10.5.3 三菱公司纸张预变形技术
三菱公司在其XP型双面交替印刷型多色双面胶印机上,采用纸张预变形技术,解决双面印套不准问题。基本原理是前面色组印刷时,使纸张拖梢两侧向外扩展,后面色组印刷时,使纸张拖梢向内收缩,以达到套印准确。
1.纸张扇形变形原理
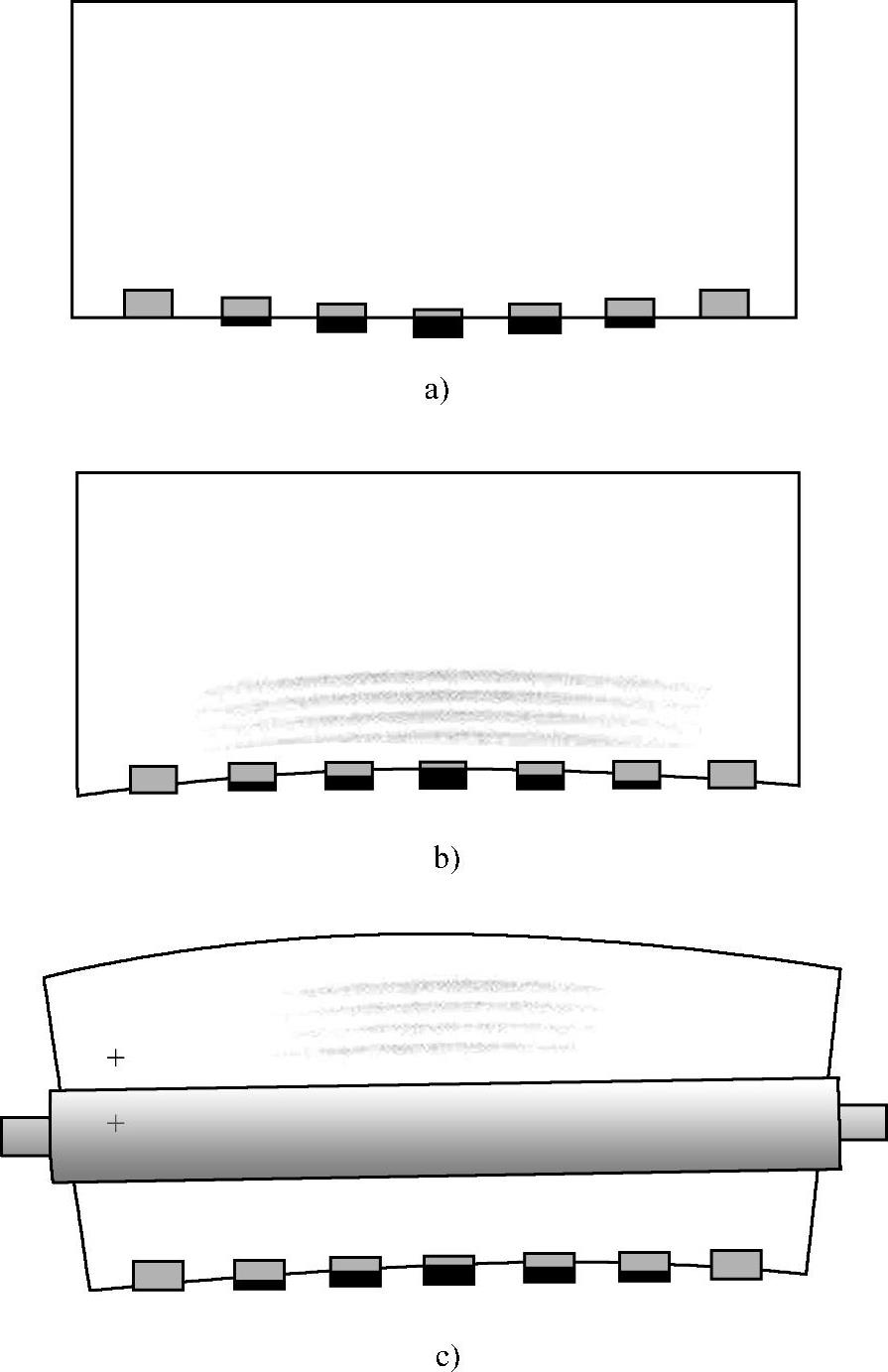
图10-15示出纸张扇形扩大原理,中间叼纸牙向上调整,中间叨纸牙叼口变小,如图10-15a所示。叨纸牙叼住纸张后,恢复原来位置,这样中间叨纸牙给中间部分的纸一个推力,如图10-15b所示。纸张进入印刷时,在印刷滚筒压力碾压下,纸张由叼口到拖梢方向向两侧扇形扩展,如图10-15c所示。同理,两侧叨纸牙向上调整,两侧叨纸牙叼口变小,给两侧的纸一个推力,在印刷滚筒压力碾压下,纸张由叼口到拖梢方向向内扇形收缩。
2.三菱公司纸张预变形技术
(1)纸张预变形和套准 三菱公司专门研发了可以在中央控制台遥控调整的旋转式叨纸牙,如图10-16所示。这种叨纸牙的特点,一是每个叨纸牙可以单独调整,因此便于优化纸张变形的调整,二是叨纸牙只有简单的旋转,并在同一根轴上,调整稳定可靠。