
(1)轴向调整 调整方法通常采用单独电动机通过减速机构、机械机构直接拉动印版滚筒,改变印版滚筒的轴向(左右)位置,从而实现印版的轴向位移。少数中、低速机采用手动调整。
(2)周向调整 调整方法通常是采用单独电动机通过减速机构、机械机构,移动印版滚筒齿轮在印版滚筒轴头上的位置,利用滚筒斜齿改变印版滚筒的周向位置,同时带动印版实现周向位置的调整。
(3)对角调整 这是把印版滚筒中心线调整一定角度,使其与胶皮滚筒中心线错开一个角度,实现印版的对角调整。其调整方是印版滚筒一端轴头的偏心套上,装有一套单独的驱动机构,由单独电动机驱动。需要调整时,在中央控制台上按动对角调整按钮,或由套准检测系统将套印误差反馈给控制系统,由控制系统发出指令,印版滚筒偏心套的单独驱动机构带动偏心套转动一个角度,即把印版滚筒中心线相对于胶皮滚筒中心线调斜,改变了此印版与其他印版的相对位置,从而达到对角套印准确。
这种对角调整机构调整方便、准确;但调整范围很小,一般只有±0.2mm。因为调整太多,可能由于印版滚筒中心线偏斜,引起印刷压力不匀,同时还可能引起着墨辊和印版压力不匀,从而使着墨不匀等问题。