CNC冲压设备的控制系统
CNC冲压设备控制系统的基本原理如图6-9-1所示。
控制系统主要由以下几部分组成:
(1)给定部分 根据被加工零件的加工要求,输入相应的给定值。
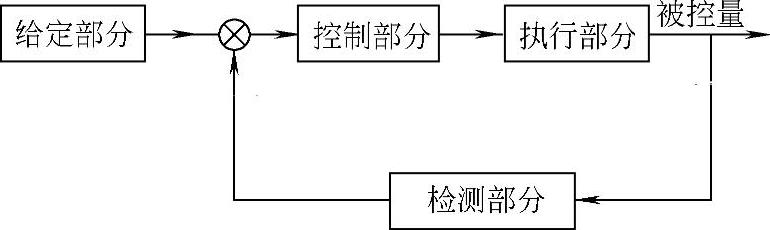
图6-9-1 CNC冲压设备控制原理框图
(2)检测部分 通过检测传感器,将被控制量转换为模拟量信号或数字量信号,该信号作为反馈量输入到计算机,与给定值进行比较。
(3)控制部分 计算机将检测值与给定值进行比较,然后按已定的控制规律和方法,发出相关的控制信号。
(4)执行部分 控制信号经功率放大后推动执行元件(如电动机、液压缸、阀等),改变和调节被控制量,使之与给定值相适应。
计算机数字控制(CNC)的主要优点是:可靠性高,控制灵活,在硬件不变的情况下,只需更换不同的软件,就可以加工出不同规格的板料零件,以实现板料加工的柔性化;同时,计算机与板件柔性制造系统的控制网络相连接,接受系统控制单元计算机的控制指令和反馈工作状态信息,参与整个生产过程的管理、生产调度和对产品的检测等,使板件柔性制造生产线具有很高的生产率和自动化程度。
图6-9-2所示为CNC数控步冲压力机的计算机控制系统的原理框图,由CPU模块、存储器模块、进给系统(2轴X、Y方向)闭环控制模块、开关量输入输出模块(启停、定位、压力、显示等控制)、网络连接模块等组成,所有模块插入计算机总线槽中,构成数控步冲压力机控制系统。控制系统各组成部分的选用如下:
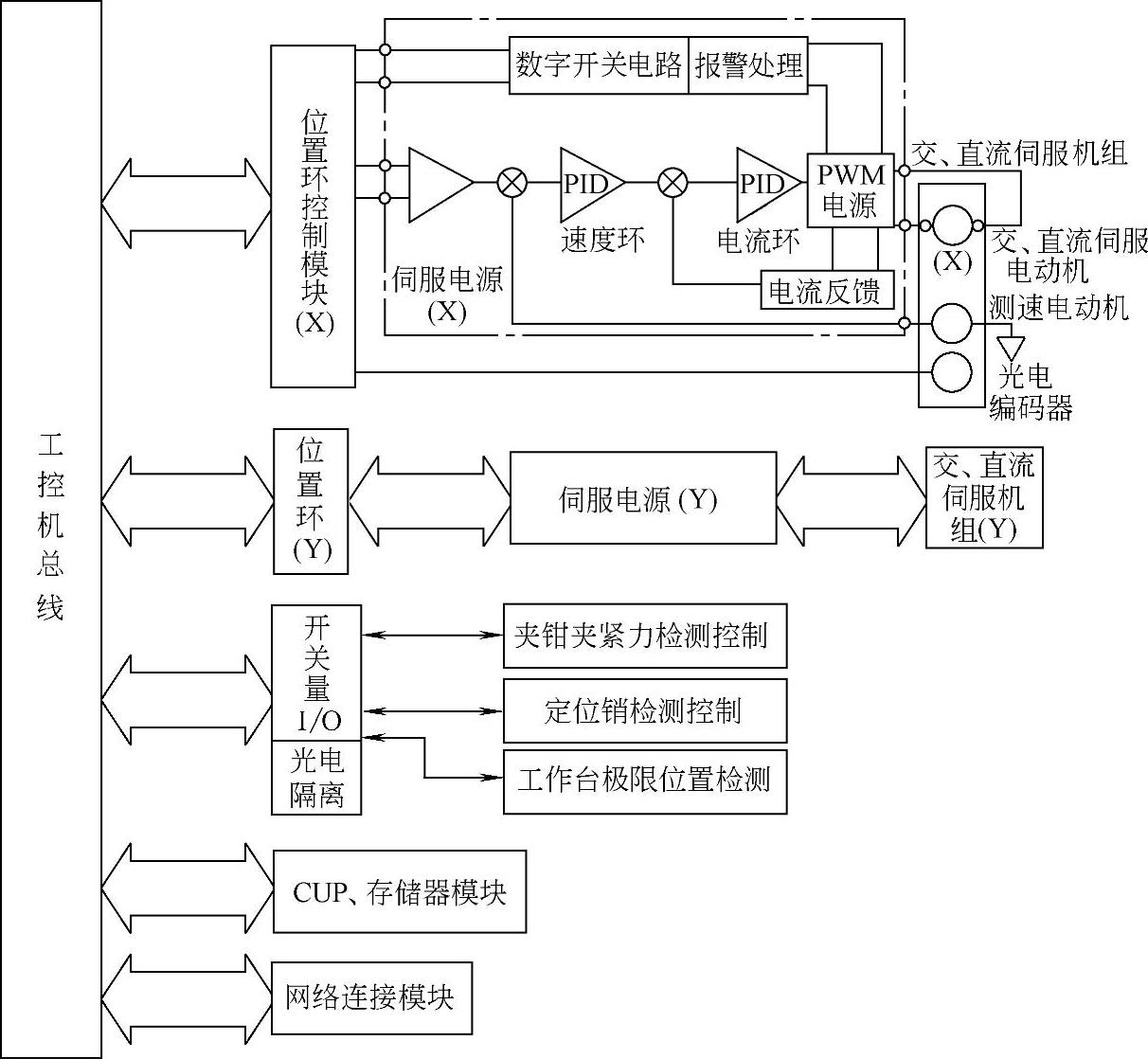
图6-9-2 数控步冲压力机控制系统的原理框图
1.工业控制机
应用于工业生产现场自动控制的计算机,简称工业控制机。对工业控制机的基本要求如下:
