16.6.1 平压平模切压痕机组
2026年01月15日
16.6.1 平压平模切压痕机组
连线平压平模切压痕机组和单张纸平压平模切压痕机不同,因为卷筒纸连续走纸、连续模切,所以不需要单张纸平压平模切压痕机的给纸机和收纸装置,也不需要单张纸的叼纸牙排、纸张间歇传动机构、纸张定位机构等与单张纸模切传递、定位有关的机构。只采用单张纸平压平模切压痕机的中间部分。模切的原理、结构与一般平压平模切机基本相同。
 (https://www.daowen.com)
(https://www.daowen.com)
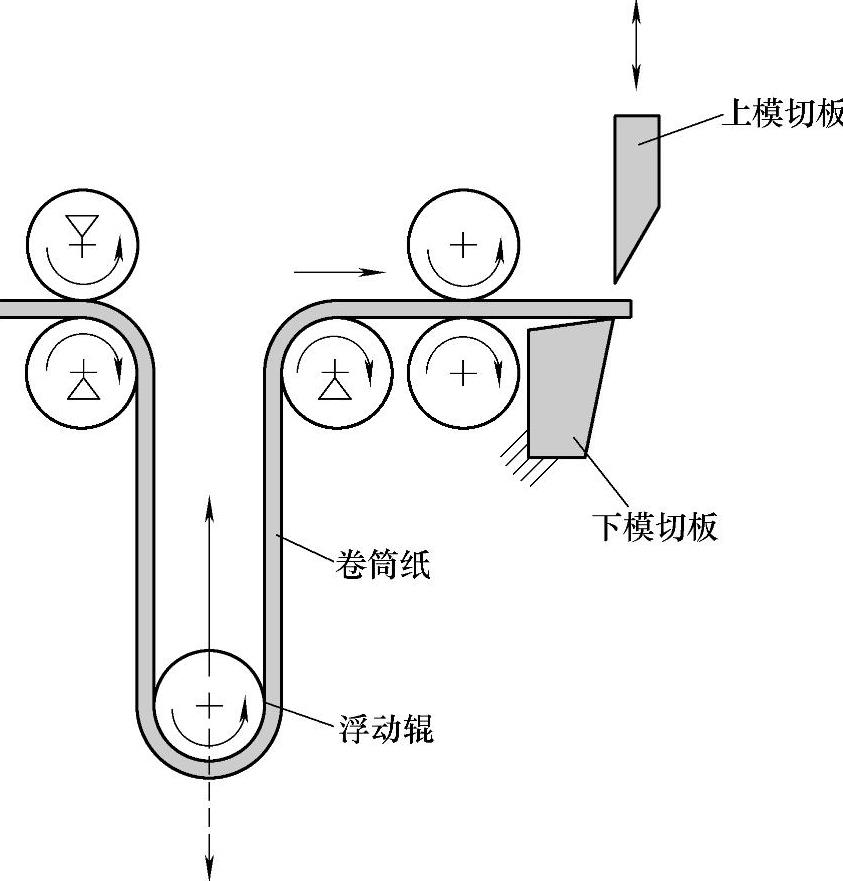
图16-15 平压平模切浮动辊装置
连线平压平模切、压痕机,在模切、压痕时,纸带处于静止状态,因此必须在模切、压痕机组前,有一套纸带浮动辊装置。图16-15所示为平压平模切浮动辊装置。模切、压痕时,纸带浮动辊向下运动,把纸带存储起来;模切、压痕完成后,纸带浮动辊快速上升,把存储的纸带放出去,进行下一次模切、压痕。纸带调节辊由计算机控制,根据印刷速度调整上下运动的距离和速度,保证模切、压痕的正常进行。如果模切之后复卷或继续连续加工(切断除外),在模切之后还需要一套浮动辊装置。
平压平模切机组结构简单,制造、使用方便,更换模切板方便,价格便宜,但寿命较短。在印刷速度不太高、模切品种较多、模切数量不太大、需要经常更换时,是一种较理想的模切、压痕方法。由于平压平模切、压痕是上下往复运动,模切速度不能太高,只能与其速度相同的卷筒纸印刷机配套,不适合应用在很高速度的卷筒纸印刷机上。