13.5 压花制品
“压花”这个术语通常指用锤子和冲头对金属片进行加工而制作出的装饰性制品。器表应该曲折变幻,以便从不同角度捕捉光线。装饰品的局部可能是低于其他部分的低浮雕,并渐次淡入,与背景融为一体。压花不应与底子截然分离,应与器身浑然一体,只不过其表面被锤打,能变幻光线——这是金属制品自身的装饰,而不是对金属制品的附加装饰。
器表翘起可以是最简单的一种,例如沙乌斯(法国)的细碗(图429)。一块平展的金属皮也可以用技艺纯熟的图案或花纹浮雕装饰,例如某些法国或意大利晚些时候的饰板。而且,主题可涉及纯线条制品,如著名的凯尔特“巴特西盾牌”(图422)。压花这个术语也可适用于孔克的圣富瓦(St Foy)人像,由一块金皮经锤打、冲压及雕凿制成圣像的头部及身体,然后用钉子钉在木芯上。有时人们也会制作更为精致的作品。例如,米兰圣安布罗斯教堂大祭坛正面就有浮雕状的人物板和嵌金属丝花纹珐琅镶边,均完成于835年之前。另一件同类型的重要作品是亨利二世(Emperor HenryⅡ)在1019年赠给巴塞尔大教堂的金制祭坛的正面,在印花镶边的建筑背景上装饰着高浮雕人物。
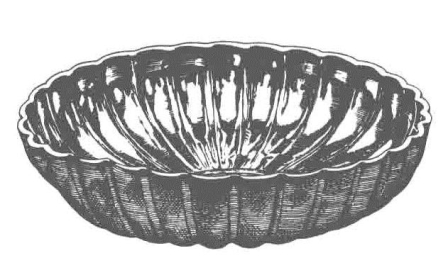
图429 罗马银碗。
出自法国埃纳省的沙乌斯。直径7.2英寸。
所有这些作品都体现了一个宗旨,那就是工匠通过明暗色调以及简单的线条与大的团块形成对比,从而制作出有趣的纹样。为了增强明暗色调的效果,工匠甚至会用凿子把原本平展的表面雕出许多小波纹,就像金斯林杯的器表一样(图版33)。这种雕凿的效果是,当观察者俯视树木的根茎时,光泽仿佛在表面上波动,十分耀眼迷人。
对压花制品而言,锤子的形状远不如其重量重要,尽管生产精细制品时通常使用直径大约1英寸的平头轻便小锤。工匠可能拥有数百件工具,然而只用其中二三十件就足以胜任大部分工作。这些工具包括绘图工具、凸饰工具和雕凿工具等三个基本类别。绘图工具是一系列宽度不一的钝头凿子,用来大致形成或产生一个窄槽。凸饰工具的形状各异、大小不一,但都有一个圆圆的工作面,用来做出从底子突起的凸饰。雕凿工具同样也是形状各异、大小不一,但通常它们的工作面平展、光滑,虽然其刃部可能有点圆。
除了上述三类主要的冲压工具之外,压花工匠还会用到成套的数字和字母冲头、产生不同纹理的褪光工具,以及环纹和星纹冲头等。在制作压花或雕凿金属时,通常用粗糙的木头托盘来支撑,盘深1英寸,里面盛满沥青。有时用半球形铁碗,直径9英寸、厚1/2英寸,内盛沥青,重达20磅,放在皮环或盘绳上,可以颠倒或随意倾斜,但能保持稳定。碗的重量非常重要,因为如果太轻,在制作过程当中它可能会左右摇晃。