(1)可靠性 可靠性是指计算机系统能够无故障运行的能力,具体衡量可靠性的指标是“平均故障间隔时间”(MBTF),工业控制机要求具有高的可靠性和稳定性。
(2)环境适应性 环境适应性是指工业控制机适应工业现场恶劣环境条件的能力。工业生产现场往往条件较为恶劣,如宽的温度变化范围、粉尘、振动、噪声、电源电压的波动以及各种工业电磁和声光干扰等,环境适应性的强弱表明了工业控制机现场使用的抗干扰能力。
(3)可维护性 可维护性是指:当工业控制机失效进行维护修理时,方便到什么程度。为了提高可维护性,工业控制机的硬件结构一般采用模块化结构,发现哪块模块插件坏了,就可以把备件很快地换上去,使机器恢复工作;其次在程序系统中设有诊断程序,以便在发生故障时,能很快地判断出故障的部位,缩短机器的维修时间,尽量减少对生产的影响。
目前,国内外用于板件柔性制造设备及其他工业现场控制使用较为广泛的工业控制机有:STD总线工业控制机、可编程逻辑控制器(PLC)、工业微机(IPC)和专用于板料加工的商品化控制器。
上述工业控制机的设计都采用总线式、标准化、模块化结构,用户可根据设备的控制要求、投资的多少,选购相应的功能模块,插入总线槽中,组成设备的计算机控制系统。
2.参数检测元件
CNC冲压设备的控制关键是对板件加工进给系统位移、速度、加速度的精确控制,以获得较高精度的定位和加工精度。位移、速度、加速度参数的检测一般使用增量式光电编码器和旋转变压器。
(1)增量式光电编码器 增量式光电编码器是利用光电转换原理,将机械系统的角位移、线性位移转换成相应的电脉冲信号,然后输送给计算机,以获得机械运动状态、位移及其变化量(速度、加速度)等信息的传感元件,用于板件柔性制造系统中的直流、交流电动机伺服控制、位移、速度检测等方面。其结构由光源、圆盘和光敏元件组成,见图6-9-3。