17.7.1 二级张力控制装置
有些对印刷质量要求很高的机器,例如商业卷筒纸胶印机,对进入印刷机组的纸带张力提出更高的要求,需要配置二级张力控制装置。
二级张力控制装置也称前张力控制装置,是在给纸张力控制的基础上,进一步提高张力的控制精度。包括图17-32所示的送纸胶辊、送纸钢辊,以及传感机构(传感辊、传感器等)。
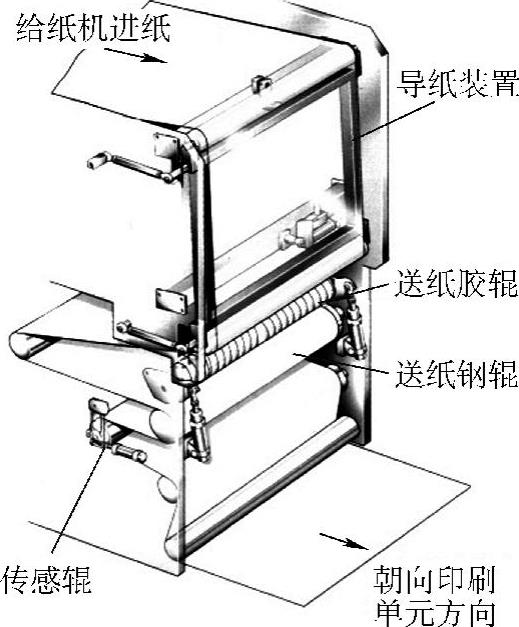
图17-32 送纸装置
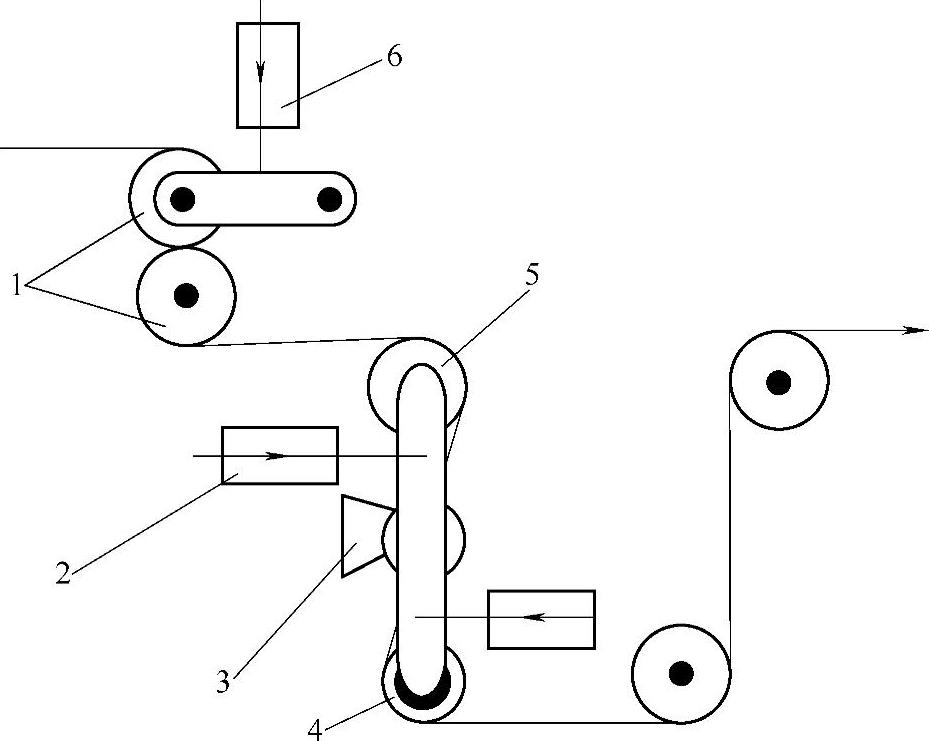
图17-33 二级张力控制装置
1—送纸辊 2—传感器气缸 3—传感器 4、5—传感辊 6—送纸辊气缸
图17-33所示为一种较典型的二级张力控制装置。如果将要进入印刷机组的纸带张力发生波动,传感辊4、5便发生左右偏移,使传感器3转动一个角度,发出调整送纸主动钢辊转速,或送纸辊气缸6气压的信号,调整送纸主动钢辊速度或送纸辊压力,即可改变纸带张力。二级张力控制系统精度,决定于传感器气缸2的气压设定。气压小,则灵敏性高,即较小张力变化,也会及时调整。二级张力控制系统的气缸压力(弹簧弹力),要比给纸机传感辊气缸压力小,因此进一步提高张力的稳定性。
一般通过二级张力控制,能使纸带张力变化量保持在1%以下。图17-34为纸带在二级张力控制装置前后测定的张力变化曲线。A为二级张力控制前的张力变化波形图,B为经二级张力控制后张力变化曲线。对比两条曲线,可以看出B曲线要比A曲线平滑得多。
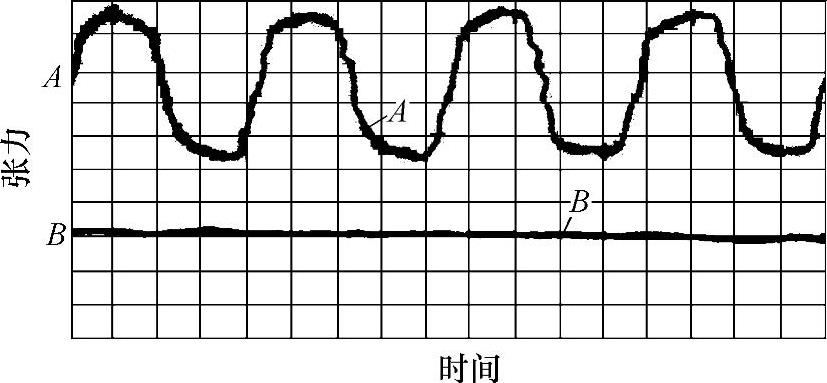
图17-34 二级张力控制前后测定的纸带张力变化曲线
A—二次张力控制前 B—二次张力控制后
1.送纸辊
(1)送纸辊的位置 送纸辊也称给纸辊。送纸辊的位置不同,其主要作用也有些差别。
1)单独二级张力控制装置中的位置。在单独的二级张力控制装置中,如图17-32、图17-33所示,送纸辊设置在二级张力控制装置的前端。送纸主动辊的线速度,受后面的传感系统控制。主要作用是控制给纸机和印刷机组之间的张力波动。
2)没有单独二级张力控制装置系统中的位置。在没有单独二级张力控制装置系统中,多数机器单独设置送纸辊。送纸辊的位置可以设置在给纸机上,也可以设置在第一印刷机组上。
