14.5.4 高宝F3-578L叼牙折页机
高宝C215商业卷筒纸胶印机配备的F3-578L折页机,是折页幅面不变的叼牙折页机,如图14-16所示。它由裁切滚筒、传页滚筒、一折滚筒、二折滚筒及十六开折页装置组成。滚筒直径比是1∶3∶3∶2。可以折八开、十六开、三十二开双联和24开三角(卷筒)折。
由图14-16可以看出,高宝F3-578L叼牙折页机结构和扎针折页机结构基本相同,但是把扎针换成了叼牙。因为该折页机没有单独的横切装置,而用裁切滚筒裁切,所以裁切尺寸是固定不变的;又因为把扎针换成了叼牙,所以,折帖没有针孔。
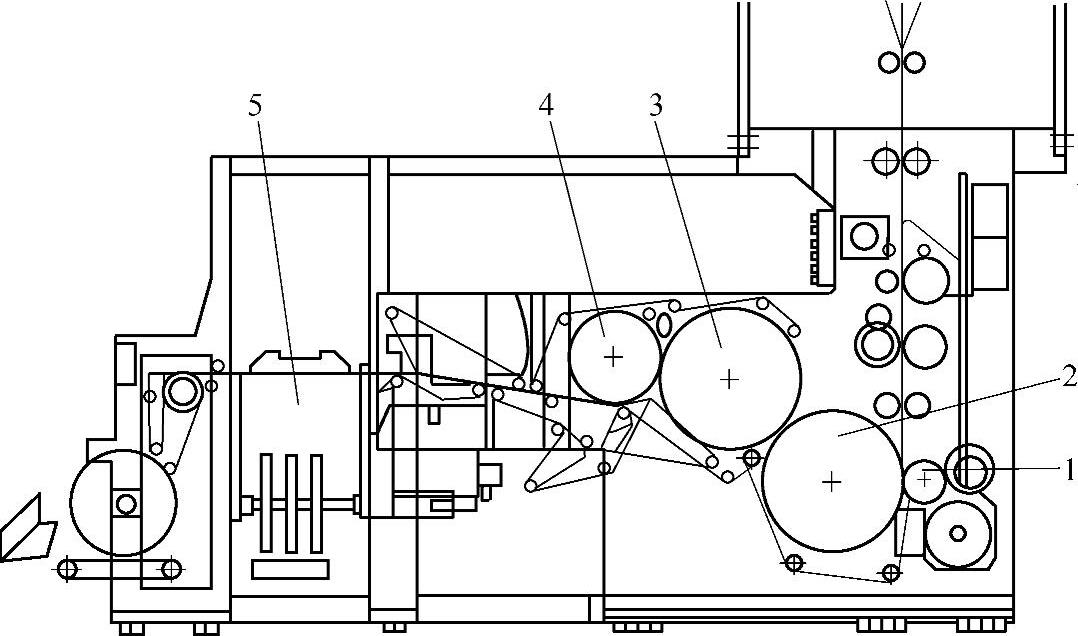
图14-16 F3-578L叼牙折页机
1—裁切滚筒 2—传页滚筒 3—一折滚筒 4—二折滚筒 5—十六开折页装置
1.滚筒结构
F3-578L折页机共有四个滚筒:裁切滚筒、传页滚筒、一折滚筒及二折滚筒,见图14-16。
(1)裁切滚筒 单倍径滚筒只有一套裁刀。
(2)传页滚筒 三倍径滚筒,结构类似图14-8,有三套刀垫、三套叼牙、三套折刀。三套叼牙(相当于图14-8中的扎针)和三套刀垫固定在圆盘16上,叼牙开闭(相当于扎针伸缩)由凸轮控制,圆盘16由齿轮6驱动。三个折刀固定在三角架17上,由齿轮5驱动。齿轮5、6均为斜齿轮。