图430 克里特岛得洛斯“几何形”神庙发现的斯菲雷拉顿工艺制成的人像。约公元前750年。
在希腊化的地区,除了小型铸件以外,最早的金属人像都用铜皮或青铜皮制成,并固定在木头支架上。后来的斯菲雷拉顿(sphyrelaton)制品用金属皮锤打、雕凿成形,并用钉子或铆钉联接。这些作品很少幸存下来,但是在克里特岛得洛斯“几何形”神庙的圣坛(图430)发现了其中的三件(约公元前750年),分别是一男二女三个人像。两位女性人像身着朴素的筒裙,前部铆住,身材微具立体感,双臂下垂,铆缝清晰可见,主体部分经锤打而成,犹如中世纪的铠甲。男子人像手臂离身,肘部弯曲。三个人像的头部都只作很少的加工,女子人像的头发可能是用凿子在沥青上加工而成的,所有的手和脚都已经缺失了。据说,采用这种技术制成的金器大多出自伊特鲁里亚遗址。
在希腊及其殖民地,许多如真人般大小或者更大的人像均采用这种技术制成。两个最著名的古代人像,即雅典帕台农神庙的雅典娜女神像和奥林匹亚神庙的宙斯像,均出自希腊最杰出的艺术家菲狄亚斯(Phidias)的手笔,用象牙和黄金制作。他们的衣饰用金片锤制而成,可从框架上卸下。此类中最大的雕像当推罗得岛的巨像(建于公元前292—前280),是太阳神赫利俄斯(Helios)的人体立像,全身裸露,肩披从左臂垂至地面。它高达120英尺,距码头有200英尺之遥,青铜板内置3根石柱支撑,石柱外由厚重的铁杆加固。建成50—60年之后,赫利俄斯像在一次地震中被震倒在地,膝部变形,身体上部折断,头部与肩部倒在地上。尽管处于倒坍状态,在近千年之内,这座巨像依然是世界奇迹之一,直到653年被撒拉森人彻底摧毁。
切尔托姆雷克花瓶(图431)与许多精致的金质装饰品一起出土于俄罗斯南部第聂伯河附近的一座大型古墓。花瓶高约28英寸,是爱奥尼亚希腊银匠制品中幸存下来的精品,他们富有的统治者当时与邻族希徐亚人交往频繁,希腊化晚期艺术也尚未开始衰落。与花瓶一起出土的还有一件精美的弓套(图432),以精美的人像而著称,由一块长约16英寸的金片制成凸纹,自如的手法表明了对三维浮雕的真正理解。工匠们也许有能力使这件半成品达到锡里斯青铜器(图433)的水平,但由于某种原因,最后的雕琢从未开始,许多纹样仅是初步加工。

图431 出自南俄罗斯的切尔托姆雷克的银花瓶。
希腊作品,约公元前400年。
在都柏林博物馆有一件早期铁器时代的金发环,金匠试图在表面模仿精细颗粒的效果,可惜缺乏必要的焊接技能(第Ⅰ卷,边码657—658)。在一块很薄的金片下面,他用圆规画出大约50个同心圆,宽约10毫米,每个圆只比下一个圆大0.2毫米。圆圈由无数圆点组成,这是因为金匠把圆规的一个点固定在金片上,从而使金片的另一侧形成一个小凸起。他沿着0.2毫米的间距移动圆规,然后形成第二个小凸起、第三个小凸起,依次类推。他从圆圈到圆圈,不断移动圆规,直到整个面布满圆点。数以千计的小凸起使得金器表面如同开满了花朵,金匠正是用这样的金片来制作发环。
到公元前5世纪初,希腊工匠像早先的亚述人一样开始制作青铜盔甲,直接用青铜锭锤制成胸甲、胫甲以及其他装备,青铜锭也可能是由他自己铸造的。铁匠不需要木头或其他材质的模子去使他的制品成形,但他必须是一个熟练的锤工,可以把一块金属片随意锤打成所需的造型,并能很好地装饰它。晚些时期用金属片锤打成的盔甲采用凸纹装饰,它的质量后人从未能够逾越(图433)。
在公元肇始前的几个世纪里,波斯人制作的某些银盘和银碗清晰地展示出压花技术的发展历程。它们的装饰纹样通常为人物和动物,用银片锤打出浮雕纹样,然后裁掉底子。彼此独立的人物或动物排列在厚厚的银碗或银盘上,边缘被锤打或锉平,从而与作品本身浑然一体、天衣无缝。接下来,在其周边刮出轮廓,并使之凹进去,人物或动物的边缘就会在其所处的位置上陷入器表的下方,然后用刻刀在金属周边向内、向下加工,使其紧紧咬合住凸纹镶嵌的边缘。就这样,人物或动物图案以高浮雕的形式矗立在光滑平展的底子之上。(https://www.daowen.com)
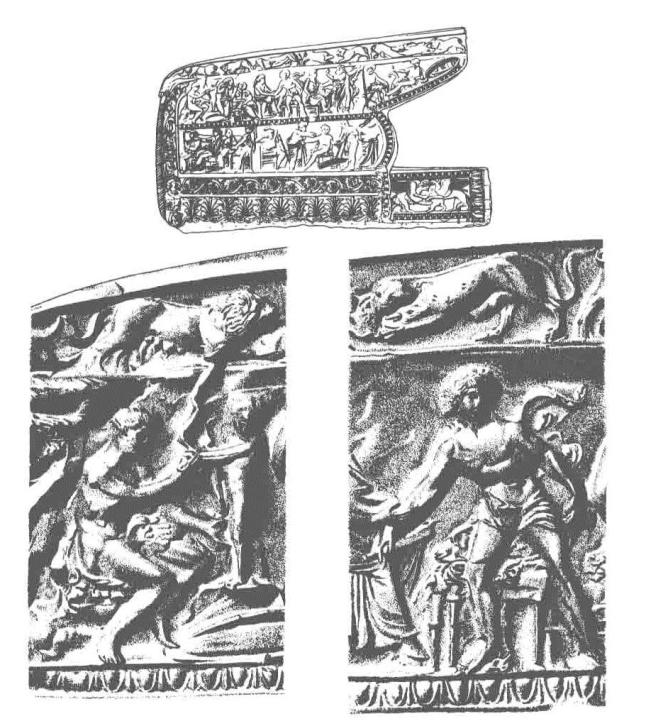
图432 (上)切尔托姆雷克的金制弓形盒,希腊作品。约公元前2世纪。(下)压花工艺的细部。

