关于硬币及其他器物模印的注释
菲利普·格里尔森(PHILIP GRIERSON)
模压法是金属工艺的一项重要辅助手段,对硬币铸造尤为必要,这是工业革命之前数百年内大规模生产制造品的一个真实例子。硬币制造的原理是将金属圆球置于两个雕刻好的压模之间,通过有力的一锤或数锤,将图案模印在硬币的两面。在古代社会,硬币上的图案呈高浮雕状,主要采用雕刻宝石和印章的雕刻工具进行压模。到了中世纪,硬币图案更为简单并且成了低浮雕,雕刻工具大多被冲压工具所取代。
随着文艺复兴的到来,与古代自然主义艺术相应的东西才得以恢复,但不同之处在于浮雕总是呈现为低浮雕。对压模法产生影响的是奖章制造者,而并非是宝石加工者。西方制币业很少采用铸造法,除非是制作假币的那些人,在罗马帝国后的数百年间有大量造假币的铸模保存至今。铸造法在合法制币生产中的应用,仅限于铸造罗马共和国的大型青铜硬币,因为其制币尺寸和一些蛮族的品种系列(如早期凯尔特人的硬币)不同,难以用手工打制。
西方制币业的开端可追溯至公元前7世纪。当时,小亚细亚西部希腊众城邦的商人们已开始以贵重金属的小锭来进行储备,这样会比金块或金粉更便于贸易。虽然有些小锭带有商人自己的可以辨认的印记,但它们的重量或纯度并未标准化,所用金属通常为金银合金(边码484)。
小亚细亚的吕底亚王国盛产金矿,国王首次将狮子头作为徽章印在具有一定纯度和相当重量的金银锭上。这一革新牵涉到某些固定重量单位的使用,既方便也重要。在希腊,由于没有金矿,因而银被大量开采(边码1以后;边码43以后),用于制币。据传说,阿戈斯的国王菲敦(Pheidon,公元前7世纪)是埃伊纳岛的主宰,他开始在岛上铸造一定重量的银币,带有乌龟形的徽章,并规定这些银币可与当时国家通行的货币——铁条或铁戳——等值使用。德拉克马(drachma)和奥波勒斯(obol)作为希腊货币的基本单位,名称尚保留着铁币的遗迹,因为铁戳曾被叫作obeloi,dragma则指一把铁币,习惯上被视作与6个铁戳等值。
最早的、非标准化的金属锭在粗糙的铁砧上用铁制或坚硬的青铜冲头锤打,将其背面轻轻锤平。当在硬币正面制作易于辨识的图案时,就将它反刻在一块青铜或铁上,置入铁砧的凹陷处,金属的圆球被从上面锤打进铸模之内(图442)。最早的图案可能是使用雕花工具和一把好锤子加工而成的。把一块坚固的黄铜甚至软钢放在铁砧上,试着用雕花工具制作出凹面,必须使用刻刀(用它刻掉金属)。后来,希腊艺术家使用刮刀来软化或深化细节,为了制作精致的作品,他把钻头、刻刀以及形状不一的冲头等所有已知的设备都用上了(图443—445)。有证据表明,正面冲模或冲头有时会被用于制作模型。在这块坚硬金属的纹样上,无论硬币图案的全部或部分都要刻成正浮雕状,而非凹雕。这样能够制作出大量模型,全部非常相似——这一点至关重要,也正是大规模制币必须具备的。
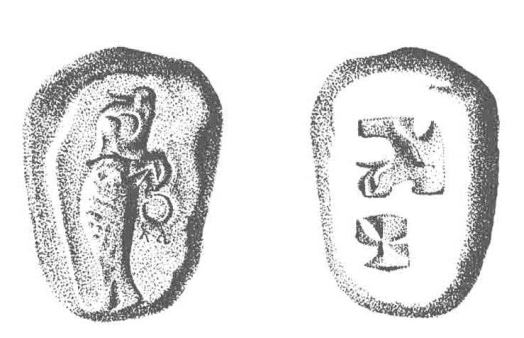
图442 福西亚的金银合金硬币,公元前7世纪。
图案是城市的纹章。另一面的印记就是冲头上的印记,冲头用于把金属的连珠浮雕图案压入模中。

图443 雅典的四德拉克马硬币,公元前4世纪。在用于商业流通的主要硬币中,保留古风是很常见的。边缘的切口是一个想确认硬币是否为银质的使用者留下的。

图444 巴克特里亚国王欧克拉提德斯(Eucratides,约公元前180—约前160)的四德拉克马硬币。肖像是亚历山大大帝的继承者们引入的。背面显示了拿着长矛和棕榈叶的狄俄斯库里(Dioscuri)。