(3)一折滚筒 三倍径滚筒,有三套折刀、三套夹板(相当于传页滚筒叼牙)。除没有刀垫外,其余结构与传页滚筒基本相同。
(4)二折滚筒 双倍径滚筒,只有两套夹板。
2.纸带裁切和折页
纸带裁切和折页基本上与扎针折页机相同。经三角板纵折的纸带裁切,仍然由裁切滚筒裁刀和传页滚筒刀垫配合完成裁切。纸带裁切位置的前端,处于传页滚筒叼牙的前端,但叼牙是闭合的并没有叼纸。纸带由输纸带传送,传页滚筒的表面线速度比输纸带传送进入的纸带快些。当传页滚筒的叼牙转到滚筒下方时,叼牙打开并叼住纸带,带着纸带前进。
当传页滚筒的折刀和一折滚筒的夹板相遇时,如图14-17所示完成第一横折(折页的同时,叼牙打,纸带已经切断)。如果只有八开,则一折滚筒夹板把折帖送入输出装置输出;如果需要折十六开,则一折滚筒夹板把折帖送入十六开装置,进行十六开折页。如果还有第二横折,则一折滚筒的夹板带着折帖前进,当一折滚筒的折刀和二折滚筒的夹板相遇时,完成第二横折。二折滚筒夹板把折帖送入输出装置输出。
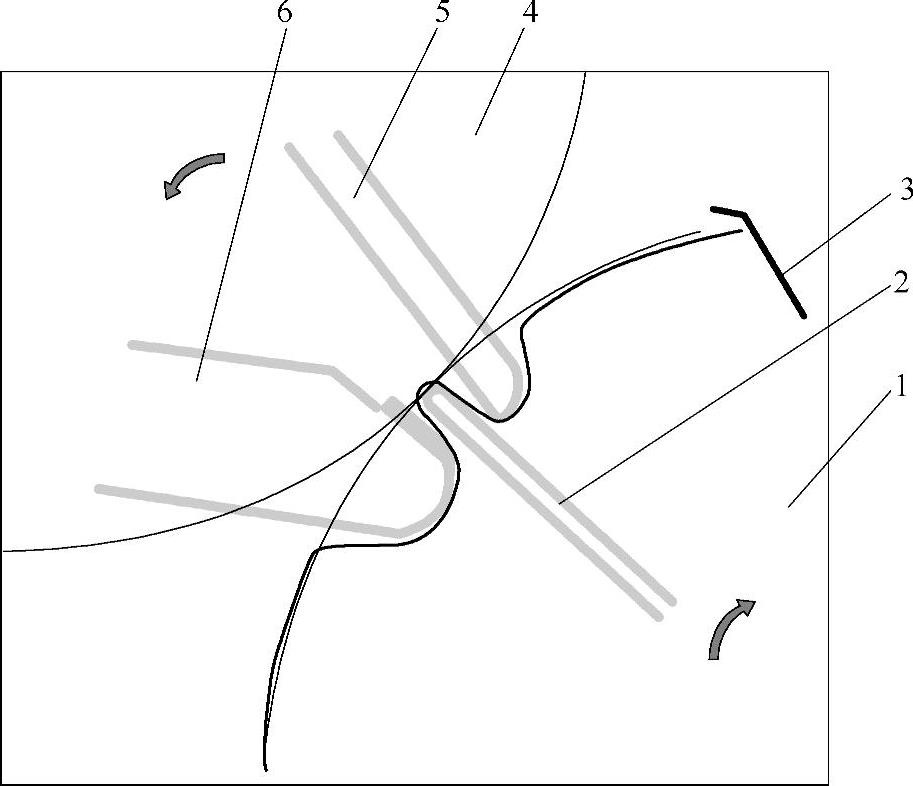
图14-17 横折折页
1—传页滚筒 2—折刀 3—叼牙 4—一折滚筒 5—活动夹板 6—固定夹板