将第一印刷机组前的传纸滚筒叼纸牙排上,中间部分的叼纸牙往上调一点,这样中间部分的叨纸牙的叼口就变小,在传纸滚筒将纸张交给第一印刷机组压印滚筒时,传纸滚筒叼纸牙恢复到原来位置,所以交给压印滚筒的纸张仍然是中间叼口小。如图10-15所示,中间叼纸牙给中间纸张一个推力,在印刷第一色时,滚筒的碾压力使纸张拖梢向外扩展,印刷后纸张弹性回缩,拖梢部分的图形实际变窄;第二色印刷时,上水纸张拖梢向两侧扩展,有利于套准。
第二色及以后的印刷,视纸张情况和水墨情况调整叼纸牙的位置,即调整纸张的扇形变形量(变形量逐步减小),可以保证套准。当纸张向两侧延展到一定程度时,即后面色组印刷时,通过调整叼纸牙,使中间纸张叼口加大,印刷时使纸张拖梢部分向内收缩变窄,以保证后面色组的套印。
前面几色使拖梢向外扩展,后面几色使拖梢向内收缩和每色预变形量大小,与纸张性能、水墨大小、印刷压力、印刷速度、印刷工艺参数及印刷色数等有关,需要根据实际情况,具体优化确定。基本原则是:第一色使纸张拖梢向外扇形扩展量最大;最后一色使纸张拖梢向内扇形缩小量最大;中间的一色不调或调整量
