二、搬运传送装置
从冲压作业机构或者通过送出装置将半成品向下道作业区搬运、传送的机构称为搬运传送装置。常用的搬运传送装置有如下几种。
1.利用重力和惯性力的输送装置
此类搬运传送装置是利用零件本身的重量或加工完毕后作用在零件上的惯性力来实现生产线中机组间的传送。其结构形式有滑道、滚道式的,如图7-5-23所示。
2.传送带式输送装置
此类装置是采用机械传动来连续地传送零件。图7-5-24所示为带式输送装置简图。另外还有辊式、链式输送装置,可参见本章锻造车间的传送装置。
3.刮板式、斗式和链式提升机
对于中、小型零件柔性连接的冲压生产线,设备之间零件的传送,常采用各种提升机。
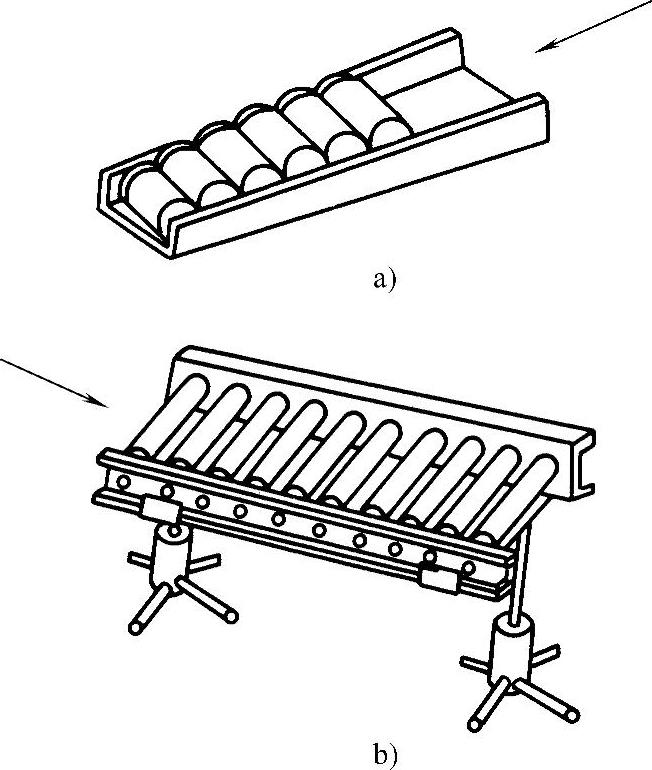
图7-5-23 利用重力和惯性力的输送装置
a)滑道 b)滚道
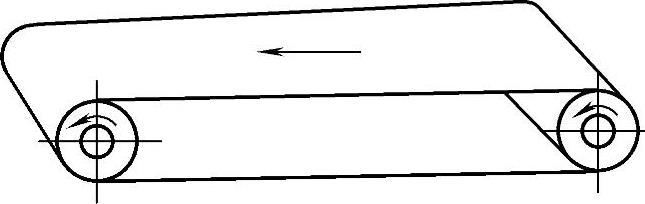
图7-5-24 带式输送装置简图
图7-5-25所示的刮板式提升机是利用装在布带1上的刮板2做成。这种提升机可利用滑道使零件直接滑到布带上被刮板带走,导轮3的转速和刮板之间的距离可根据生产率的要求来确定。
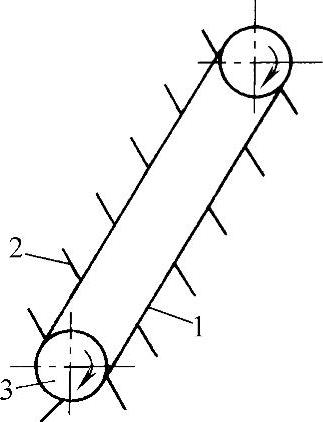
图7-5-25 刮板式提升机
1—布带 2—刮板 3—导轮
图7-5-26所示的斗式提升机,系用铁皮制造的戽斗3装于胶带4或链条上做成。零件由上道工序经滑道1而流入戽斗中,驱动轮2转动时便带着戽斗提升。当戽斗转过最高点之后,把所盛的零件全部倒出来,被后边的接料板5接去,再传到下道工序的料斗中。
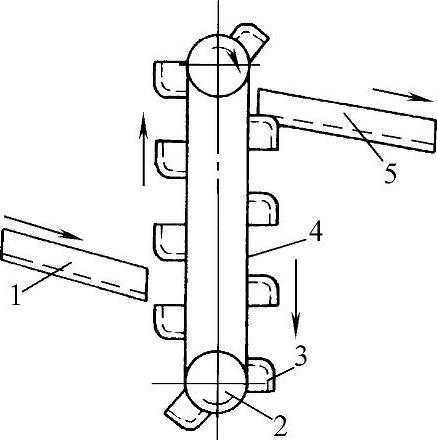
图7-5-26 斗式提升机(https://www.daowen.com)
1—滑道 2—驱动轮 3—戽斗 4—胶带 5—接料板
图7-5-27所示的链式提升机由导槽4和装有拨指6的链条7构成。毛坯2贮存在料斗1中,被圆柱形螺旋凸轮搅拌着,这样可使毛坯能比较顺利地落入导槽中,毛坯的尾部落入倾斜的导槽构。而头部担在槽的肩上。毛坯在导槽中排队,被链条上的拨指拨动,沿着导槽提升,当毛坯提升到顶后,由重力作用沿滑道滑到下道工序所要求的位置。链轮5可由单独的电动机驱动,也可由主机带动。此类装置常用于带头的杆类零件的提升。
