鉴定点21 万向传动装置的检修
一、鉴定题目 万向传动装置的检修
二、鉴定重点
十字轴万向传动装置的检修方法。
三、鉴定准备工作
十字轴万向传动装置一根,汽车维修工具一套。
四、技术标准
技术标准见操作方法。
五、操作方法
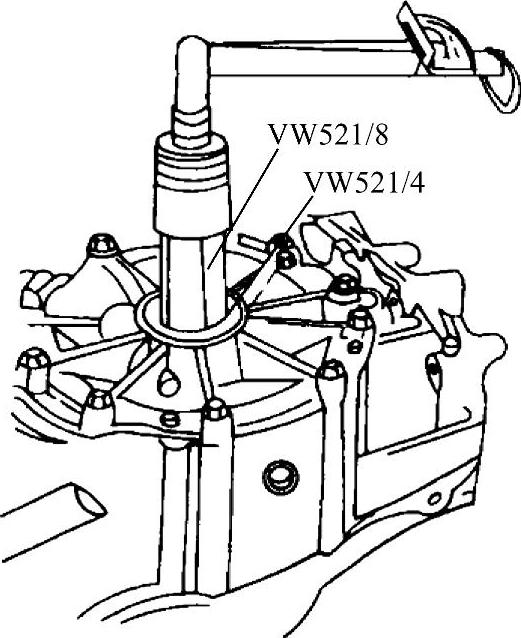
图3-220 安装专用工具和扭力扳手
步骤1 十字轴式万向节的检修。
1)检查十字轴轴颈表面,若有金属剥落、明显凹陷或滚针压痕,均应更换十字轴。若十字轴轴颈表面有轻微剥落现象,可用磨石打光后继续使用。
2)滚针轴承油封失效,或滚针断裂、缺针时,应更换滚针轴承。
3)检查万向节十字轴与滚针轴承的配合间隙。检查时,将十字轴夹在台虎钳上,将滚针轴承壳套在十字轴颈上,使百分表抵住轴承壳外表面最高点,用手上下推动滚针轴承壳,百分表指针指示变化值即为该轴承与十字轴配合的间隙值,如图3-221所示。万向节轴承的径向间隙使用极限为0.250mm。当万向节轴承径向间隙超过规定极限时,应更换万向节轴承。
步骤2 传动轴及伸缩套的检修。
(1)检修中间传动轴、主传动轴弯曲度 可利用万向节叉和花键轴上的中心孔,将两端用顶尖顶起来,用百分表测量轴管外圆的径向圆跳动误差。也可以将轴管两端用V形架支起来,用百分表测量轴管外圆的径向圆跳动误差,如图3-222所示。轴管全长径向全跳动误差极限为1.50mm。当传动轴的弯曲程度超过规定时,可在压力机上冷压校直。
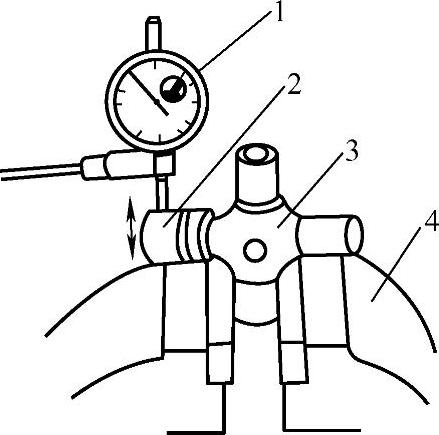
图3-221 检查万向节轴承与十字轴的配合间隙
1—百分表 2—万向节轴承 3—十字轴 4—台虎钳(https://www.daowen.com)
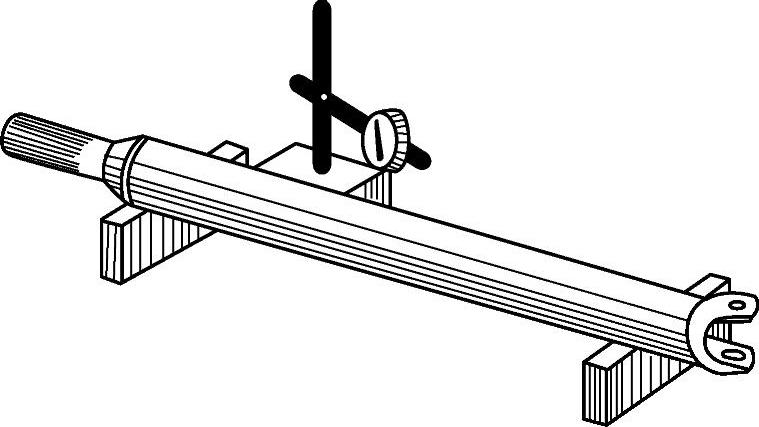
图3-222 检查中间传动轴、主传动轴的弯曲度
