第一节 概述
挤压液压机主要用于生产有色金属和黑色金属的各种管、棒、型材和线材,可以挤出各种截面形状的材料,包括复杂的带筋壁板,如图1-6-1所示。
用于挤压的有色金属有铜及铜合金、铝及铝、镁合金等。铝和铝合金的挤压型材是良好的建筑结构材料,用于制造门、窗及顶蓬等;铜及铜合金的挤压制品则广泛用于各种管道及装饰,因此,随着近年房地产业的迅猛发展,也极大地促进了挤压工艺生产。
在现代化的航空和航天工业及交通运输工业中,采用了许多铝、铝合金及铝镁合金的各种挤压制品。
挤压工艺分为正挤压和反挤压。正挤压时金属流动方向和挤压轴运动方向一致,如图1-6-2a所示,而反挤压时两者方向相反,如图1-6-2b所示。
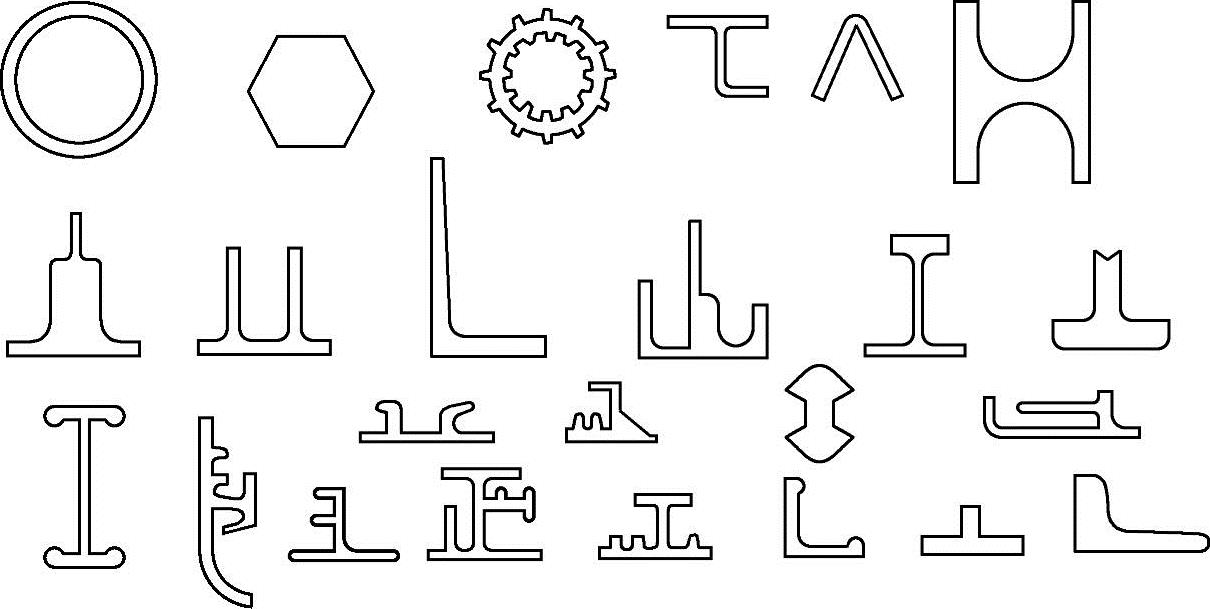
图1-6-1 挤压件的各种截面形状
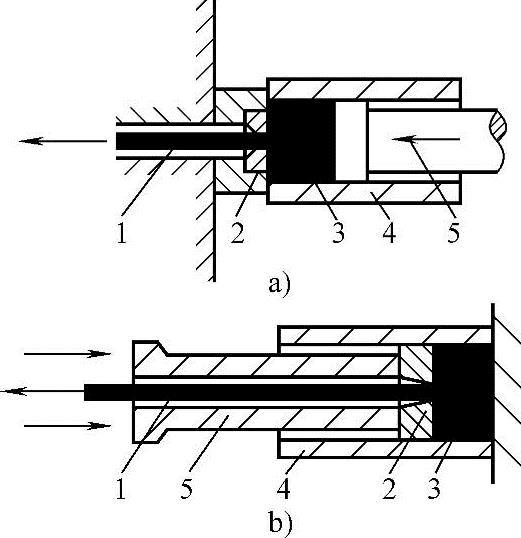
图1-6-2 正挤压和反挤压
1—挤压件 2—凹模 3—锭子 4—挤压筒 5—挤压轴
正挤压时由于锭子和挤压筒之间存在摩擦力,所以挤压力要比反挤压大30%左右。但是反挤压时由于锭子表面缺陷挤入挤压件,因此表面质量不太好。