①送纸辊设置在给纸机最后位置。其主要作用是控制纸带进入第一印刷机组的速度(张力),保持纸带平整和防止给纸机张力波动传入印刷机组。送纸主动辊的动力可以来自单独的伺服电动机,或由给纸机的动力系统经过无级变速箱带动。送纸辊线速度根据给纸和第一印刷机组前张力控制的要求确定,可以自动或手动调整。
②送纸辊设置在给纸机的浮动辊和传感辊之间。如图17-16的6所示,送纸辊设置在给纸机的浮动辊8和传感辊7之间。送纸主动辊的速度由传感辊7控制。这种设置实际上相当于一个单独的二级张力控制装置。其主要作用是控制给纸机和印刷机组之间的张力波动。
③送纸辊设置在印刷机组上。送纸辊设置在第一印刷机组上。送纸辊的作用,与送纸辊设置在给纸机的最后位置是一样的。送纸主动辊的线速度,由第一印刷机组的印刷滚筒线速度控制。送纸主动辊的线速度,根据纸张、印刷速度和印刷质量要求,与印刷滚筒线速度确定一个比值,一般送纸辊线速度约比印刷滚筒线速度低0.2%~0.5%。如果印刷条件有变化,这个比值可以自动或手动调整。(https://www.daowen.com)
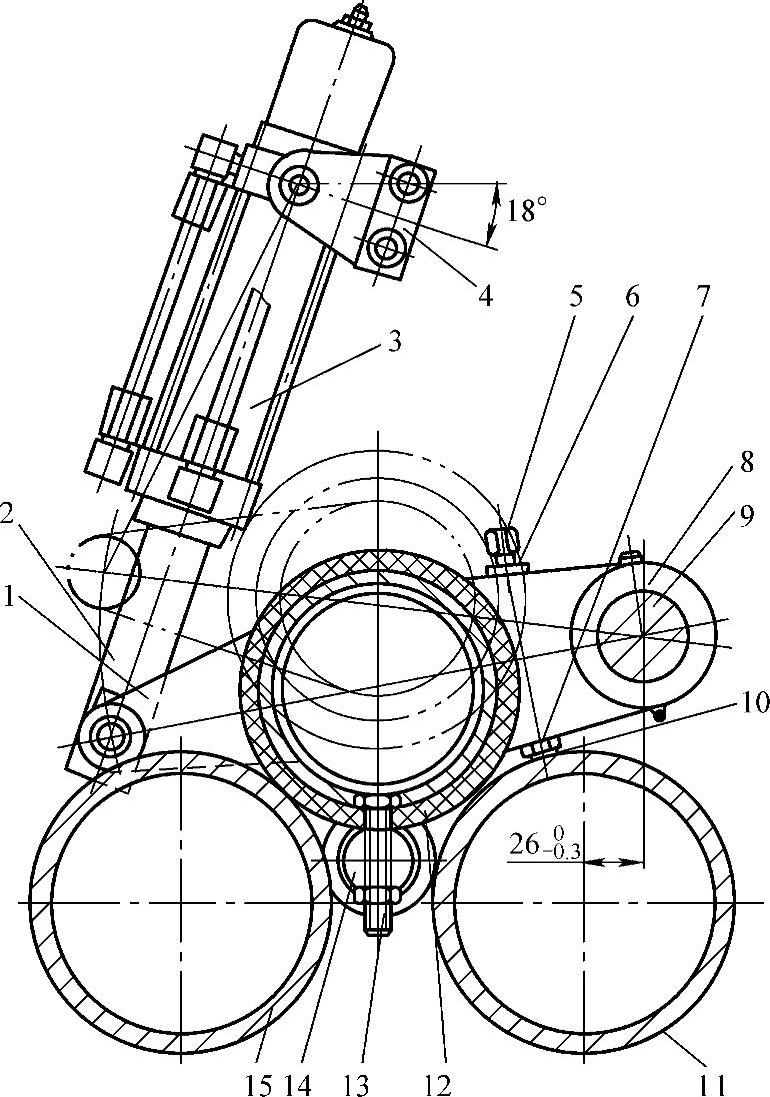
图17-35 送纸辊
1、8—连杆 2—活塞杆 3—气缸 4—支架 5、10、13—调节螺钉 6、7—固定架 9—轴 11、15—钢辊 12—送纸胶辊 14—固定轴
(2)送纸辊结构及调整 送纸辊一般由三辊或两辊组成,图17-35所示的送纸辊是由三辊组成;图17-16所示的送纸辊6由两辊组成。
不论是三辊或两辊,其中必然有一根辊为胶辊,其余一根或两根为钢辊。其中一根钢辊为主动辊,速度可以调整。胶辊为被动辊,可以起落,并能调整胶辊与钢辊之间的压力。一般三辊送纸辊中,有一根钢辊如图17-35中所示的钢辊11,只是增加纸带在送纸胶辊12上的包角,以便更平稳地输送纸带。如果去掉钢辊11,则成为两辊形式的送纸辊。
1)胶辊的起落及其与钢辊压力调整。如图17-35所示,胶辊的起落由气缸控制。当气缸3的活塞伸出时,胶辊下落;反之则上升。调节螺钉13的位置是可调的。当送纸胶辊12落下时,由调节螺钉13定位,所以调节螺钉13的高低位置,可以改变胶辊和钢辊的压力。
除了保证胶辊和钢辊之间有一定压力之外,还必须保证胶辊和钢辊之间压力一致。送纸胶辊12,机器操纵面的连杆8和轴9固定,传动面的连杆8和轴9空套在一起。所以调整调节螺钉5和10,即可改变传动面一端连杆8与操纵面一端连杆8的相对位置。保证胶辊和钢辊之间的压力一致。