3.各滚筒的传动关系
折页工作要求裁刀和刀垫、折刀和夹板的位置必须保持绝对准确,因此无论任何调整,都必须保证这两个位置关系不能有任何变化。这是由各滚筒的传动关系保证的。
各滚筒的传动关系如下:
(1)裁切滚筒裁刀与传页滚筒刀垫关系 主传动齿轮→中间齿轮→传页滚筒的叼牙(扎针)、刀垫圆盘驱动齿轮→裁切滚筒齿轮。
(2)传页滚筒折刀与一折滚筒夹板关系 传页滚筒的折刀三角架驱动齿轮→一折滚筒夹板系统的传动齿轮。
(3)一折滚筒折刀与二折滚筒夹板关系 一折滚筒的折刀三角架驱动齿轮→二折滚筒的传动齿轮。
4.折缝调整原理
F3-578L折页机既可以折32开,也可以折24开。折32开和折24开调整及折缝调整原理是一样的,只是前者调整量大,后者是微调而已。调整装置如图14-9所示。具体调整详见14.4.2节有关内容。
5.各滚筒横折调整
横折调整采用电动机自动调整。操作人员在控制台用“横折方式选择”自动控制。
(1)检验滚筒位置关系 操作人员在控制台“横折方式选择”中,将第一和第二横折设定为对正。自动调整完成后,传页滚筒第一横折调整电动机167M1和一折滚筒第二横折调整电动机269M1的调整编码器,都应该显示为1600,同时,如图14-18所示的专用检测插销能够插入一折滚筒和二折滚筒的检测孔内,则各滚筒位置关系正确。