6.3.2 传统供墨装置的墨量自动控制
传统供墨装置的供墨量,由墨斗辊和墨刀片的间隙,以及墨斗辊的转角或转速决定。间隙大小的传统调整方式,是用手工调整墨斗螺钉,以改变墨刀片和墨斗辊的间隙,从而控制墨量大小。现在不少中低档机器仍然采用人工调整,高档机器采用自动控制微电动机代替手工调整,形成传统供墨装置的墨量自动控制机构,简称自动控制供墨装置。
自动控制供墨装置目前被广泛应用。它是计算机墨色控制的执行机构,是实现传统供墨装置集中控制、遥控、自动控制的基础。根据自动控制供墨机构的结构特点,大体上可以分为分段墨刀片型及整体墨刀片型两大类。
1.分段墨刀片型
所谓分段墨刀片型,即将传统的整体墨刀片分成若干段,每段的尺寸大小一般为30~35mm(常用30mm、32mm、35mm几种),每段一个墨区,控制这个墨区的机构称为墨键。分段墨刀片结构的显著优点是:每一墨区可以独立调整,相邻墨区的墨量不受影响,因此墨量调整灵敏度高,能迅速准确地调整墨量,是一种较理想的结构,目前应用广泛。缺点是结构比较复杂、制造难度高、出现漏墨清洗困难。
分段墨刀片型又可分为带涤纶片及不带涤纶片两种。
(1)带涤纶片分段墨刀片型 海德堡胶印机的自动控制供墨装置,是典型的带涤纶片的分段墨刀片型,其结构如图6-6的左图所示。在墨斗体上有若干个分段墨刀片(墨键)4,组成墨斗底面。涤纶片3铺在分段墨刀片4上面,好像很薄的一个整体墨刀片。
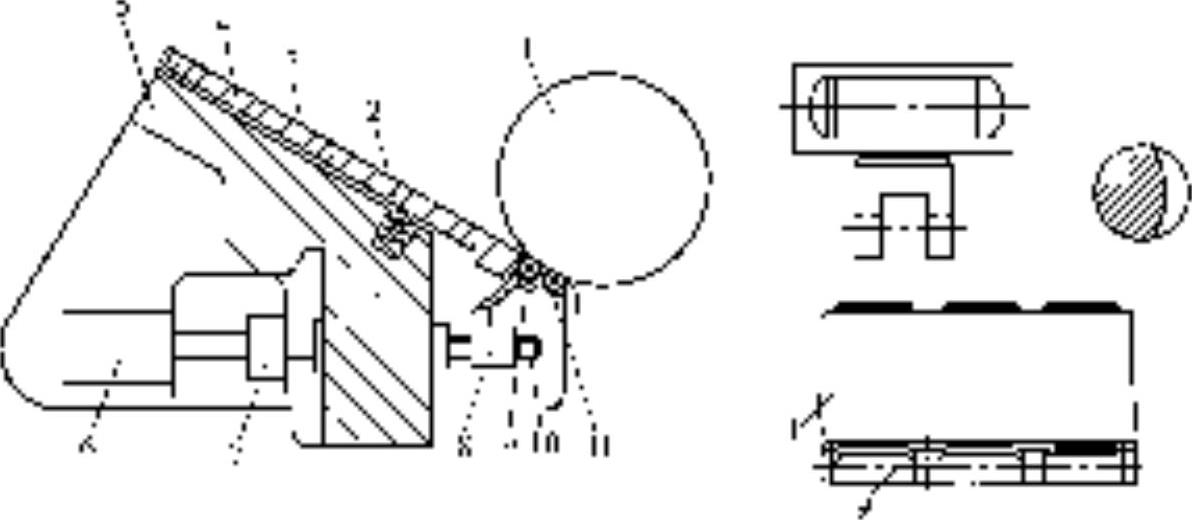
