6.5.3 相位窜墨、按需窜墨
2026年01月15日
6.5.3 相位窜墨、按需窜墨
1.相位窜墨
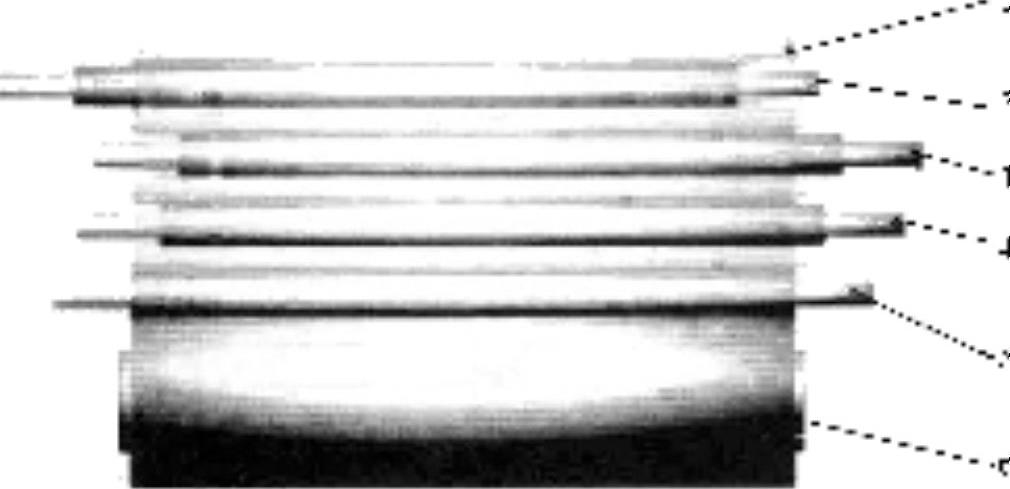
过去窜墨辊只能调整窜动量,各窜墨辊的窜动方向与主窜墨辊窜动方向相反,相位差为180°。新的结构不仅可以调整窜动量,而且还增加窜动相位角的调整。图6-25是四根窜墨辊,相位相差90°的新型窜墨辊窜动示意图。窜墨辊B、C的窜动起始点可以调整。根据印版图文特点,调整窜墨位置,有利于快速打匀和消除匀墨缺陷。
 (https://www.daowen.com)
(https://www.daowen.com)
图6-25 新型窜墨辊窜动示意图
1—匀墨辊 2—窜墨辊A 3—窜墨辊B 4—窜墨辊C 5—窜墨辊D 6—印版滚筒
2.按需窜墨
按需窜墨是指窜墨辊是否窜动,是可以根据需要控制的。正常印刷时窜墨辊窜动。在机器调试、空运转和清洗时,窜墨辊停止窜动,即所谓“零窜动”,以减少墨辊间磨损和发热,有利于提高印刷质量和延长使用寿命。按需窜墨需要在窜墨辊调整环节增加控制装置,可以在操作台上调整窜墨量,也可以使其停止窜动,实现“零窜动”。