如果编码器读数不对,或检测插销不能插入一折滚筒和二折滚筒的检测孔内,则需要对横折转换机构的机械、电气零位的一致性进行检查调整。
(2)传页滚筒叼牙和折刀调整 第一横折由传页滚筒折刀和一折滚筒夹板完成。第一横折折页方式改变(长短边位置和尺寸变化及32开和24开折页变化),则传页滚筒上的折刀和叼牙周向距离需要调整。因为第一横折折页必须在一折滚筒和传页滚筒中心连线上进行,所以第一横折折页方式改变需要调整时,实际上只需要调整传页滚筒叼牙打开的位置。
控制传页滚筒叼牙开闭的凸轮是一个两片凸轮,一片控制叼牙闭合位置,固定不动,另一片控制叼牙打开位置。根据横折折缝位置变化需要,调整叼牙打开凸轮的位置。控制传页滚筒叼牙打开时间的是如图14-19所示的直线电动机161M1。根据第一横折折缝位置调整的要求,在中央控制台输入相应指令(32开或24开及长短边要求),直线电动机161M1自动将传页滚筒叼牙打开位置,调整到需要的位置上。(https://www.daowen.com)
在直流电动机161M1内部设有限位开关,以防止凸轮调整超出规定范围。每次调整的位置由电位器反馈到中央控制台。