图6-6 海德堡胶印机自动控制供墨装置
1—墨斗辊 2—弹簧 3—涤纶片 4—分段墨刀片 5—墨斗体 6—微电动机 7—电位计 8—螺母架 9—偏心柱 10—墨斗螺钉 11—软塑料泡沫条
在分段墨刀片4的右端,用叉形架支撑着偏心柱9。偏心柱9两端为圆柱体,装在叉形支架上,中间部分铣成一个偏圆形,如图6-6右上图所示。弹簧2托着分段墨刀片4及偏心柱9向上。偏心柱9两端的圆柱体部分,使涤纶片3与墨斗辊靠住,在偏心柱9的偏圆形部分,由于油墨的压力,使涤纶片3紧靠在偏心柱9的偏圆部分,该偏圆形部分的涤纶片与墨斗辊1形成间隙。其间隙大小,决定了墨斗辊出墨量的大小,如图6-6的右下图所示。弹簧2的压力事先调好,使分段墨刀片4的压力适当。
每个墨键由一个微电动机6及其减速机构控制。当操纵台上发出调整指令时,微电动机6转动,通过墨斗螺钉10、螺母架8等,使偏心柱9转动一个角度,即可调整涤纶片(墨键)和墨斗辊之间的间隙,从而调整出墨量。
电位计7的作用是将微电动机转动的角度,变成电信号输回操纵台,以显示该墨区涤纶片和墨斗辊的间隙大小,即出墨量的大小。
整个墨斗辊出墨量的大小,可以通过调整墨斗辊的转速或转角来实现。通常卷筒纸胶印机是调整墨斗辊转速,而单张纸胶印机是调整墨斗辊间歇转动的回转角度的大小。
日本三菱和秋山胶印机也采用带涤纶片的分段墨刀片型。图6-7是三菱胶印机自动控制供墨装置。该装置由电动机1带动墨斗螺钉,通过杠杆4调整墨键的高低,以改变墨键与出墨辊的间隙。该装置除自动调整外,还可通过调节旋钮2手动调整。这样在电器出故障时仍可工作。