图433 发现于南意大利锡里斯河附近的青铜盔甲肩部的一块,展示出非常好的压花工艺。公元前4世纪。高7英寸。
在作为金匠工艺杰作之一的塔拉胸针上,可以看到比例协调、线条优雅的金属铸件与其精美装饰的完美结合,以及多种工艺的应用。金属丝板是焊接在压花金底之上的华丽的金属丝制品,上面装饰着珐琅、雕刻、乌银镶嵌、琥珀以及模制玻璃(图434)。
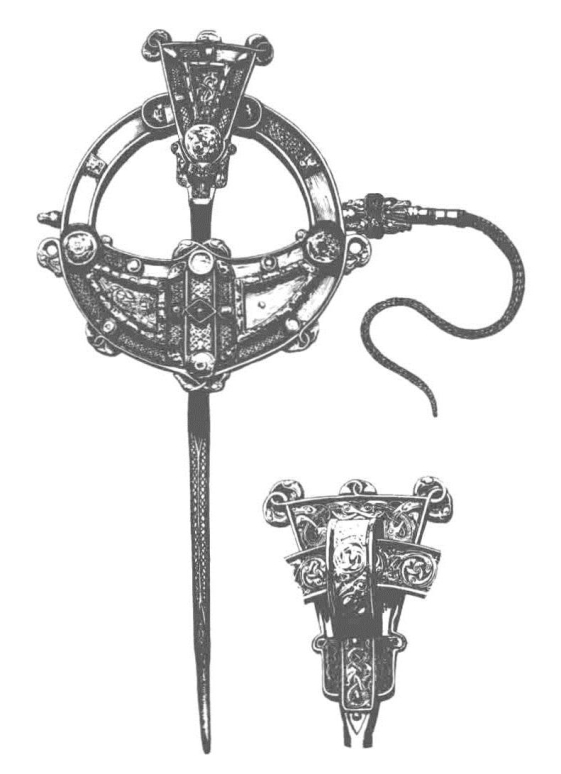
图434 塔拉胸针。出自米斯郡德罗赫兰附近的贝蒂斯镇,9世纪的爱尔兰作品。(小图)作品的细部。
都柏林阿达高脚杯(图版32A)堪称金属工艺最高成就的代表作之一,大概世界上没有任何作品能像它一样将多种不同的工艺如此熟练、巧妙地结合在一起。这个高脚杯用银与镀金青铜、珐琅、水晶和琥珀制成,在压花上装饰了繁缛的金丝和珠丝,柄部和支座镀有金和青铜,雕刻着繁缛的交连纹样。它的足部是银制的珐琅板以及青铜与金的透雕板,其下为云母板,还有金丝带,用银、铜和金制作,底子为玻璃和琥珀的交连纹样,以及以珐琅为底子的透雕银浮雕。它是9世纪的经典之作,大概比塔拉胸针的年代要早些。
产自挪威北欧海盗时期的斯纳特摩剑的柄部(图435)为银制压花和雕刻工艺。它可与另一柄出自洛雷斯坦的剑(现藏大英博物馆)的精美剑柄相媲美,那把剑的年代属于公元前第一个千年初。
法国西南部孔克的圣富瓦金像似乎由10世纪中叶的教堂作坊生产。殉教圣徒像坐在镀银基座上,由钉在木芯上的金片制成,以金属丝装点的带状配饰为底,衣袍上布满了数不清的珠宝。面部锤打成压花金面,并有点状珠丝装饰,双目为蓝、白色的珐琅,头发为压花金饰。头冠由彼此连接的板组成,上面带有拱和鸢尾花形纹章。在珠丝装饰的配带上布满珠宝,且有带蓝、白、绿色的嵌金属丝花纹的金珐琅。足部和垫子均为皮制。基座镀银,在金属丝镶嵌的周边带有4个大型水晶球和珠宝。金像的四周和背部装饰着由等臂十字架组成的透雕满花,这是当时常见的纹样。都柏林圣帕特里克铁钟圣坛(图436)有一个青铜板做成的基座,装饰着带有金丝饰品镶板、透雕镀金青铜工艺品以及磨光而没有刻面的石头。它的顶部装饰着银质和珐琅制成的精美动物纹样,背部有透雕的菱形十字架,四周刻着铭文。

图435 发现于挪威斯纳特摩的带有银凸纹工艺剑鞘的剑。约600年。

图436 圣帕特里克铁钟圣坛,爱尔兰作品。约1100年。高11英寸。
(下)冲压青铜器与金丝工艺的细部。