一般折页开本和折页长短边变化,是根据需要在开机前调整的。机器运转中,可以微量调整长短边的尺寸。在控制台上可以对凸轮进行±10mm的调整,通过调整叼牙打开位置,实现对长短边差值的调整。
由于第一横折折页始终在一折滚筒和传页滚筒中心连线上进行,所以控制传页滚筒折刀的凸轮不需要调整。
(3)一折滚筒夹板和折刀调整 一折滚筒夹板凸轮由两片组成,分别控制夹板的开闭,高点闭合,低点打开。
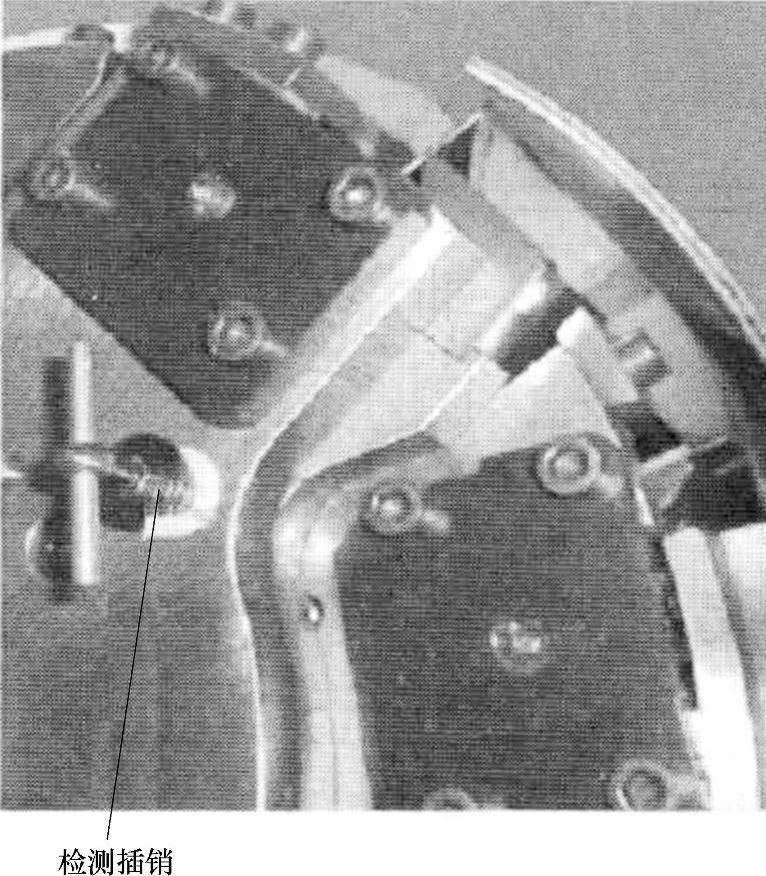
图14-18 横折调整检查
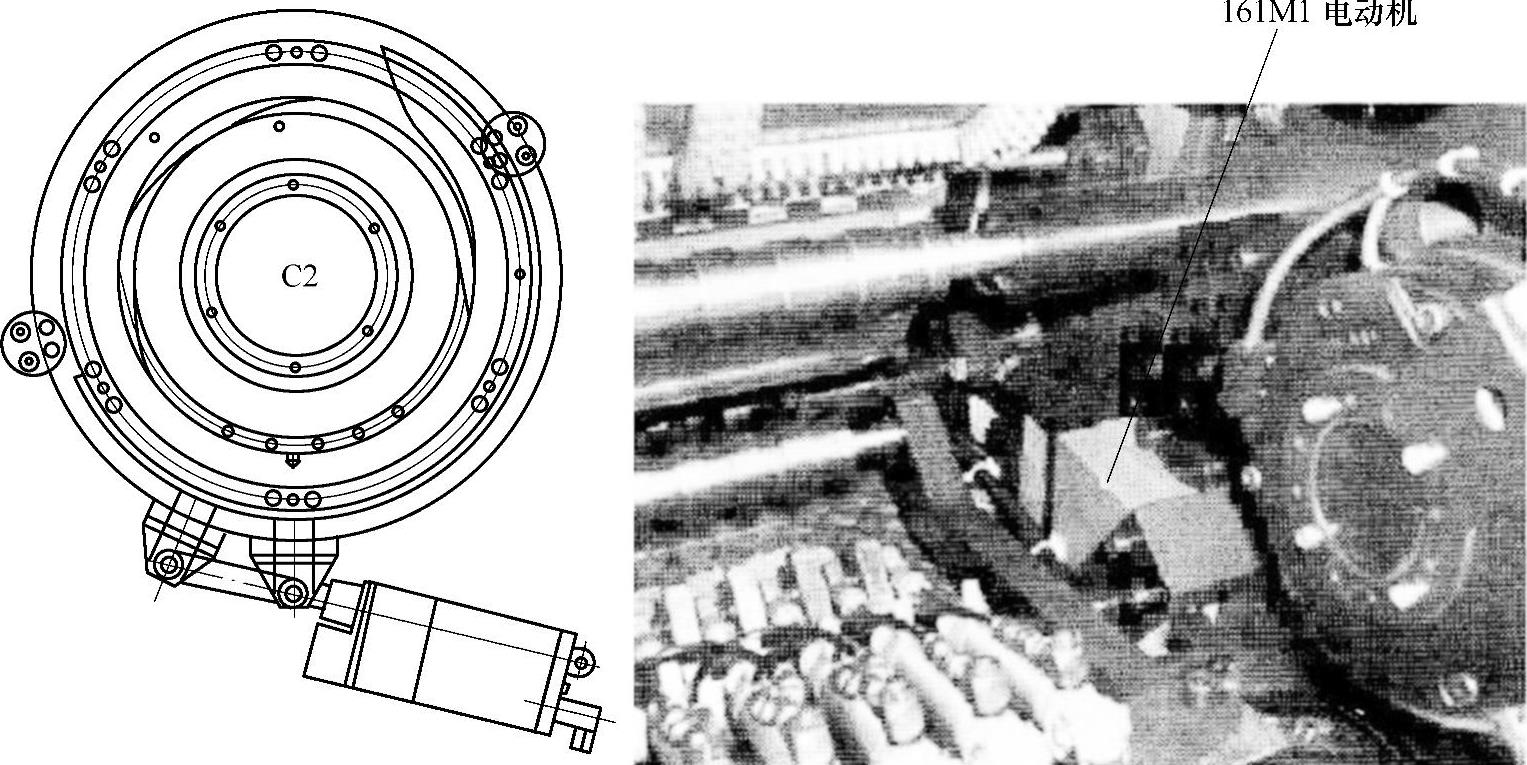
图14-19 传页滚筒叼牙打开时间的控制电动机
第二横折折页方式改变(长短边位置和尺寸变化及32开和24开折页变化),则一折滚筒上的折刀和夹板周向距离需要调整。因为第一横折折页必须在传页滚筒和一折滚筒中心连线上进行,所以进行第一横折时,一折滚筒夹板的闭合时间是不变的,即控制夹板闭合的凸轮固定不动,因此第二横折折页方式改变,或不进行第二横折,需要调整一折滚筒夹板打开的位置。
控制一折滚筒夹板打开时间的电动机如图14-20所示。根据折页方式变更的指令,直流电动机260M1自动将一折滚筒夹板打开位置(凸轮位置)调整到规定位置。调整的位置由电位器反馈到控制台。
