14.4.2 横折折缝位置自动调整
横折折缝位置自动调整也称横折折页位置自动调整。横折折缝位置自动调整的本质是调整传页滚筒的扎针和折刀的相对位置。
1.传页滚筒的结构
不同折页机的传页滚筒结构是不同的。一般可以自动调整横折折缝位置的传页滚筒,是把扎针和折刀分别安装在各自齿轮带动,并可自动调整齿轮相对位置的机构上。图14-8示出UNISET折页机的传页滚筒结构。我们以此说明横折折缝位置的自动调整。
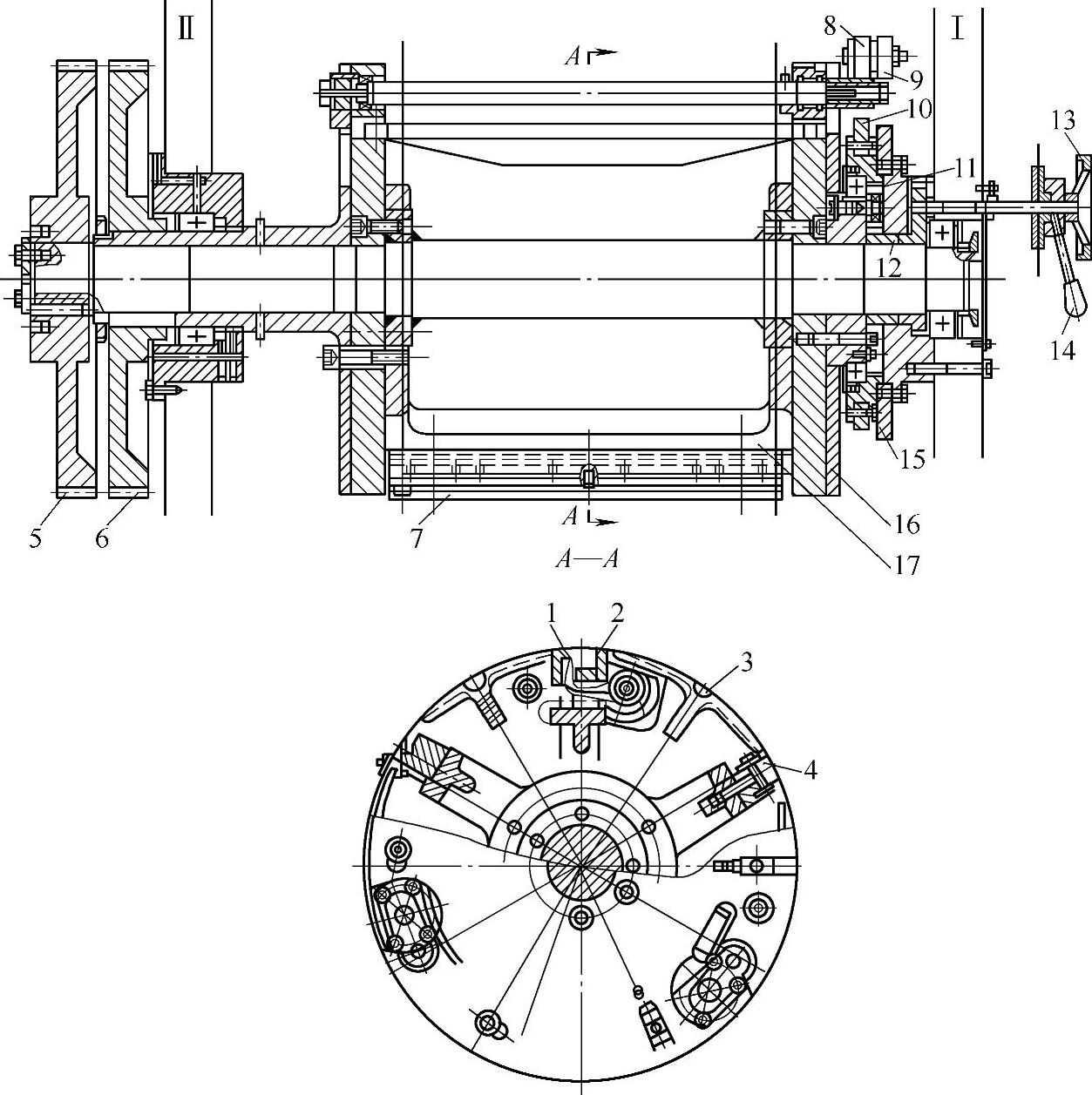
图14-8 UNISET折页机的传页滚筒结构
1—扎针 2—刀垫 3—托架 4、7—折刀 5、6、11—齿轮 8、9—滚子 10—活动凸轮 12—太阳轮 13—手轮 14—锁紧手柄 15—固定凸轮 16—圆盘 17—三角架 Ⅰ、Ⅱ—堵板(https://www.daowen.com)
由图14-8可以看出,折刀4是安装在三角架17上的。三角架17由齿轮5,通过轴带动其运转。扎针1的摆动轴安装在圆盘16上,由齿轮6带动圆盘转动。在正常折页工作中,两个齿轮完全同步,没有相对位移。因此,可以保证扎针和折刀相对位置的稳定及折缝位置的恒定。
