1.6.5 紧固件机械性能——检查氢脆用预载荷试验平行支承面法
1.术语和定义
(1)氢脆敏感性由于钢紧固件中存在游离的氢,在承受相应等级的拉应力,并(或)处于不利的服役条件下,钢紧固件表现出一种脆性破坏特性。
注:1.如果氢脆敏感性增大,则说明可引起脆性破坏的游离氢的含量明显增多。
2.在制造工序之后,甚至经过镀后的热处理(烘烤),也不会降低氢脆的敏感性,或者变得不敏感。
(2)氢脆倾向如果紧固件由对氢脆敏感的钢制成,并已吸收了氢,则其破坏倾向就会增大。
注:如果在相应的工序中提供的氢达到最低程度,并(或)在镀后进行了适当的热处理(烘烤),使氢从钢中释放出来,且不再逆向地再将氢吸入钢中,则氢脆倾向会减小。
(3)生产批同一标记(包括产品等级、性能等级和规格)的,用同一炉的棒材、线材、丝材或板材制造的,在整个连续周期内采用相同或类似工艺并经过相同的热处理和(或)涂覆工艺的紧固件的数量。
相同的热处理或涂覆工艺:对连续生产,即表示采用相同的处理循环而无任何改动;对非连续生产,即表示对相同、相邻的制造批采用相同的处理循环。
注:从技术角度考虑,一个生产批可分成若干个制造批,然后再合并成同一个生产批。
(4)制造批同时在一起制造的属于同一生产批的紧固件的数量。
2.方法
预载荷试验应在适当的试验夹具上进行。紧固件承受的应力应在其屈服点以内,或者处在破坏扭矩的范围内。扭矩既可通过匹配螺母(或螺栓)施加,也可通过转动攻有螺纹的钢板施加,见图1.6-16、图1.6-17。可保证相应紧固件所需应力能处于其屈服点内,或破坏扭矩范围内的其他加载方法和夹具,也允许采用。
该应力或扭矩应至少保持48h以上。每隔24h应将紧固件再拧紧到初始应力或扭矩,同时检查紧固件是否因氢脆已发生破坏。
3.试验夹具
根据紧固件的不同类型,应使用不同的试验夹具。
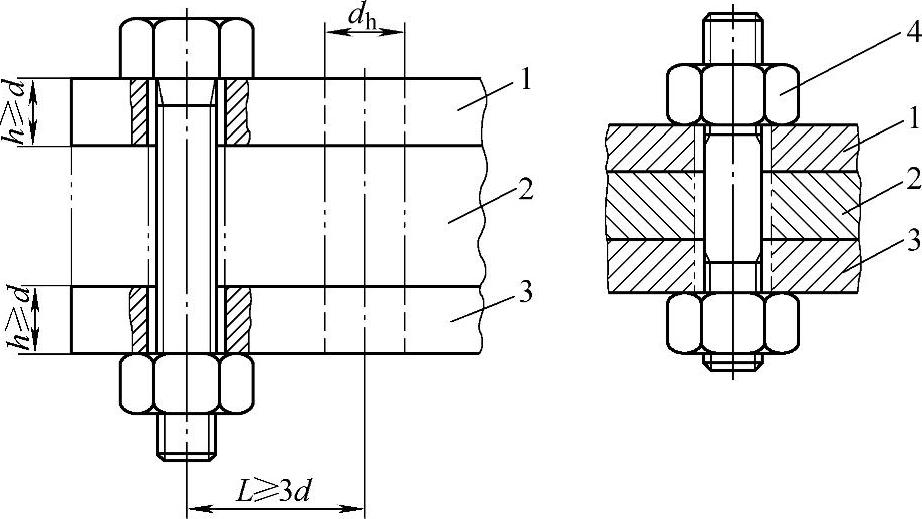
图1.6-16 螺栓、螺钉和螺柱用试验夹具
1—上压板 2—垫板(用于长螺栓、螺钉或螺柱) 3—下压板 4—当“头部”用的螺母
对于螺栓、螺钉和螺柱应使用两面平行的淬硬钢板,钢板上制有垂直于板面的一个或多个孔的夹具,见图1.6-16。
螺栓、螺钉和螺柱的试验夹具包括一块上压板和一块下压板,见图1.6-16。上、下压板的最低硬度应为45HRC。支承面应经磨削,其表面粗糙度Ra值应不超过8μm。每块钢板的厚度应≥1d(d—螺纹公称直径)。通孔直径dh按GB/T 5277精装配的规定,且不能倒圆。各通孔间的距离(L)应≥3d。
试验时,应保证至少有1d长度的未旋合螺纹承受应力,且不能有5扣以上的完整螺纹伸出螺母。为达到这些要求,可将一块或多块带平行平面且经表面磨削的钢板用做垫板。该垫板可以用其他钢制造,也可与上、下压板的硬度不同。
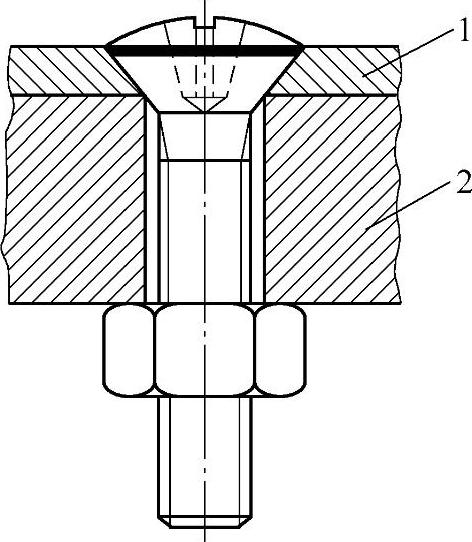
图1.6-17 没有平支承面的螺栓和螺钉用的试验夹具
1—带沉孔的上压板 2—下压板
将匹配的螺母拧紧,对螺栓、螺钉和螺柱进行预载荷试验。对螺柱或螺杆,应在压板两边都使用螺母。当螺柱两端螺距不同时,细牙螺纹端的螺母应视为“头部”。用手将当“头部”用的螺母拧紧到螺纹末端。
对于L<2.5d的短螺钉,只用一块带有预制螺纹孔的钢,而用螺钉头拧紧。钢板的性能应与上压板的相同。
对于没有平支承面的螺栓和螺钉(如沉头螺钉和吊环螺钉),应在其头下放一适当的上压板或垫圈,如图1.6-17所示。