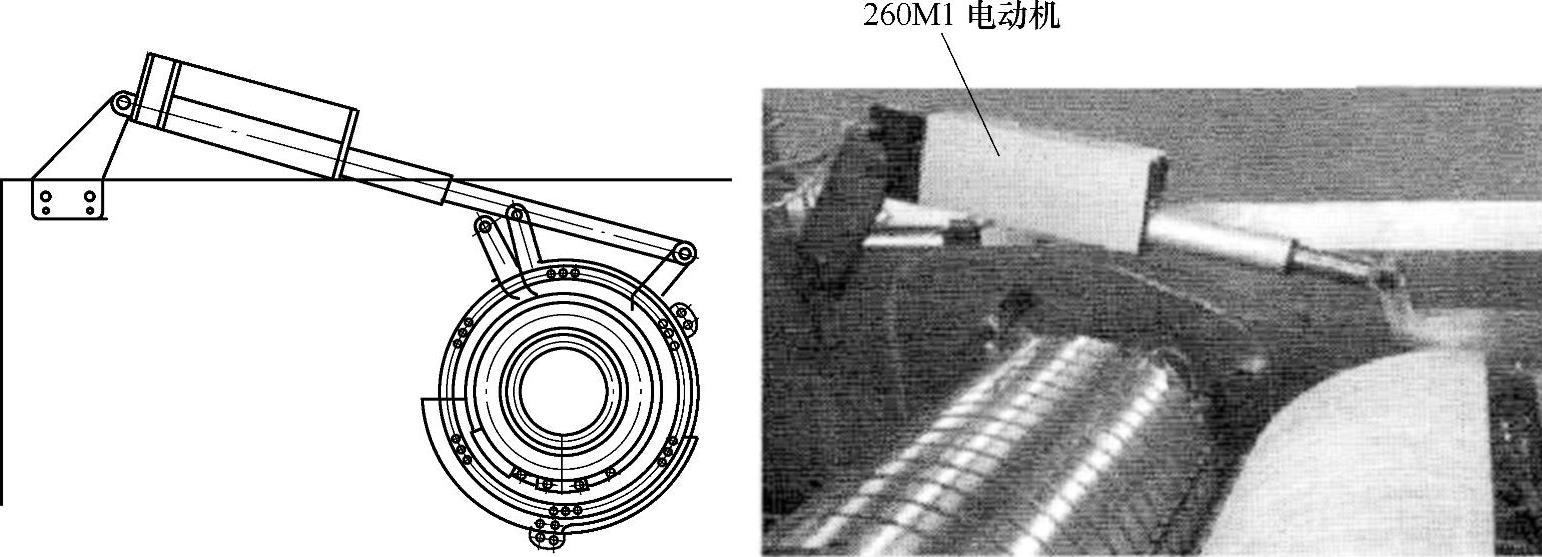
图14-20 一折滚筒夹板打开时间的控制电动机
一折滚筒折刀是否需要调整,与是否进行第二横折(包括三角折)有关。在一折滚筒和二折滚筒中心连线上,一折滚筒的折刀有工作(折页)和不工作(非折页)两种状态。
不进行第二横折时,在一折滚筒和二折滚筒中心连线上,一折滚筒折刀处于不工作状态。即一折滚筒折刀需要调整位置,与二折滚筒夹板错开。一折滚筒折刀控制凸轮和控制夹板打开的凸轮固定在一起,因此一折滚筒折刀的调整,与一折滚筒夹板打开调整用同一机构同时进行。
在进行第二横折时,在一折滚筒和二折滚筒中心连线上,一折滚筒的折刀处于工作状态,二折滚筒夹板打开,一折折刀在凸轮控制下,与二折滚筒夹板对正,进行第二横折折页。
(4)二折滚筒夹板的调整 二折滚筒只有两套夹板,其作用是与一折滚筒折刀配合,完成第二横折(32开和24开),并把折帖送到输出输送带上。二折滚筒夹板凸轮也是由两片凸轮构成。一片凸轮固定,控制在进行第二横折时,夹板打开把折帖送到输出输送带上的位置。另一片凸轮位置可调,用于控制夹板是否在一折滚筒和二折滚筒中心线上打开。需要进行第二横折时,二折滚筒的夹板在一折滚筒和二折滚筒中心线上打开。不进行第二横折时,二折滚筒的夹板在一折滚筒和二折滚筒中心线上闭合,不工作。