调整压力大小时,先将操作面的压力调好(调整调节螺钉13的位置);再以操纵面压力为准,调整调节螺钉5、10的位置,保证胶辊和钢辊之间的压力一致。
2)送纸钢辊速度的调整。送纸钢辊15是主动辊。其线速度略高于纸卷展开速度而略低于后面送纸辊的线速度;最后一级送纸辊线速度略低于印刷滚筒线速度,以保证纸带张力要求。
在无轴传动中,一个伺服电动机单独驱动主动钢辊,通过传感控制系统或张力控制系统,自动调整其速度。
在有轴传动中,主动钢辊的动力来源取决于送纸辊设置的位置。如果设置在给纸机上,则由给纸机动力系统提供动力;如果设置在印刷机组上,则由印刷机组提供动力。有轴传动一般是由提供动力的部件,通过无级变速器调整主动钢辊速度。无级变速器的精度必须能满足钢辊调整精度的要求。无级变速器的调整根据机器精度要求,可以手动或自动跟踪调整。
调整无级变速器必须在运转中调整,不能停机调速。
(3)送纸辊作用 送纸辊有以下四个作用:
1)送纸。卷筒纸带是依靠主动送纸辊的线速度一级比一级大而带着前进的。送纸辊是进入印刷机组前的主动辊。从最后一个送纸辊出来的纸带直接进入印刷机组,而后纸带由印刷滚筒带着前进。
2)控制纸带张力。通过胶辊和主动钢辊的压力大小,以及主动钢辊速度的调整,可以调整对纸带的拉力,从而控制纸带张力。
3)展平纸带。通过送纸辊将纸带展平,保证纸带平整稳定地进入印刷机组。因此,对图17-35中的主动钢辊15和胶辊12的制造精度有很严格的要求,并且必须保证主动钢辊15和胶辊12中心线的平行度。
4)隔断张力波动的传导。张力波动是可以在各过纸辊之间传导的。送纸辊将纸带压死,并由主动辊带着纸带前进,隔断了张力波动的传导。
2.传感机构
传感机构由传感辊和传感器组成。传感机构的形式很多。传感辊可以由气缸控制(见图17-27和图17-33)或由弹簧控制(见图17-31)。如图17-33所示,传感机构由传感器气缸2、传感器3和传感辊4、5组成。传感器气缸2的压力,由事先设定的张力波动值确定。当张力发生变化时,传感辊4、5左右摆动,传感器3发出信号,直接控制送纸主动辊的转速,以及胶辊和主动钢辊的压力,以保持送纸张力稳定。图17-32中的传感器是压力传感器,当张力发生变化,纸带对传感器的压力改变,传感器发出信号,调整送纸辊,以保持送纸张力稳定。