2.折缝的调整
如果需要调整横折折缝位置,只要调整齿轮5、6的相对位置(转动一个相位角),即可改变折刀和扎针的位置,达到调整折缝位置的目的。图14-9示出UNISET75传页滚筒折缝自动调整装置的结构。
横折折缝需要调整时,根据调整量,由中央控制台发出调整指令,伺服电动机2便转动一定角度,通过齿轮4、5,带动螺杆7转动,螺杆7便带动螺母套6沿螺杆7轴向位移;螺母套6通过轴套和轴套上的轴承,带动双联人字齿轮9、10轴向移动。双联人字齿轮9、10的轴向移动,用其反向螺旋角,使与其啮合的斜齿轮3、11(即图14-8中的齿轮5、6)产生一个相对角位移。这个相对角位移的大小,正是需要调整折缝的调整量。
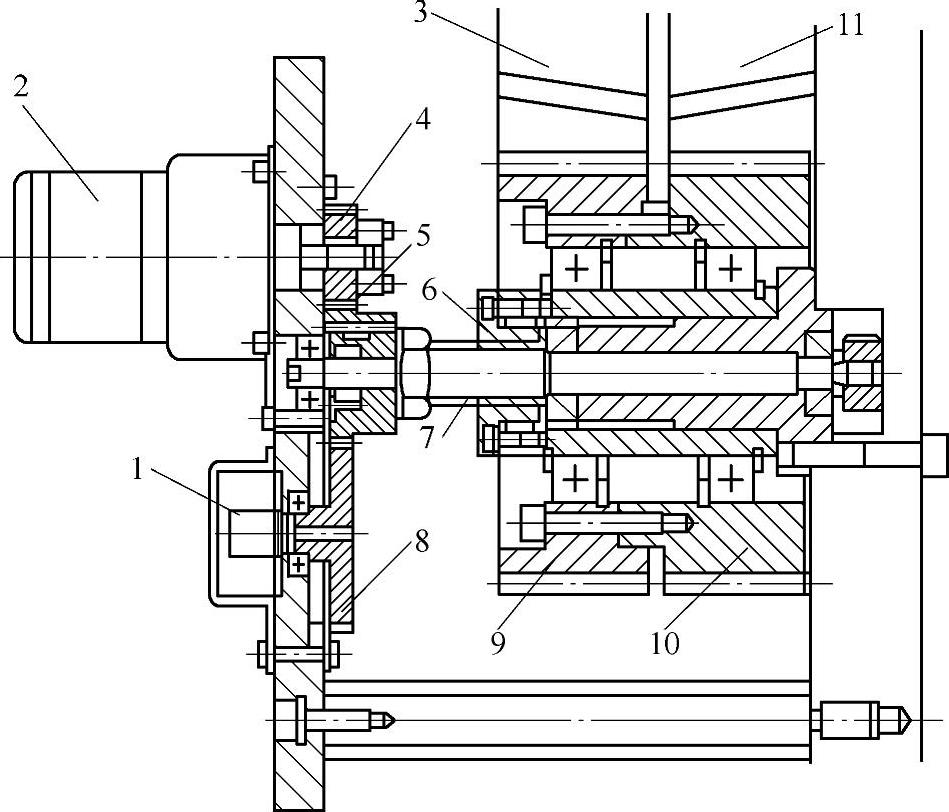
图14-9 UNISET75传页滚筒折缝自动调整装置的结构
1—电位器 2—电动机 3、11—斜齿轮 4、5、8—齿轮 6—螺母套 7—螺杆 9、10—双联人字齿轮