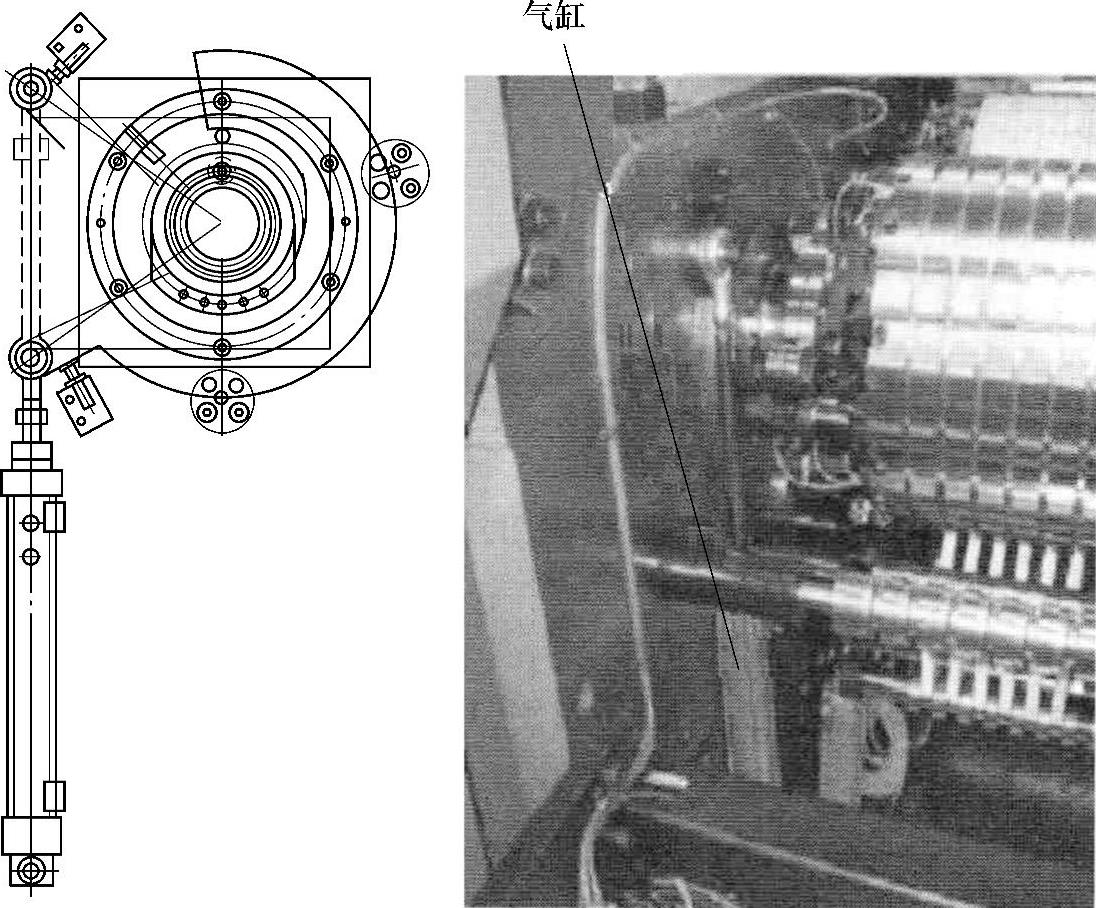
图14-21 二折滚筒夹板打开时间的控制气缸
因为用于控制夹板是否在一折滚筒和二折滚筒中心线上打开的可调凸轮,只有打开和关闭两个位置,所以可调凸轮采用如图14-21所示的气缸系统控制其位置。通过气缸活塞连杆两端的接近开关,检测动作的执行情况并反馈到控制台。凸轮的精确定位由旋转支架的定位螺钉控制。
6.折帖传送路径调整
不同的开本折页,其传送路径不同。八开折帖由一折滚筒夹板直接送到输出传送带上。在32开和24开折页时,由二折滚筒夹板直接送到输出传送带上。不同折帖传送带的调整如图14-22所示。不同路径,传送带转轨器位置不同。两者的调整由气缸进行,在控制台上用“生产预设置”选择生产方式,气缸自动完成调整。气缸调整情况,由气缸活塞连杆两端的接近开关检测,并将检测结果反馈到控制台。在停机状态下,可以用传送带终端的“折页机传送带装置”手动转换。
7.调整中出现问题的处理
调整有两种情况需要人工干预处理。