采用涤纶片的优点是:可防止油墨渗入各墨区墨刀片间的间隙内,造成漏墨和影响墨量调整;清洗墨斗时,涤纶片可整体拿下,清洗方便;各墨刀片之间相关件的制造精度要求也不太严。因涤纶片很薄,不会影响每个墨区墨量调整的灵敏性。缺点是涤纶片寿命短;涤纶片如有破损造成漏墨,则清洗非常困难。
(2)不带涤纶片分段墨刀片型 多数胶印机的供墨装置,采用不带涤纶片的分段墨刀片结构。
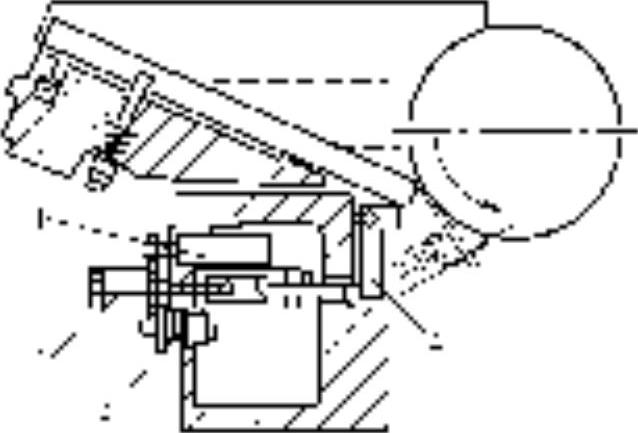
图6-7 三菱胶印机自动控制供墨装置
1—电动机 2—调节旋钮 3—电位计 4—杠杆
1)曼罗兰胶印机自动控制供墨装置。曼罗兰单张纸胶印机自动控制供墨装置,是采用不带涤纶片的分段墨斗刀片型,其结构如图6-8所示。在墨斗体上装有尼龙分段墨刀片2,根据机器大小,分段墨刀片2的数目不等。当墨量需要调整时,控制台发出指令,微电动机4转动,通过减速器6,使分段墨刀片2往复运动,这样即可改变分段墨刀片2和墨斗辊1之间的间隙大小,从而改变出墨量。电位计5的作用是将分段墨刀片2的移动量(或出墨墨层厚)以电信号反馈到CCI控制台上,需要时再进行调整。手调柄3是在微电动机4出现故障时调整使用的。分段墨刀片2上部由墨斗体遮盖,仅端部露出一点,这样可以减少分段墨刀片承受油墨的压力,以便减少微电动机驱动墨键的力矩,同时也可避免漏墨,便于清洗。
曼罗兰R700胶印机自动控制供墨装置如图6-8b所示。