圆盘上刻有节距相等的辐射状窄缝或均匀分布的小孔,圆盘与被测轴相连。当其转动时,光源发出的光周期地通过窄缝或小孔,照射光敏元件,输出一近似的矩形波。为了辨别圆盘的旋转方向,圆盘两侧设置两套光源和光敏元件,使其相位差90°,这时光电编码器输出为两路相位差为90°的方波。
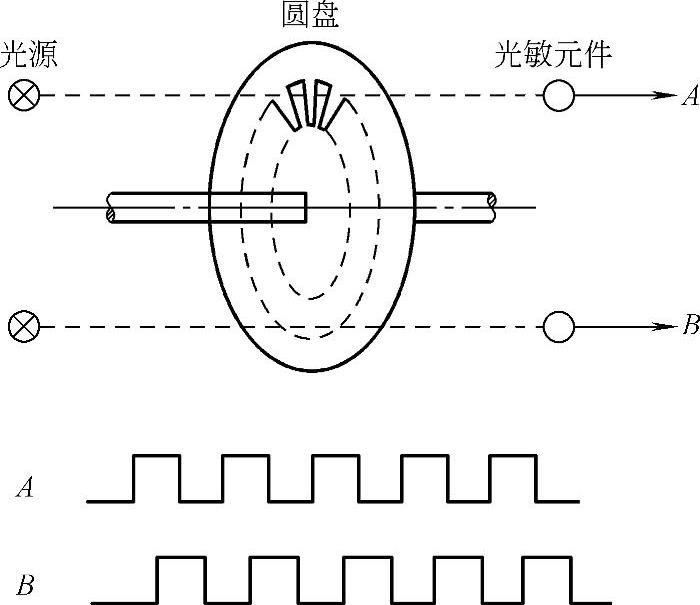
图6-9-3 增量式光电编码器结构原理
工业控制机CPU模块一般带有高速计数器接口,可直接与增量式光电编码器相连接,完成对位移、速度、加速度的检测。
市场上光电编码器产品很多,除国外生产厂家外,国内生产光电编码器的厂家有长春第一光学仪器厂、上海水平仪厂等。表6-9-1所示为长春第一光学仪器厂的部分光电编码器的产品规格。选用时根据光电编码器的外形尺寸、安装形式、每转输出脉冲数、输出信号电平(TTL电平或CMOS电平,CMOS电平一般“0”状态,≤0.5V,“1”状态,≥9V)、最大转速等参数确定。
表6-9-1 部分增量式光电编码器主要参数(https://www.daowen.com)
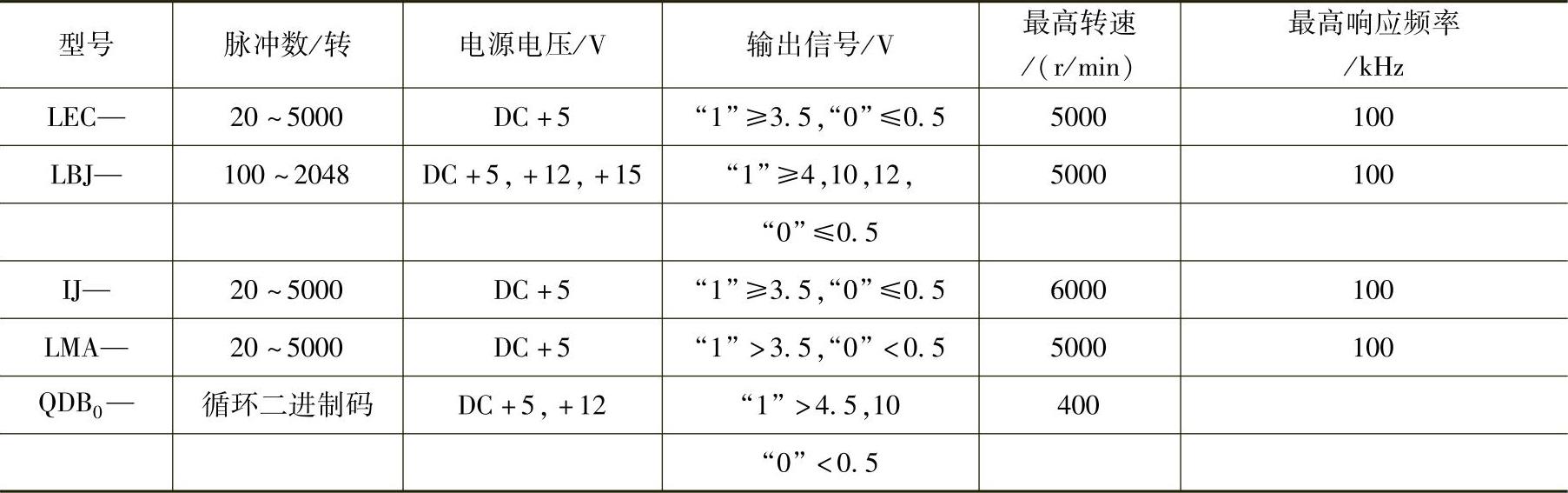
注:每转脉冲数根据实际需要,在定货时选定。
(2)旋转变压器 旋转变压器是常用的角位移检测元件,在板件柔性制造设备控制中,它应用于直流、交流电动机伺服系统的速度环、位置环的半闭环反馈控制中,作为位移和速度的反馈检测元件。
旋转变压器实际上是输出电压与角位移呈连续函数关系的感应式微电动机。其结构如图6-9-4所示,由定子、转子组成,定子绕组为变压器的原边,其励磁电压频率通常为400Hz,500Hz,1000Hz和5000Hz等几种。由于在结构上定子和转子之间的气隙内磁通按正弦规律分布,因此,当定子绕组加励磁电压时,通过电磁耦合,转子绕组(变压器付边)感应输出电压的大小,取决于转子的转角,输出电压和转子转角的正弦成正比。