(1)横折手动调整 横折调整电动机出现故障时,可以手动调整。首先在控制台上选择折页方式,编码器要始终处于安装就位的使用状态,以保持其机械零点位置,同时编码器将滚筒调整后的机械位置反馈到控制系统。如果反馈信号与选择的折页方式不同,控制系统将报警提示,机器不能启动。
调整折页滚筒时,机器必须处于停机状态。卸下调整电动机,使用扳手调整调整轴,同时观察编码器的读数。调整完毕,将调整电动机装回原来啮合的位置上。
调整电动机有制动作用,折页滚筒机械位置及调整电动机编码器数值的对应关系,在电动机位置上有标注。
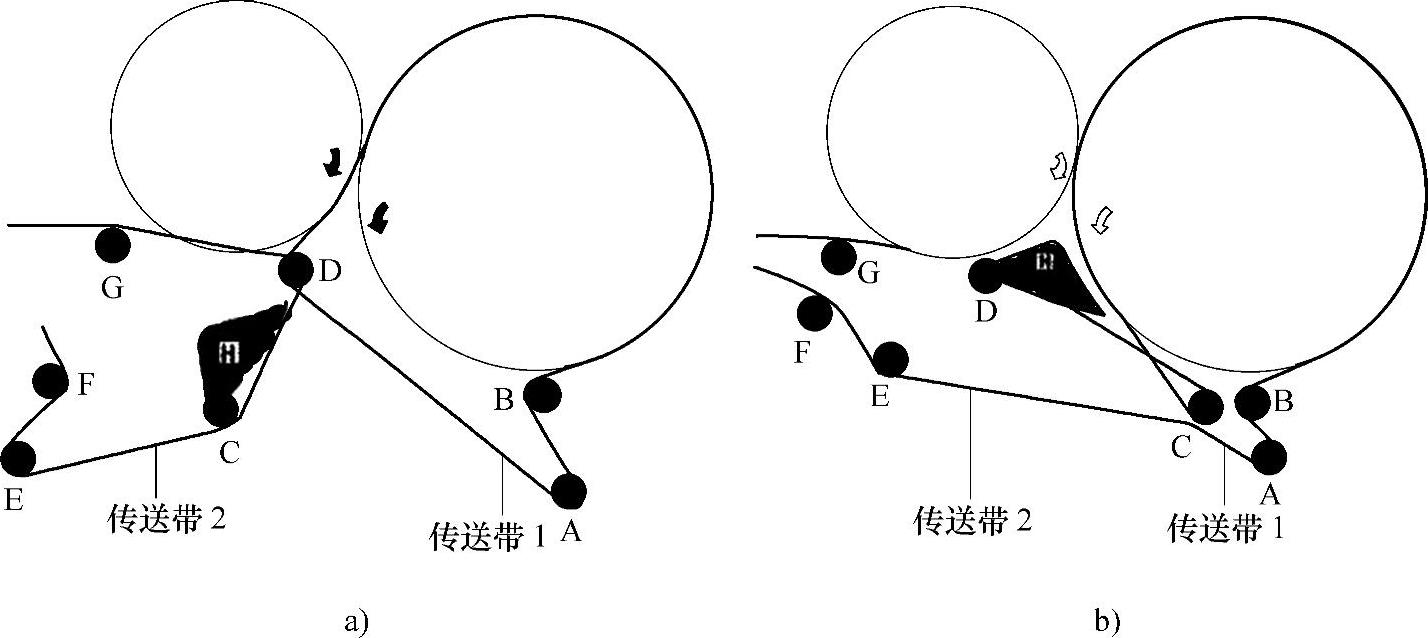
图14-22 不同折帖传送带的调整
a)第一横折 b)第二横折
(2)折页转换故障处理 在进行折页转换时,如遇到停电、护罩打开、停锁被按下等,会造成滚筒位置和凸轮周向位置不在工作位置。此时,机器会出现报警提示。一般情况下,可以通过重新启动转换程序,继续完成转换过程。如果不行,可在控制台上选择基本状态的折页方式,在电气控制箱内,强制启动相关继电器,驱动电动机到相应位置,完成转换工作。
(3)注意事项 在电气出现故障或损坏,在更换相关部件后,需要检查机械位置和电气反馈的一致性。另外,由于凸轮位置没有检测基准,在机器正常工作状态下,可在墙板上标注出不同开本折页时凸轮位置,以便机器出现故障时确定参考位置。