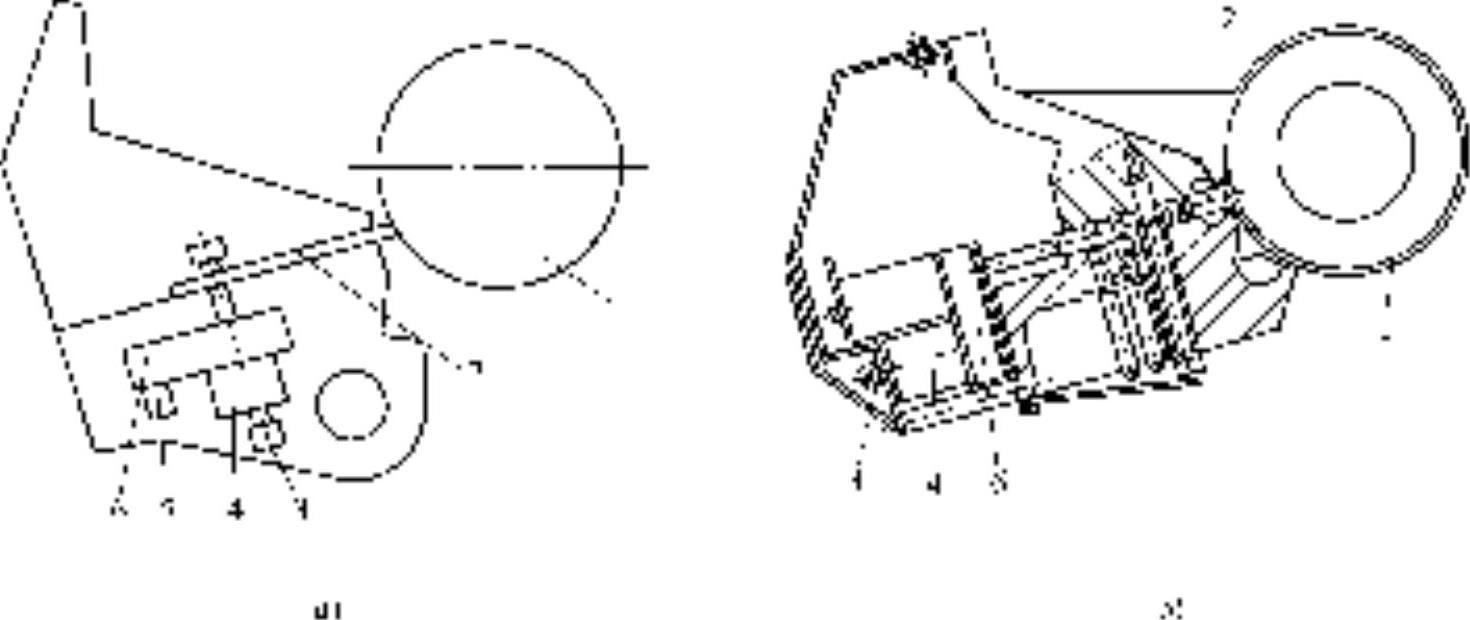
图6-8 曼罗兰胶印机自动控制供墨装置
a)供墨装置结构 b)R700供墨装置
1—墨斗辊 2—分段墨刀片 3—手调柄 4—微电动机 5—电位计 6—减速器
曼罗兰GEOMAN卷筒纸报纸胶印机自动控制供墨装置如图6-9所示。其出墨量调整工作原理与单张纸胶印机自动控制供墨装置一样。与单张纸胶印机自动控制供墨装置不同之处:一是传墨辊是网纹辊(图中未画出);二是墨刀片不是分段的,而是改进型的整体墨刀片(见图6-14)。
2)高宝胶印机的自动控制供墨装置。高宝胶印机供墨装置也采用不带涤纶片的分段墨刀片型。单张纸胶印机自动控制供墨装置如图6-10所示。其特点是各分段墨刀片作上下调节运动,以改变墨键与墨斗辊的间隙,达到调整供墨量的目的。这种结构和曼罗兰结构特点一样,也是各分段墨刀片仅有一小段与油墨接触,不易漏墨。油墨大多置于整体墨斗体上,可减小墨斗键电动机驱动力。(https://www.daowen.com)
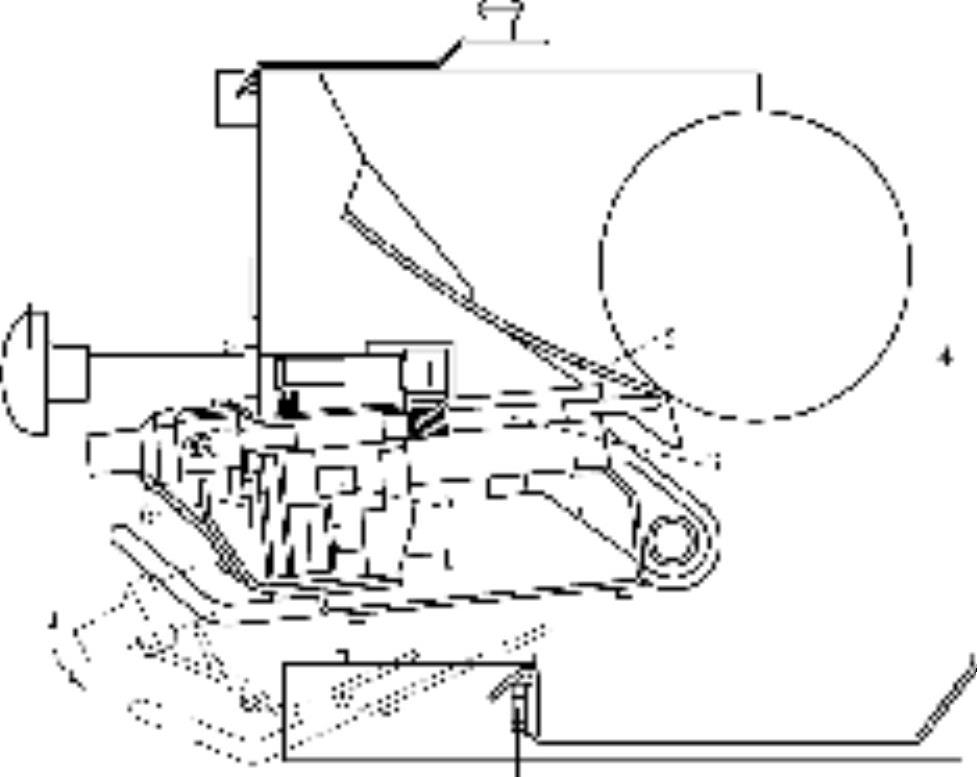
图6-9 曼罗兰GEOMAN卷筒纸报纸胶印机自动控制供墨装置
1—伺服电动机 2—电位计 3—调墨螺杆 4—墨斗辊 5—墨刀片 6—传动齿轮
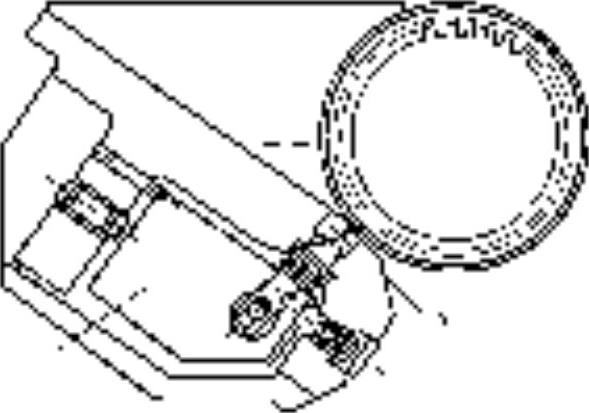
图6-10 高宝胶印机自动控制供墨装置
1—电动机和减速器 2—墨刀块