(2)检修传动轴花键轴、伸缩套 传动轴花键轴、伸缩套的主要损伤是花键齿磨损或横向裂纹。键齿磨损主要表现在配合副配合侧隙增大。该配合副配合侧隙的检查方法如图3-223所示。把伸缩套夹持在台虎钳上,将花键轴按装配标记插入伸缩套,并使部分花键露在外面,转动花键轴,用百分表测出花键侧面的读数变化值。配合侧隙使用极限为0.40mm。若配合侧隙超过规定值或花键齿宽磨损量超过0.20mm,根据实际情况,可换用新件或采用局部更换法进行修复。
(3)检修传动轴中间支承轴承轴颈磨损 传动轴中间支承轴承轴颈与轴承的配合应符合要求,间隙最大不得超过0.015mm,当传动轴中间支承轴颈处磨损量超过规定值时,根据情况可采用堆焊等方法修复至标准尺寸或予以更换。
步骤3 传动轴中间支承轴承及支架的检修。
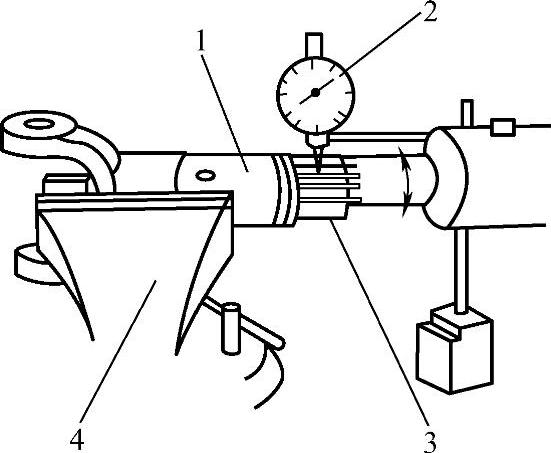
图3-223 检查传动轴花键轴与花键套的配合间隙
1—伸缩套 2—百分表 3—花键轴 4—台虎钳
1)轴承的检查。若发现轴承滚子、滚道上有烧蚀、金属剥落等现象,应更换轴承;将轴承拿在手上进行空转,观察轴承转动是否轻便灵活。
检查轴承的径向间隙,方法如图3-224所示。将轴承放在平板上,使百分表的测头抵住轴承外座圈,然后一只手把轴承内圈压紧,另一只手推动轴承外圈,此时百分表上指针指数即为轴承的径向间隙。
检查轴承的轴向间隙,方法如图3-225所示。将轴承外圈放在两垫块上并使轴承内圈悬空,再在轴承内圈上放一块平铁板,然后将百分表测头抵住平铁板中央,上下推动轴承内圈,此时百分表指针指数即为该轴承的轴向间隙。中间支承轴承间隙的使用极限为0.50mm。若中间支承轴承的轴向间隙或径向间隙过大,则应更换轴承。
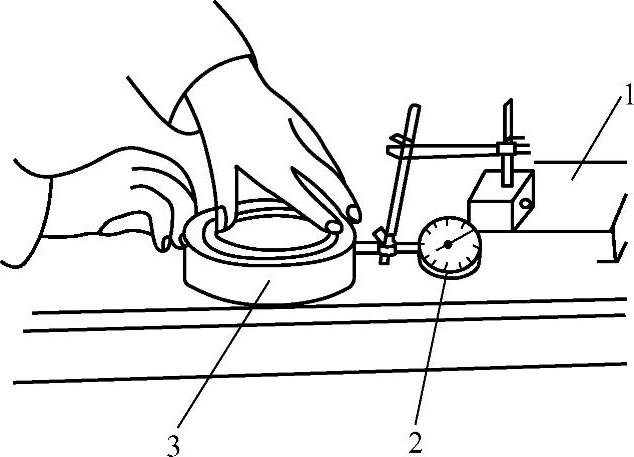
图3-224 测量轴承径向间隙
1—检验平台 2—百分表 3—轴承
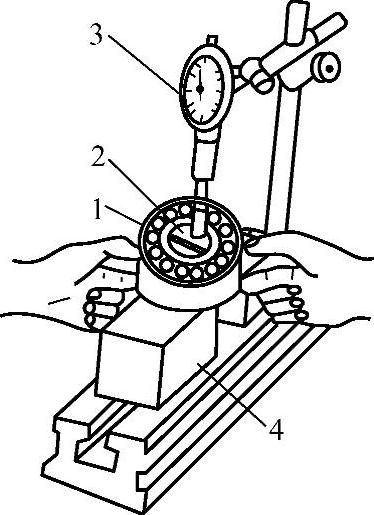
图3-225 测量轴承轴向间隙
1—轴承 2—平铁板 3—百分表 4—垫块
2)检查中间支承轴承座内表面的磨损情况,磨损深度大于0.05mm时,应予以更换。
3)检查前后油封盖是否磨损,支架是否裂损,橡胶垫环有无腐蚀老化现象,视需要予以更换或修复。