 (https://www.daowen.com)
(https://www.daowen.com)
图10-15 纸张扇形扩大原理
a)中间叼纸牙叼口变小 b)中间叼纸牙给纸张一个推力 c)纸张在滚筒碾压下拖梢向外扇形扩展
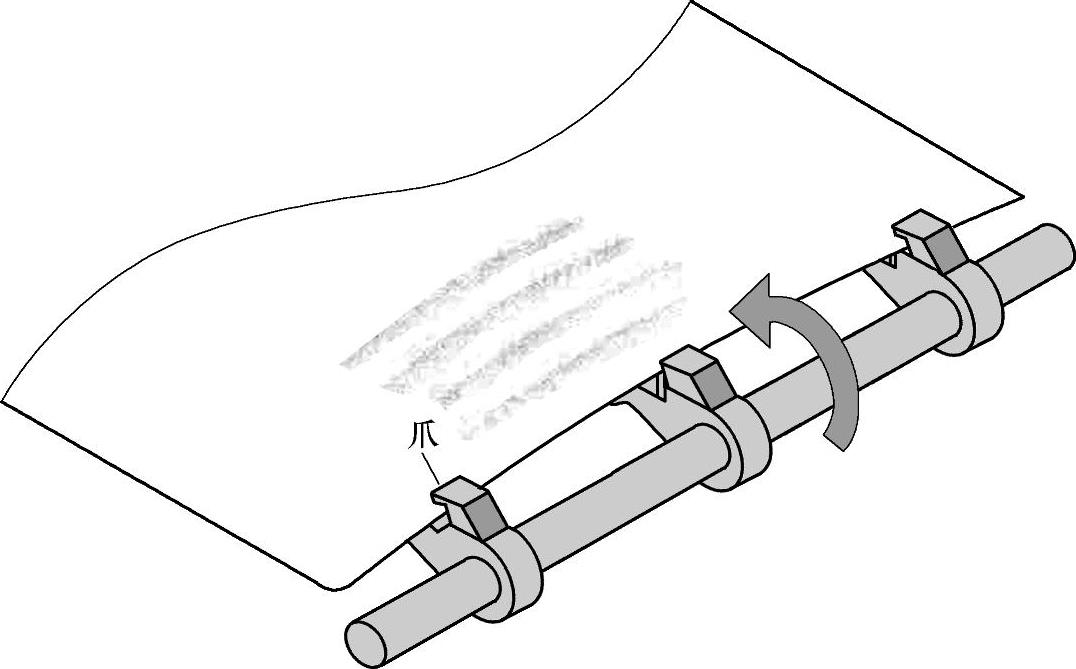
图10-16 旋转式叼纸牙
最小。
(2)纸张变形方法与变形量 试验证明,通过叼口大小使纸张扇形变形,不同的方法有不同的效果。三菱公司的研究结果如图10-17所示。在纸张变形量相同的情况下,图10-17左侧所示方法,比图10-17右侧所示方法效果好。三菱公司试验表明两种方法,纸张变形量相差30%。
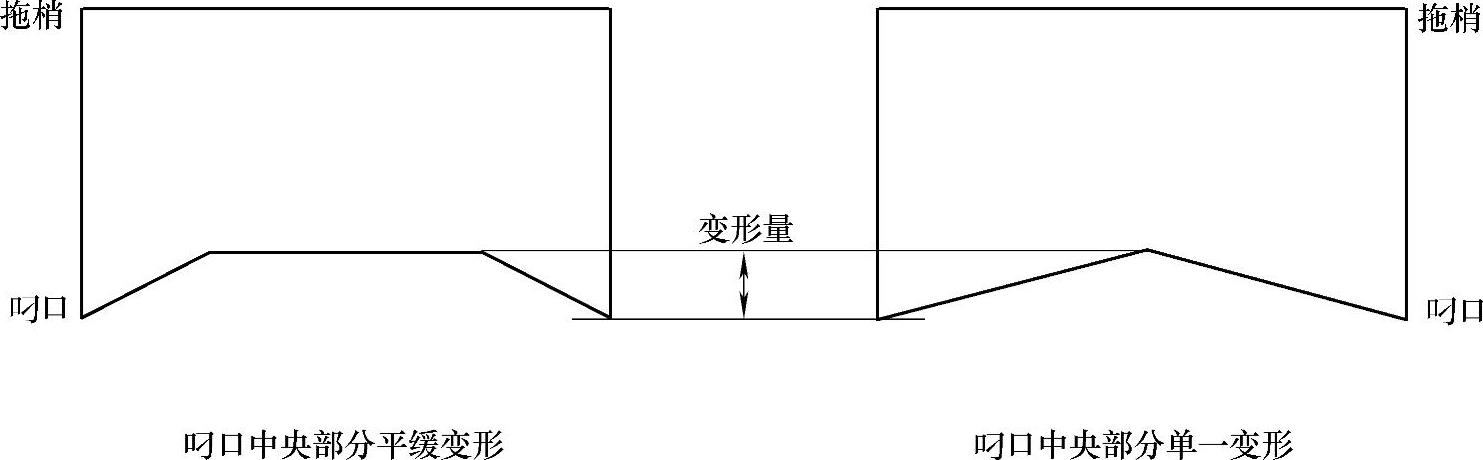
图10-17 纸张叼口变形形状
(3)纸张变形量与叼口套准 应该指出,采用改变纸张叼口大小,可以使套印准确;但由于叼口纸张变形量不一样,会产生叼口部分套印不准。因此,实际调整叼口大小时,要兼顾叼口和后面的套印。在同样扇形变形的情况下,采用使纸张如图10-17左侧变形的方法,有利于兼顾叼口和后面的套印。