高宝COMET卷筒纸胶印机自动控制供墨装置如图6-11所示。采用分段墨刀片。其出墨量调整工作原理与单张纸胶印机自动控制供墨装置一样,不同之处,一是电动机及驱动系统先转动偏心,再通过连杆和杠杆5顶墨斗键2,改变墨键和出墨辊的间隙;二是传墨辊4表面是螺旋线,其螺旋线由中间向两头扩展,有利于油墨的轴向快速扩展和打匀。传墨辊4与出墨辊间隙,可以用调整螺杆调整。
3)高斯环球75卷筒纸胶印机自动控制供墨装置如图6-12所示。采用分段墨刀片,其工作原理与上述自动控制供墨装置基本相同。手动调节螺钉5是驱动电动机4出现故障时使用的。
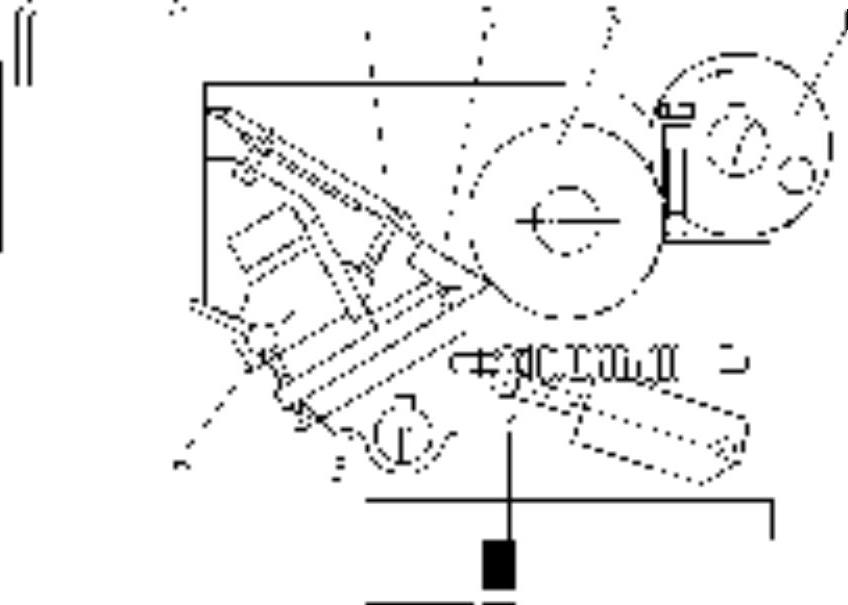
图6-11 高宝COMET卷筒纸胶印机自动控制供墨装置
1—墨斗 2—墨斗键 3—墨斗辊 4—传墨辊 5—连杆和杠杆 6—电动调节驱动装置
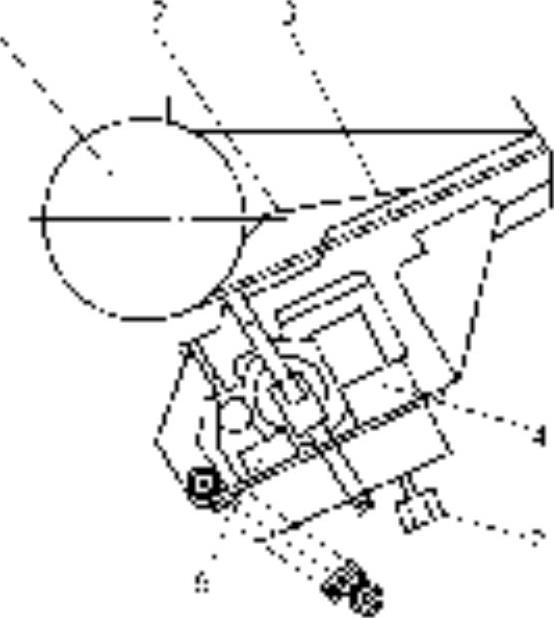
图6-12 高斯环球75卷筒纸胶印机自动控制供墨装置
1—墨斗辊 2—墨斗 3—墨斗键 4—驱动电动机 5—手动调节螺钉 6—电位计
4)不带涤纶片分段墨刀片优缺点。不带涤纶片的分段墨刀片结构,没有易坏的涤纶片,使用方便而且经济;但制造时对相关件要求高,既要保证各分段墨刀片调整灵活,又要保证各分段墨刀片之间的间隙小,不漏墨,制造难度大。
2.整体墨刀片型
(1)整体墨刀片 整体墨刀片型供墨装置,是在传统的墨刀片基础上发展起来的。墨刀片和传统的墨刀片一样,仍然是一个整体。只是把墨斗螺钉由手工调整,改为单独小电动机经减速机构进行自动调整,如图6-13所示。