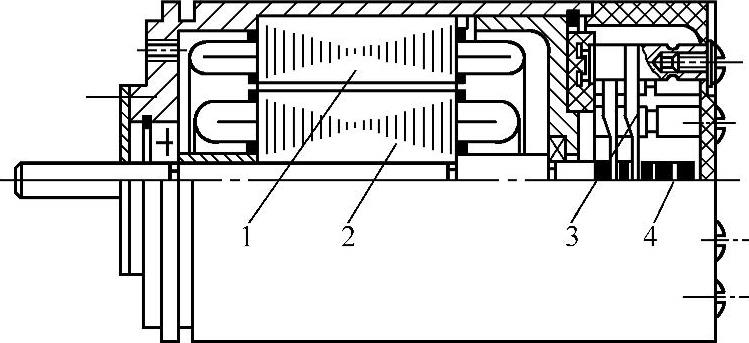
图6-9-4 旋转变压器结构图
1—定子 2—转子 3—电刷 4—滑环
旋转变压器按有无电刷来分,可分为接触式和无接触式两种,按极对数多少来分,可分为单对极和多对极两种,如无特殊说明时,均指接触式单对极旋转变压器。
由于旋转变压器输出电压为一正弦电压,在转子旋转一周中,随着极对数的不同,通过零点的次数也不同。实际使用中,要辨别其转换点,可使用相敏检波器或使用专用集成电路芯片(如AD公司生产的SDC1704芯片)组成的鉴相电路来实现,在转换点产生计数脉冲,将转角的模拟量转换为数字量,输入到计算机中。
3.驱动元件
在CNC数控步冲压力机中,板材加工的准确定位和轮廓轨迹的步冲加工,是由驱动元件驱动进给系统机构来完成的。驱动元件主要有直流伺服电动机、交流伺服电动机和各种类型的液压缸、控制阀等。阀的控制较为简单,这里不再赘述。压力机工作台运动速度高,如数控冲床最大移动速度为40m/min,而且要求平稳,响应速度快,定位准确,因此要求驱动元件直流伺服电动机、交流伺服电动机的速度和转矩响应时间短,惯性矩小,体积小等,一般选用中小惯量交直流伺服电动机。
(1)直流伺服电动机及控制 国外有许多厂家生产中小惯量直流伺服电动机,如日本法那克(FANUC)公司,德国西门子(Siemens)公司等,国内质量较好的是北京机床研究所按日本法那克公司许可证制造的产品。表6-9-2和表6-9-3所示是北京机床所生产的中小惯量电动机的规格和主要参数。
表6-9-2 中惯量直流伺服电动机系列