图445 法国北部贝洛瓦西的金银币,公元前1世纪初。从马其顿国王腓力(Philip)的一枚硬币上复制。人物形象拙劣、夸张,比如此处所显示的阿波罗头上的头发,是异族硬币的典型特征。
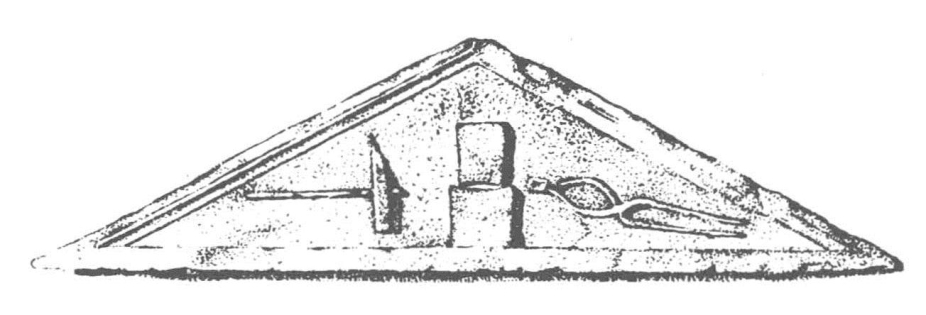
图446 罗马帝国时期一名制币者的工具。
在此浮雕中,上模似乎是方形的。出自一块墓碑,1世纪。
最早的硬币只有正面才有图案,反面只是带有冲头头部的印痕,冲头用来把金属圆形浮雕压入模内。到了公元前6世纪中期,硬币反面带有图案的风格开始流行。用手握住上部冲头,用锤子敲打,其头部即做成上模图案。上模叫作trussel,正好与下部的下模或砧内下模相对。最早的上模大概只是又粗又长的铁棍或铁钳,便于用手抓握使其位置固定。但是到了罗马帝国时期,它们可能是小圆锥体或者桶状物体(图447),被固定在铁块内,吸收锤击的外力,明显与某种机械设备相适应,以确保硬币两面的图案紧密关联。
两块模的使用寿命并不相同,因为上模比下模的磨损快得多,早期制币的许多缺陷出自制作和操作上模时遇到的困难。模具易于破碎,难以修复。如果上模没有准确地放在金属圆球和下模上,硬币的一部分将会无法模印纹样。如果没有准确垂直,倾斜的一边将会承受锤击的大部分力量,结果边缘会在重压之下开始退缩,模具的头部将变成凹形,这正好说明了为什么许多古代硬币略呈盘形凹陷或眼镜镜片形状。通过采用罗马帝国时期的小型模具,可以避免某些缺陷。
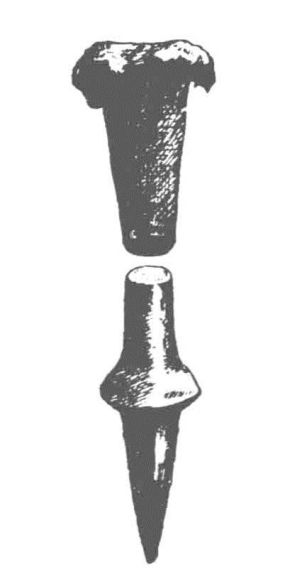
图447 上模和下模(砧)。
德国,16世纪。
一开始,铸造硬币的坯件或圆盘可能装在一块石板或焙烧过的泥板里,上面有十几个或二十多个小孔,深度达到使坯件厚度略超过硬币的程度,金属熔液可以浇入。为了便于取出坯件,石板或泥板上的凹陷必须下窄上宽。当在模板上刻一条连接孔穴的槽时,第二块平板用来完成一个两叶模板。一次浇铸时,所有孔穴均可充满,最后用凿子把铸件分开。早期制币业似乎很少努力生产真正圆形的硬币,在钱币上压印花边来防止造假的措施,似乎是无法想象的[3]。
在托勒密王朝的埃及,坯件的周边有时用车床来加工成圆形。这些硬币的一面或两面可以看到圆锥形凹陷,车床的尾座在这里顶住坯件,使其固定在卡盘上。旋转工具用手轻轻握着,切割意在裁掉最不规则的部分,有时也会换用锉刀。
如上所述,由于古代硬币的纹样多为高浮雕(图448),需要强大的力量来模印纹样。人们小心避免铸型在锤击时滑脱,如果需要多次锤击的话,还要避免它们因过热而损害其韧度。
罗马帝国灭亡后的数百年里,雕刻铸模和制币的古老传统在西欧基本消失,新的方法处理的是中世纪晚期又轻又薄的硬币。
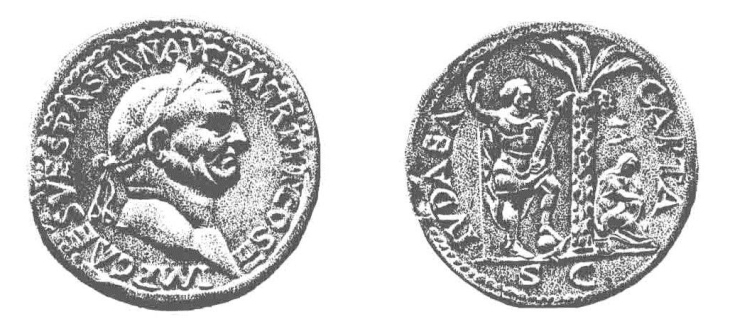
图448 韦斯巴芗(Vespaian)时期的塞斯特斯硬币,用以纪念在公元70年占领耶路撒冷。生动的自然主义人像绘制和宣传性的设计是罗马硬币的特色。

