16.6.2 圆压圆模切压痕机组
圆压圆模切压痕是线接触依次模切,模切压力小、设备功率小、连续滚动模切,稳定性好、效率高、寿命长;但制造工艺复杂、成本高,适合于大批量生产。
圆压圆模切压痕机组,由两个模切滚筒、滚筒压力调节机构及支架等组成。图16-16所示为圆压圆模切压痕机组,两个滚筒配合,完成印刷品的模切和/或压痕。
1.模切方式
圆压圆模切有剪切式和压切式两种方式。剪切式模切的两个模切滚筒都有模切刀,一个是阳模滚筒,另一个是阴模滚筒。压切式模切一个模切滚筒带模切刀,另一个模切滚筒为光滑表面,如图16-16所示。剪切式模切精度高,寿命长,价格高;压切式模切精度低,寿命短,价格便宜。
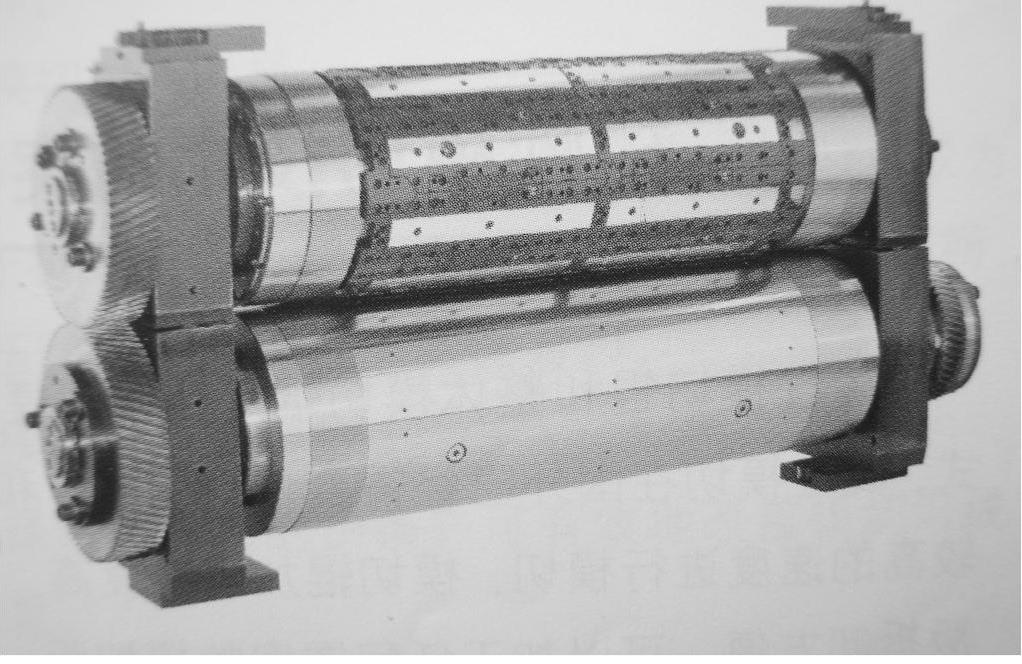
图16-16 圆压圆模切压痕机组
2.模切滚筒结构(https://www.daowen.com)
模切滚筒的结构分为整体式和分体式(包缠式)。整体式模切滚筒是将模切刀刃直接做在滚筒体上。分体式模切滚筒是将模切刀刃做在一个较薄的钢板上,成为模板,使用时将模板再包缠在滚筒体表面,一般采用磁性滚筒固定模板。整体式模切滚筒寿命长,模切质量好,但价格高。整体式模切滚筒损坏,需要将整个模切滚筒报废更换。分体式模切滚筒与整体式模切滚筒的优缺点正好相反,损坏时,只需更换模板。
如果一个大的模切滚筒或模板中有时需要局部更换,或者只需局部模切、压痕,可以做一个局部的模切块,镶在滚筒体上。
3.模切滚筒制造方法
无论是整体式模切滚筒还是分体式模切滚筒的模板,因其制造方法不同,精度也不同。
(1)表面淬火后电火花加工 将滚筒体(或模板坯)加工到要求的尺寸,表面淬火处理并进行磨削,使表面尺寸和几何公差符合要求;然后用电火花机床进行模切刀刃的加工;必要时在电火花机床加工后,还需要人工修磨。这种加工方法效率低,但刀刃是在淬火后加工,刀刃加工完成后即可使用,因此刀刃的加工精度很高。适合对模切要求很高的产品模切。
(2)数控机床加工刀刃后淬火 将滚筒体(或模板坯)加工到要求的尺寸,并保证几何公差符合要求,使用数控机床进行刀刃加工,必要时用人工修磨,然后淬火处理。淬火处理后即可使用。这种加工方法效率高,但由于先加工后淬火,在淬火过程中,刀刃可能产生某些变形,使模切刀精度降低。适合对模切要求较高或一般的产品模切。
(3)化学腐蚀或电子雕刻后淬火 加工过程和优缺点,与数控机床加工刀刃后淬火基本相同,只是不用数控机床加工刀刃,而是用化学腐蚀或电子雕刻的方法加工刀刃。