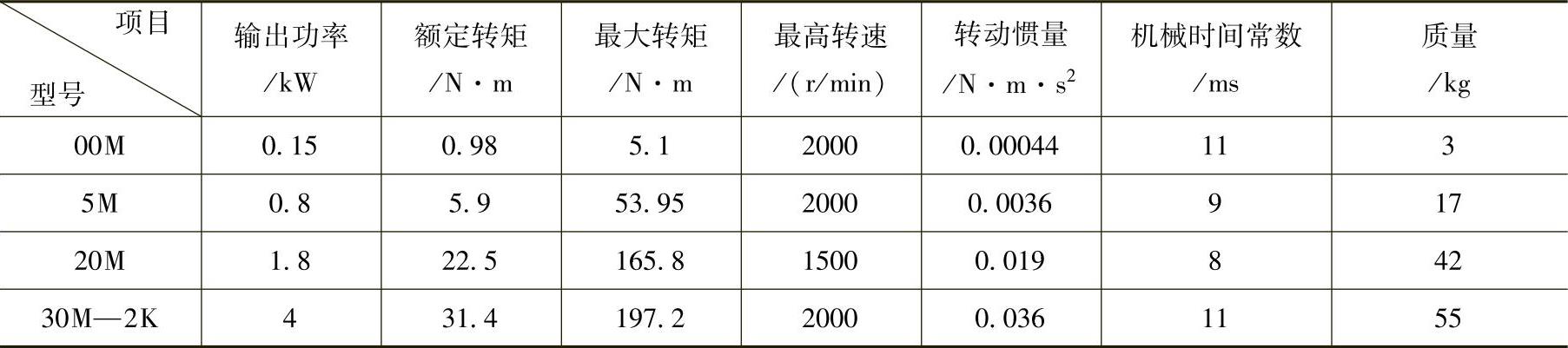
表6-9-3 小惯量直流伺服电动机系列

中小惯性直流电动机同轴配有测速发电机、无刷旋转变压器或脉冲编码器,以供速度环、位置环的闭环、半闭环控制用。直流电动机的选用,主要根据机械传动系统所需扭矩而定。
工业控制机对直流伺服电动机的位置、速度的闭环、半闭环控制,由位置控制模板、速度控制单元、位置、速度检测传感器(购直流伺服电动机时,已同轴配置)和控制软件组成。速度控制单元可根据所选用直流电动机功率和输出扭矩的大小,在市场上选购。
(2)交流伺服电动机及控制 直流伺服电动机具有很好的控制性能和调速特性,长期以来在CNC设备和工业生产过程的控制中得到广泛的应用。但直流电动机采用电刷和换向器完成电枢电流的换向,电刷与换向器之间为滑动接触,运行中常产生火花和磨损,因此换向器表面和电刷需要经常的维护和保养,以保证直流电动机的正常运行,这是直流电动机的致命弱点。随着微电子技术、大规模集成电路制造技术的发展,微机单片化、各种大功能变换元件(例如,可控硅(SCR)、控制极可关断可控硅(GTO)、绝缘门双极晶体管(IGBT)、智能功率模块(IPM)等)、数字控制技术和信息处理技术等取得很大的进步,变频逆变技术和高可靠性、稳定性的逆变器的研究取得很大的发展,交流电动机变频调速控制技术已实用化和商品化。
由于交流电动机无电刷和换向器,不需要维修,与直流电动机相比,输出相同功率,交流电动机重量轻,而且交流电动机结构简单、坚固,适应的安装环境宽,可以承受高速运转,因此,交流电动机已逐步取代直流电动机在CNC设备和工业生产中得到广泛的应用。
