13.1 希腊和罗马的细金工
早期希腊和伊特鲁里亚(Etruscan)珠宝的显著特点就是工艺极其考究,其后的金匠无法制作出比它们更为精细的颗粒状珠子,以及更为精巧的细工饰品或者更为精美的串饰(第Ⅰ卷,边码657—658)。项链上色彩斑斓的宝石间串联着比例适中的珠子和环饰,只有文艺复兴时期的杰作可与之媲美。作为希腊工艺的继承者,罗马工匠的工艺风格与希腊金匠的精细工艺形成了鲜明对比,他们常常用金子制作出金光闪闪的阔面,傍以宽阔的背景和结实的链子,例如某些皇帝或统治者的纪念章。金质工艺品的宽度和整体质量,给我们留下了深刻的印象。
希腊和罗马的镜子是抛光的铜镜,通常为圆形,手柄装饰精美或为人物造型。有的铜镜背面饰有用车床车成的同心圆图案,而且还可能饰有用金属工具刻成的神话场景。

图406 希腊化风格的青铜杯。高约5英寸。
希腊生产的银杯和铜杯形状简约,线条流畅,鲜有工艺品能出其右(图406)。这些艺术品通常小巧玲珑,但同样比例适中、线条纤细,这些特点也可从法国维城出土的大型提水罐和铜罐中见到,其颈部装饰着立体感颇强的图案(图407—408)。从萨顿胡的沉船宝藏(约655年)中发现的10个圆形银碗均由车床车制而成,每个直径为9英寸。这种技术在公元前4世纪十分罕见,虽然自此以后车床加工制品变得极为平常。工匠看起来是采用直径为10—11英寸的木头,将其端面装于车床之上,然后将圆板表面多余的部分车制成凹面,从而确定木碗的造型。工匠将银片退火后,紧紧地嵌入凹陷处。他需要一个带有固定轴钉的坚硬撑架,以及一件长而坚固的旋制或抛光工具,其把手长约2英尺,带有一个抛光得锃亮的硬钢钻头。当车床旋转时,工匠把工具作为杠杆,以撑架上的轴钉为支点,同时给银片的表面抹油,并将银片压入凹陷处,再抛光擦亮。在长时间的敲击过程中,工匠所设想的造型渐渐成形。在萨顿胡碗的表面,旋转工具所留下的旋纹清晰可见。最后,工匠把成品碗从固定模具的边缘剥离下来。(https://www.daowen.com)
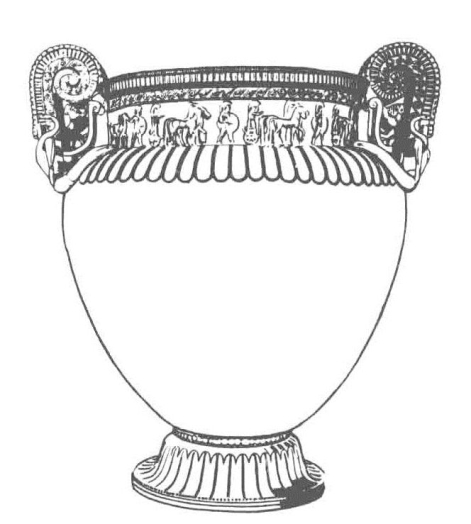
图407 在塞纳河畔沙蒂永附近的维城发现的青铜拌缽,约公元前575年,高超过5英尺。
早在克诺索斯和迈锡尼时期,希腊人和罗马人就已经开始制作金属制品,并见证了希腊与罗马最为辉煌的时期,一直延续到5世纪初罗马人告别定居生活为止,历时达2000多年。但是,承继这一文明的后裔们——分布在高卢、不列颠乃至更远的日耳曼和斯堪的纳维亚——掌握并保持着从罗马人那里继承下来的传统工艺技能,并生产出具有自己民族文化特色的杰出作品。
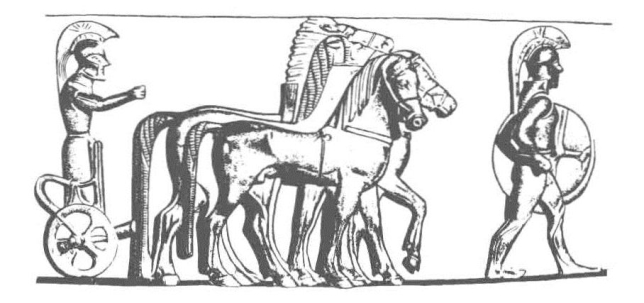
图408 维城青铜拌缽上壁缘的细部。