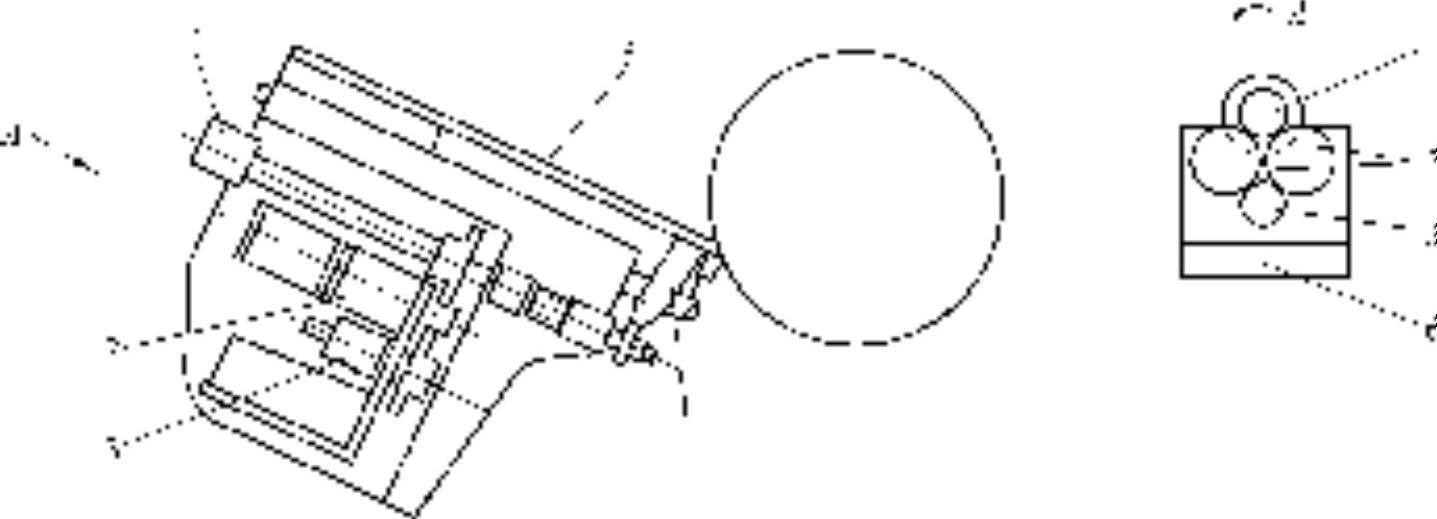
图6-13 整体墨刀片自动控制供墨装置
1—调节旋钮 2—电动机 3—电位计 4—调墨摆杆 5—墨刀片 6—控制电路板
墨量调整是通过改变墨刀片与出墨辊的间隙来实现的。手动调整用调节旋钮1。电动调整由电动机2通过调墨摆杆4实现。电位计3同样是把电动机2的转角变成电信号,反馈给控制台。由于采用整体墨刀片,墨刀片变形需较大动力,所以采用两个小电动机来驱动一个墨区的调墨螺钉。由于两个电动机占有较大空间,只好加大墨区的宽度。
采用整体墨刀片结构时,墨刀片厚度选择要适当。因为它与弹性、寿命,以及小电动机的驱动力矩有关。
采用整体墨刀片的最大优点是:换墨时清洗墨斗既方便又迅速;机构简单,制造方便。其缺点是调整某一墨区墨量时,其相邻墨区的墨量也受影响,灵敏度差。墨量调节时有可能要调几次才行。
(2)整体墨刀片的改进 为了使整体墨刀片调节灵敏,降低墨斗键螺杆调整阻力,减小微电动机的驱动力和提高寿命,整体墨刀片的改进如下:
1)前半部磨薄。曼罗兰的GEOMAN卷筒纸报纸胶印机自动控制供墨装置,把整体墨刀片前半部分,按墨斗键区段进行磨削减薄,如图6-14所示。

图6-14 曼罗兰GEOMAN卷筒纸报纸胶印机自动控制供墨装置墨刀片
2)前半部切开。把整体墨刀片的前半部,按墨斗键区段用线切割分别切开,形成类似分段的墨刀片。这种方式一定要保证切口非常小,不能漏墨。