图449 梅勒制币厂所铸的查理大帝时期(768—814)的便士。字母花押就是那位国王的名号。

图450 那不勒斯国王安茹的查理(Charles of Anjou)时期(1266—1285)的意大利古币。
与古代相比,保存下来的中世纪模具数量要多一些,让我们有了更多的了解(图447)。下模短而底部带刺,以便使其插入用以支撑和固定的木块之中。中部较粗,用以防止插得太深(图453)。上模则包含一根铁棍,直径约1英寸,长度足以用手握住,使其位置固定。由于饱受不断的锤击,现存的上模的上端变得向外张开并弯曲。中世纪硬币的图案为低浮雕,所需的打击力与早先相比要小得多。同时期的实例表明,铸币一个人就可操作,他或立或坐,左手握住上模,右手用锤锤击(图451)。

图451 12世纪的一名铸币匠。出自诺曼底地区布切维尔的圣乔治教堂的一根柱子的柱顶。
在加洛林王朝时期(8—9世纪),模具主要是雕刻而成的传统工艺已经消失,设计上出现非常大的简化,并且开始出现巨大而显眼的字母(图449)。有限度的锤击可以形成直线、大小不同的月牙形和曲线、圆箍线、圆形浮雕、三角形等,从而组成图案和字母。当地制币厂雇用基本上未经训练的工人制作模具,工作倾向于简化。11—12世纪的法国硬币上,字母通常采用一小堆楔形冲头制成,图案与它想表示的字母仅仅是模糊相似(图452)。直到13世纪,这种状况才得到改进。当时,意大利的商业城市开始以自己货币的样式而自豪,封建诸侯们想出了一个主意,把金币用作展示家族纹章的工具。但是,使用冲头制作图案细部的传统仍在继续,弯曲的冲头用来制作头部正面的曲线,大概还有更精致的冲头用来制作诸如王冠或鸢尾花形纹章之类的图案。直到15世纪意大利文艺复兴时期,模具刻纹模仿古物的风格才变得非常普遍。制作模具的过程常常在硬币上留下痕迹,中央圆形浮雕可能就代表模具的低凹处,雕刻工在画出图案的周边时用圆规的脚尖来划分。为了确保图案的对称,他在模具上刻出的细线有时清晰可见。
图452 12世纪一枚法国硬币上的刻字(LUDOVICUS REX),可只用很少几个冲头制成。
原则上讲,硬币的图案由发行当局决定,但即便有指示的话,通常也是笼统的,细节的完成取决于雕刻家的艺术品位和技艺。有时各种版本要仔细地区分开来,例如中世纪晚期,硬币的某些标点、铸币厂印记、私人印记等细节将会被认真地指定和制版。偶尔我们会收集到某些君主对硬币设计非常关注的证据,那不勒斯国王安茹的查理(1266—1285在位)否定了美丽的意大利古币的第一版(图450),理由是字母拥挤不堪,且硬币的正反两面非常不匹配。
中世纪的硬币厚度极薄,与古代硬币相比尤其如此,因此坯件并非铸造,而是用剪切机将锤打得厚度基本均匀的金属片剪切而成。坯件通常被剪成圆形(图453),但有些地方的剪切匠为了节省剪切时间,以及省去重新熔炼废弃金属的成本和麻烦,把坯件大致剪成方形,然后通过去掉四角或者通过锤击来使中间部分的四周向外延伸,从而做到大致趋圆。硬币过薄有时表明每个模具的纹样均取自坯件,损坏了另一侧的图案。在德国的大部及其相邻的欧洲北部和东部,试图在硬币两面都打出图案的努力最终被迫放弃(12世纪),有大量薄硬币仅打击一面(图454)。这些硬币的工艺与当代珠宝匠的技术有许多相似之处,比常用的双面便士拥有更大面积的空间,使得制作更精美的纹样成为可能。
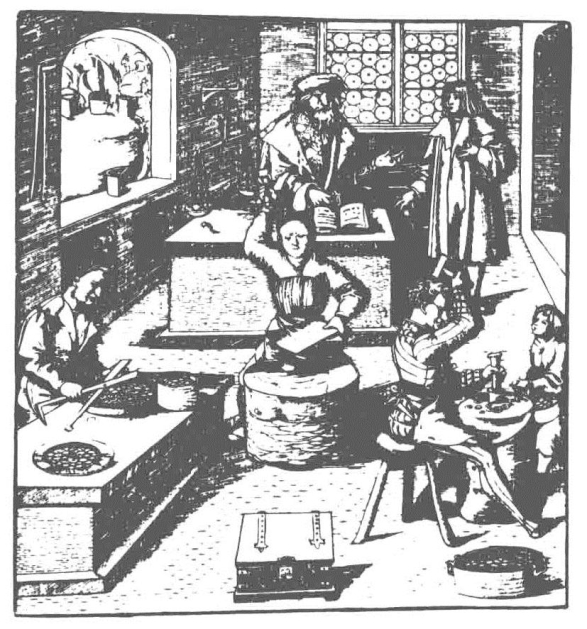
图453 一间德国铸币厂的内部。出自马克西米利安皇帝(Emperor Maximilian)自传手稿中的一幅16世纪初的绘画。
在古代和中世纪,希腊和罗马的工匠像早期的工匠一样,采用模具及雕有浮雕和凹雕的冲头来制作硬币和珠宝(第Ⅰ卷,边码648)。图455显示了一根青铜棒,每侧刻有图案不同的凹雕,包括马和玫瑰花饰。5—10世纪,北欧人习惯于在青铜块上刻出浮雕,纹样有武士、交连龙纹和装饰性花边,将印纹连同铅铸模一起使用以便重复印制。箔片上的纹样与萨顿胡兽角上的镀银镶嵌一样,通过挤压和锤击等相似的方法制成,萨顿胡头盔上的镀锡青铜板采用同样的方法打上印记。这种敲打低浮雕装饰的方法,被10世纪的特奥菲卢斯(边码351)说成是源自金箔制作。

