液压胀形力的控制
2026年01月15日
四
、液压胀形力的控制
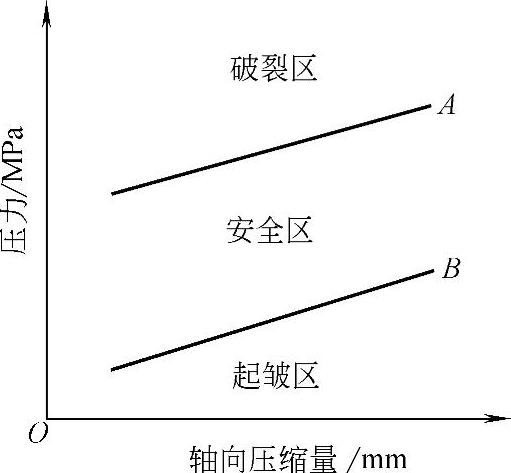
在液压胀形过程中,胀形力的控制是个关键因素,即须很好地控制胀形用的超高压液体的压力。不同的材料和不同规格管材在成形T形管件(三通管件)时都有一个稳定成形区(安全区),如图1-9-10所示。胀形用液体压力只有在图中的安全区内,才能生产出合格的工件。若压力低于B线,工件会起皱;若高于A线,则工件会破裂。
 (https://www.daowen.com)
(https://www.daowen.com)
图1-9-10 胀形T形件胀形液压与工件质量示意图
由于在胀形过程中,胀形力是不断变化的,随着轴向压缩的进行,胀形内压不断升高,如不及时修正和调整,可能造成支管破裂。特别是对于低强度的薄壁铜管件。
对于胀形液体压力小于31.5MPa的情况,如胀形薄壁铜管件,可在胀形液压回路上,安装灵敏度高的溢流阀,但要注意排液也不能太快,以免胀形液压突然下降过多,导致工件起皱。对于胀形液体压力在200MPa的超高压范围,即需通过增压器增压时,可在增压器之前的初级液压回路中安装溢流阀或电磁比例阀,在胀形液压超过图1-9-10的A线时,立即溢流,这对于胀形不锈钢、碳钢、钛合金或厚壁T形管件时十分有效。