常用的用于调速控制的交流电动机有永磁式同步交流电动机和感应式交流电动机,交流电动机变频调速控制的理论和方法有:转差频率控制、电压—频率比(U/f)控制、磁通反馈控制型矢量控制、磁通前馈控制型矢量控制,前两种用于以负载的平均力矩为控制对象的控制,后两种用于以负载的瞬时力矩为控制对象的控制(交流电动机的矢量控制方法),是用于CNC数控冲压设备进给控制的常用方法。
工业控制机对交流伺服电动机的位置、速度的闭环、半闭环控制,由位置控制模块、功率逆变器、速度、位置检测单元(单独安装或与交流伺服电动机同轴配置)和控制软件组成。功率逆变器是功率放大和驱动单元,输出一定频率和幅值的交流电压(电流),驱动交流电动机运转,又称变频器。功率逆变器可根据所选用交流电动机功率和输出扭矩的大小,在市场上选购。
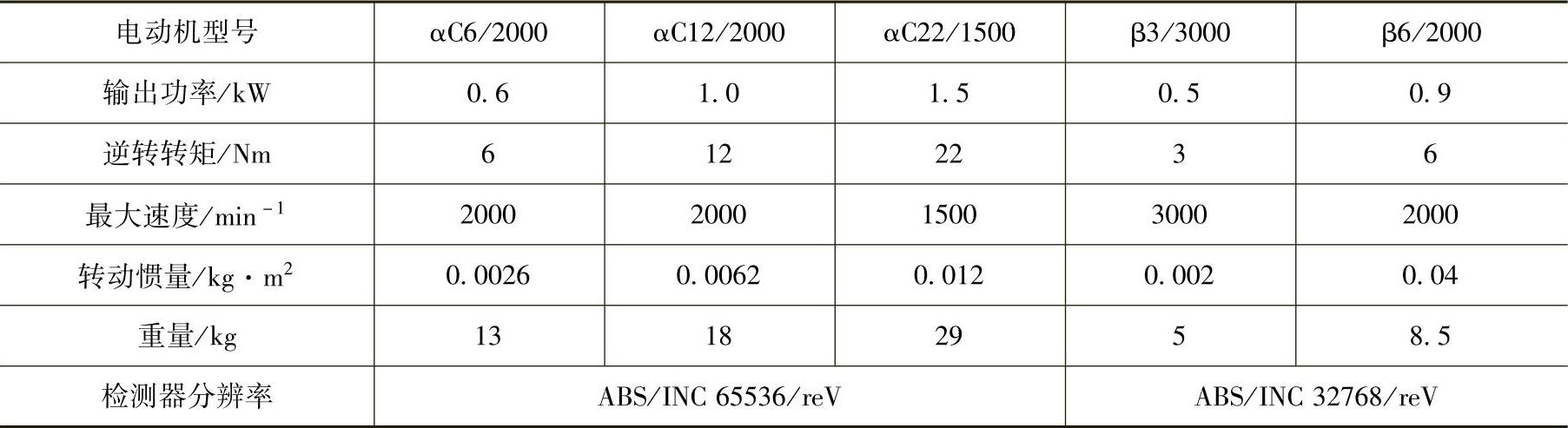
国内外生产交流伺服电动机和功率逆变器的生产厂家很多,例如德国Siemens公司、日本FANUC公司、英国ControlTechniques公司、日本Hitachi公司、武汉华中理工大学电子设备厂等,用户可以根据控制要求和资金情况选用。表6-9-4所示为日本FANUC公司生产的交流伺服电动机系列产品,表中所示电动机的调速控制可以配用FANUC公司自己生产的伺服放大器(功率逆变器)系列产品α系列SVM1(1轴)、SVM2(2轴)、SVM3(3轴),或α系列SVU1(1轴)、SVU2(2轴)、SVU3(3轴),或β系列SVU。
4.网络连接技术
CNC冲压设备与板件柔性制造系统控制网络相连,一般采用RS-232-C、或RS-422、RS-423串行数据通信标准接口,RS-232-C串行接口采用双绞线、同轴电缆与控制网络总线连接,具有连接信号线少、传输距离长、抗现场干扰能力等优点。此外,也有CNC冲压设备配置网卡模块,通过网卡与板件柔性制造系统控制网络相连接。
表6-9-4 FANUC交流伺服电动机系列