图454 撒克逊公爵、“狮子”亨利(1142—1195)时仅敲打单面的硬币(苞片币)。
更为精美的设计在这些大而薄的硬币上要比在双面便士上更有可能,其中有许多是德国的罗马式艺术的杰作。
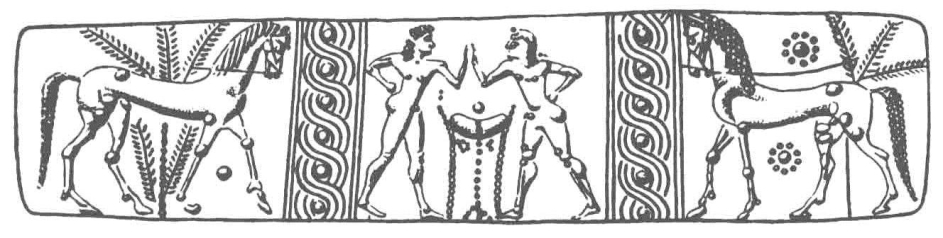
图455 科林斯压模。6世纪。
参考书目
Casson,S.“The Technique of Greek Coin Die.”in‘Transactions of the International Numismatic Congress,...London...,1936’(ed.by J.Allan,H.Mattingly and E.S.G.Robinson),pp.40-52.Quaritch,London.1938.
Fox,Shirley.“Die Making in the Twelfth Century.”Brit.numism.J.,6,191-6,1909.
Hill,G.F.“Ancient Methods of Coining.”Numism.Chron.,fifth series,2,1-42,1922.
Marçais,G.“Un coin monétaire almoravide du Musée Stephane Gsell.”Ann.Inst.Etud orient.,2,180-88,1936.
Milne,J.G.“Two Notes on Greek Dies.”Numism.Chron.,fifth series,2,43-48,1922.
Vermeule,C.C.‘Some Notes on Ancient Dies and Coining Methods.’Spink,London.1954.
[1]在嵌丝制品中,装饰物(珠宝或玻璃)被接合、粘贴或熔合在一个由金属丝线组成的网络中。盘丝可以焊在一个坚实的金属基体上,或者可以透光(这时这件制品就被称为“镂空的”)。在镶嵌珐琅制品中,要进行装饰的孔洞是在用镂刻或雕刻工具在金属基体上成形的。偶尔也用模铸的方法。
[2]即“开式褶边”。
[3]现代钱币上的压印花边是由锯齿或者钢箍内部压印形成的,硬币则在钢箍里冲压成形。