通过挤压可以获得实心挤压件,也可以通过采用穿孔针获得空心挤压件,如各种管材。图1-6-3分别表示挤压实心件与空心件的示意图。
挤压实心件的工艺过程大致可分为以下几个阶段:
(1)送料 在挤压工艺开始前,先把锭坯送入挤压机中心线位置,由挤压轴将之推入挤压筒,再将挤压垫送入,并由挤压轴推入挤压筒。
(2)填充挤压阶段 挤压轴前进,使锭坯充满挤压筒,当有少量金属流入挤压模口时,填充阶段结束,如图1-6-4所示。
(3)突破挤压阶段 被挤金属开始从模口流出时,挤压力上升到最大值,随之挤压力曲线出现拐点,如图1-6-5所示。
(4)稳定挤压阶段 金属大量从模具孔中连续稳定流出,随着锭坯长度的缩短,摩擦力降低,挤压力逐渐下降。
(5)挤压工序终了 挤压终了时,在挤压筒内剩下薄的一层压余,此时变形抗力增大,挤压力略有回升。(https://www.daowen.com)
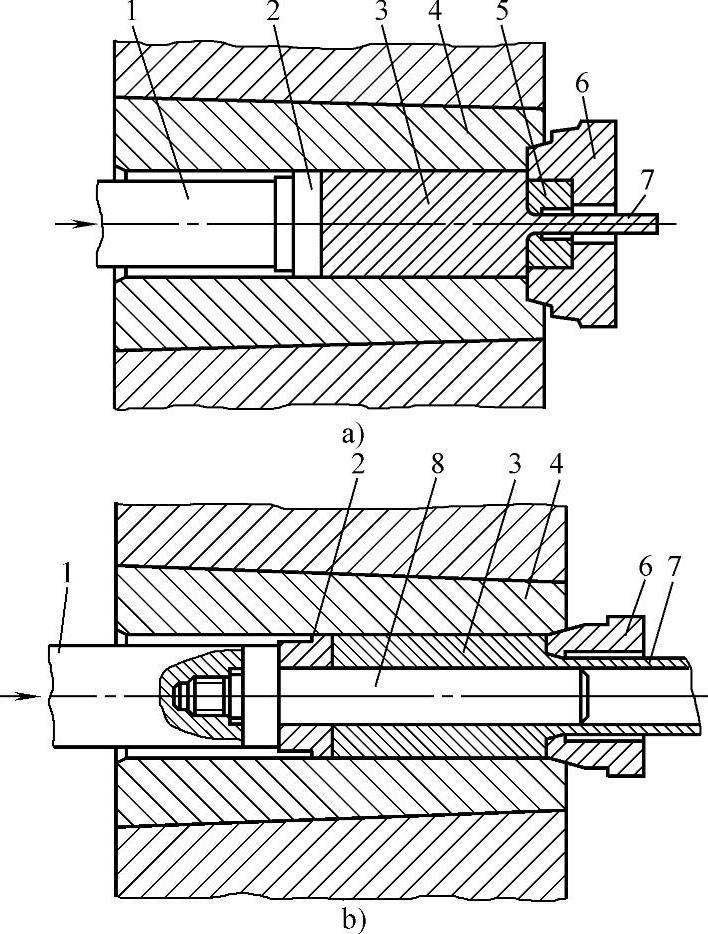
图1-6-3 挤压实心件与空心件
a)挤压实心件 b)挤压空心件
1—挤压轴 2—挤压垫 3—锭坯 4—挤压筒内衬 5—挤压模 6—模座 7—挤压制品 8—穿孔针
