1.6.2 紧固件横向振动试验夹具和垫圈尺寸
1.试验条件
螺栓类外螺纹零件的最小长度应满足下述要求:
d≤M12 lmin=25mm
d>M12 lmin=50mm
本标准适用的试验频率范围为10~50Hz,横向位移从0至±2mm。
2.试验原理
试验在紧固件横向振动试验机上进行。将被试紧固件拧紧在试验装置上,使之产生一定的夹紧力。借助于试验机在被夹紧的两金属板之间产生的交变横向位移,使连接松动,导致夹紧力减小,甚至完全丧失。连续记录夹紧力的瞬时值,根据记录数据的对比可以判定紧固件的防松性能。在试验过程中,夹紧力减小得越慢,防松性能越好;反之,夹紧力减小得越快,防松性能越差。
3.试验设备和仪器
(1)构成本试验的设备和仪器的构成框图如图1.6-4所示。

图1.6-4 试验设备和仪器图
(2)振动试验机本试验所用振动试验机应能满足试验频率和试验振幅的要求,横向振动波形应为正弦波。
(3)设备精度
①夹紧力测量误差应在±3%以内。
②横向力测量误差应在±3%以内。
③横向位移测量误差应在±1%以内。
4.试验条件
为了使试验结果具有可比性,应选择相同的试验条件。
(1)环境条件试验应在常温、常压、清洁的环境中进行。
(2)润滑在装夹试件时,应在螺纹及支承面上填加润滑剂,以免产生划伤螺纹和支承面或因摩擦热产生焊死现象,影响试验结果的准确性。
(3)试验频率和自由状态下的振幅试验频率按实际使用频率或试验要求确定。如果不能提出,推荐采用12.5Hz;自由状态(夹紧力为零)下的振幅应保证螺栓试件不受剪切力。
(4)试验预夹紧力试验预夹紧力按试验要求或试件的工作夹紧力确定。
(5)试件数量每组试件的数量按试验要求确定。一般情况下,最少取10件,如果在试验中发现振动特性、安装或拆卸力矩等方面有较大差异时,则应补加15件。
5.试验程序
(1)试件准备如无特殊要求,对于从产品中抽取的试件一般不需进行任何加工。
(2)试验机调整
①按使用说明书要求接好电路,确认无误后接通电源。
②在空载条件下开动试验机,调节调速旋钮,使之达到预定的频率(转速)。
③松开偏心轮锁紧螺钉,调整偏心量使之达到相应的预定振幅值。
(3)装夹试件将被试零件装夹在试验装置上,用扭矩扳手拧紧到预定的夹紧力,记录下原始数据。
(4)开机按下振动试验机起动按钮,试验开始,观察显示仪表至夹紧力丧失到预定数值或达到一定振动次数时停机,连续记录夹紧力,并记录停机时的拆卸力矩。
6.试验分析
图1.6-5是振动试验中夹紧力的变化曲线示例,横坐标代表时间(或振动次数),纵坐标代表夹紧力。它描述试验过程中夹紧力的变化过程,可以用对比曲线形状或进行数据处理后判定防松性能。
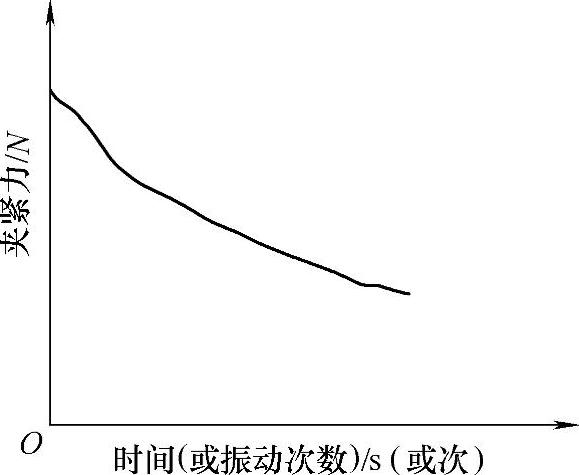
图1.6-5 振动试验中夹紧力的变化曲线