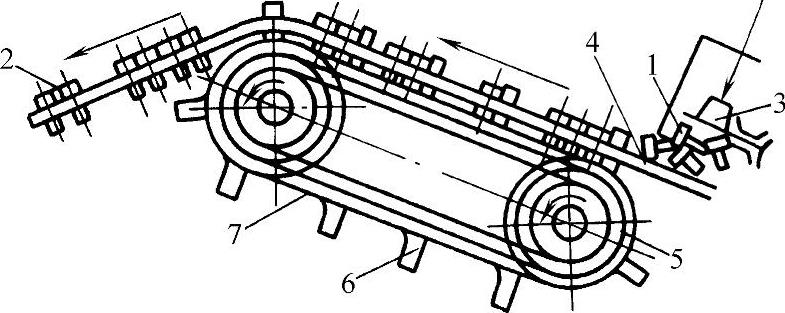
图7-5-27 链式提升机
1—料斗 2—毛坯 3—螺旋凸轮 4—导槽 5—链轮 6—拨指 7—链条
4.利用往复运动的搬运传送装置
往复运动搬运传送装置是平面的直线往复运动机构。对于小型冲压件它能姿态不变地将工件送到冲模的作业位置;而对于大型冲压件它主要用于冲压设备之间的搬运传送。
图7-5-28所示为梭式往复运动搬运传送机,它是由机械液压驱动,使装有送进爪2的推板周期性地完成往复直线运动(梭动)。当推板向前移动时,送进爪2便顶住工件1移动一个步距。此后,推板向后退回原位时,送进爪绕轴旋转,而且无阻碍地在工件下面滑过,一直到顶住下一个工件为止。而已送进的工件由于固定爪的阻挡,不再退回。
梭式送进有如下特点:送进时能准确地决定工件送进的位置,与冲床的冲程同步,被送进的工件的姿态能保持一致,工件能自动插入冲床作业点等。
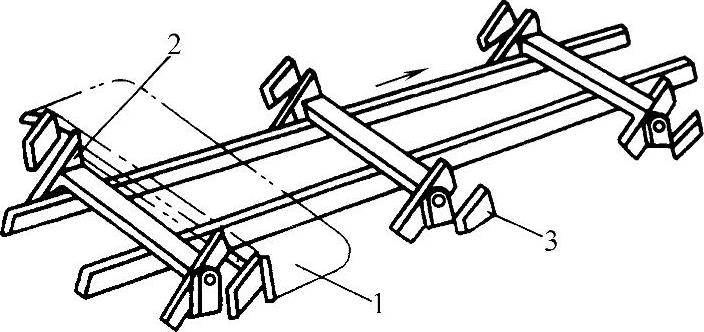
图7-5-28 梭式往复运动搬运传送机的送料部分
1—工件 2—送进爪 3—固定爪
5.利用翻转运动的搬运传送装置
汽车覆盖件等大型冲压件制造时,头道工序一般是在双动压力机上进行落料拉深,之后再进行修边或翻边。但是因为头道工序冲压的半成品都是口朝上仰着的,因此为了进行下道工序,必须采用翻转传送装置把半成品翻转180°,再送往下台设备。
图7-5-29a所示是真空吸盘式翻边传送装置。它把前道工序排出来的半成品用真空吸盘4从里面将它吸住,保持原样上升,按圆弧线箭头所指的方向把半成品翻转落到传送带5上。
图7-5-29b所示是板式翻转传送装置。通过气缸使最下面的齿轮2按箭头方向旋转,两个翻转板顺箭头方向运动,在A板上的工件便移到B板上。接着两块翻转板分开,落在B板上的工件经传送带5送至下道工序。
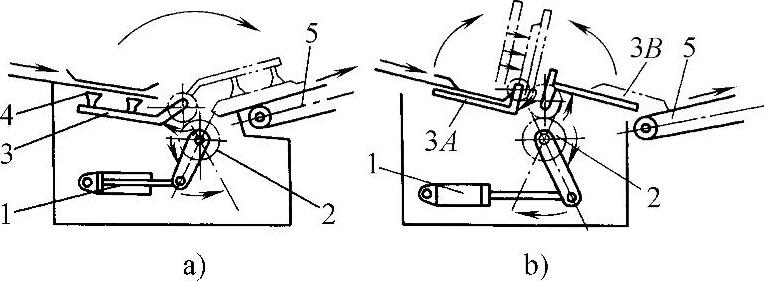
图7-5-29 翻转搬运传送装置典型结构
1—气缸 2—齿轮 3—翻转板 4—真空吸盘 5—传送带