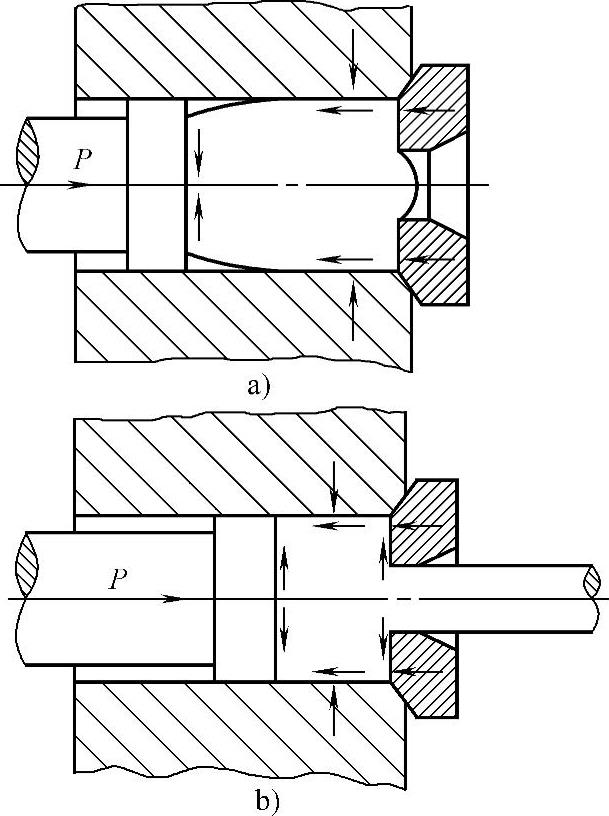
图1-6-4 填充阶段与稳定挤压阶段
a)填充挤压开始 b)突破挤压后进入稳定挤压
(6)分离挤压制品与压余
(7)分离挤压垫与压余
挤压空心件时,则需有穿孔系统的工作。在填充挤压结束时,挤压轴稍许后退,穿孔针前进,开始穿孔。穿孔力随着很快上升到稳定穿孔阶段,之后,随着摩擦力的增加,穿孔力进一步加大,如图1-6-6所示。当到达模具表面一定距离时,穿孔针前端的金属已无需穿孔,而处于被模具孔剪断的状态,穿孔力逐渐降低,直至将穿孔“塞头”剪断,并从模孔中推出。
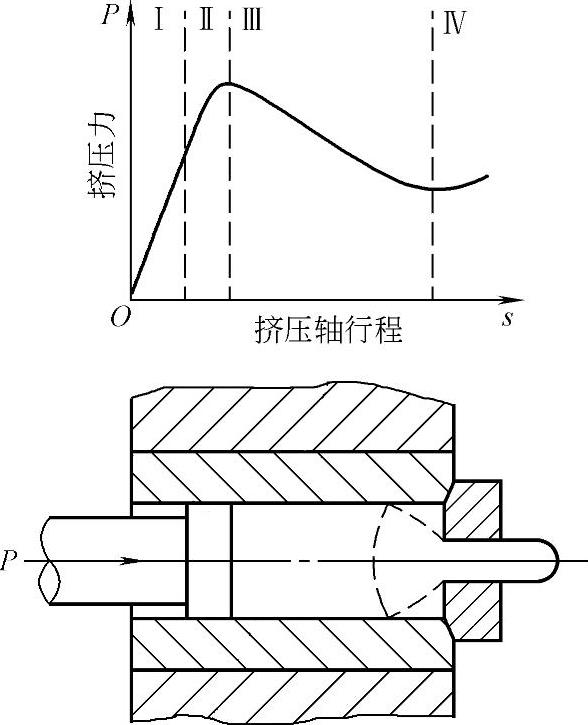
图1-6-5 挤压力变化曲线
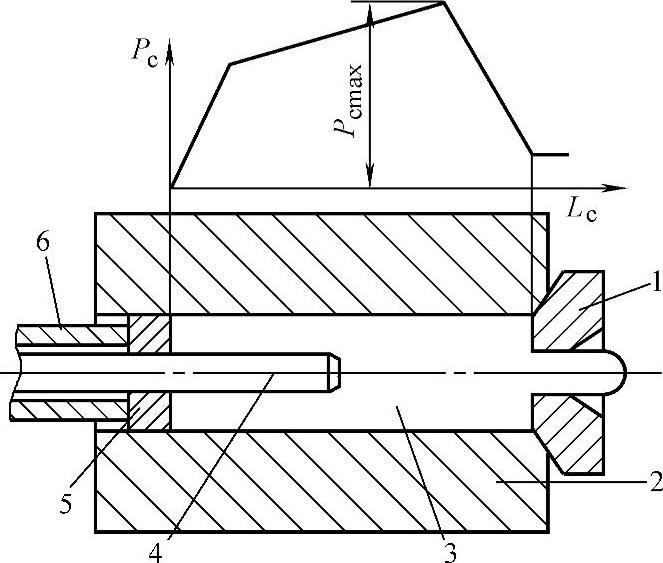
图1-6-6 穿孔力变化曲线
1—凹模 2—挤压筒 3—锭坯 4—穿孔针 5—挤压垫 6—挤压轴
挤压机分为立式和卧式,立式多为小型,目前大、中型挤压机多为卧式。又分为单动与双动,没有穿孔系统的为单动,主要用于挤压实心件,结构简单,也可利用舌形模来挤压空心件;双动的则带有穿孔系统,是目前大、中型挤压机的主要形式。