导轨及其调整方式
2026年01月15日
四
、导轨及其调整方式
传统的蒸空锤一般都采用梳型导轨,目的是为了增加接触面积以提高抗偏载能力。但加工精度难以确保所有工作面都能良好地接触,同时,由于这种导轨结构对于锤头的热膨胀比较敏感,所以间隙较大,这就降低了锻件精度,或者增加模具的制造费用(必须带锁扣)。
为了克服上述缺点,现代锻锤一般都已采用所谓“放射形”(也叫X形)导轨结构(图3-3-27)。由于锤头的热膨胀方向与导轨面方向基本一致,热胀时对导轨间隙影响不大,导轨间隙可以调得很小,有利于模锻精度的提高。
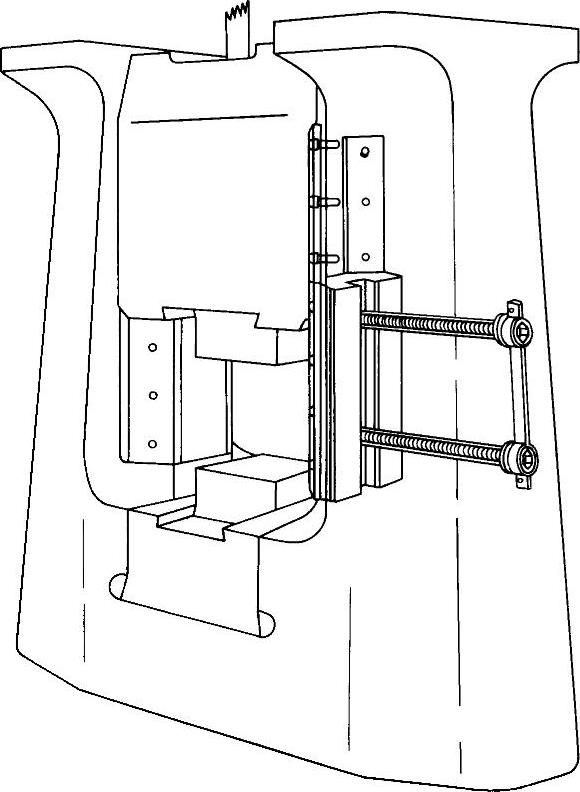
图3-3-27 弹性垫调整式导轨
现将德国拉斯科(LASCO)公司锻锤的导轨调整方式简单介绍如下:
1.采用弹性垫调整
导轨和机身之间设置弹性垫(如图3-3-27中的阴影线部分),通过两个螺栓可以实现导轨间隙的无级和快速调整,一旦锤头卡住能很快释放,由于导轨间隙小,可避免使用较为贵重的导向型模具(即可不必带锁扣)。(https://www.daowen.com)
2.采用斜楔调整
(1)单斜楔调整(见图3-3-28)调整时,上部用不变厚度的垫片,下部通过转动螺栓带动斜楔作水平移动来调整导轨间隙。
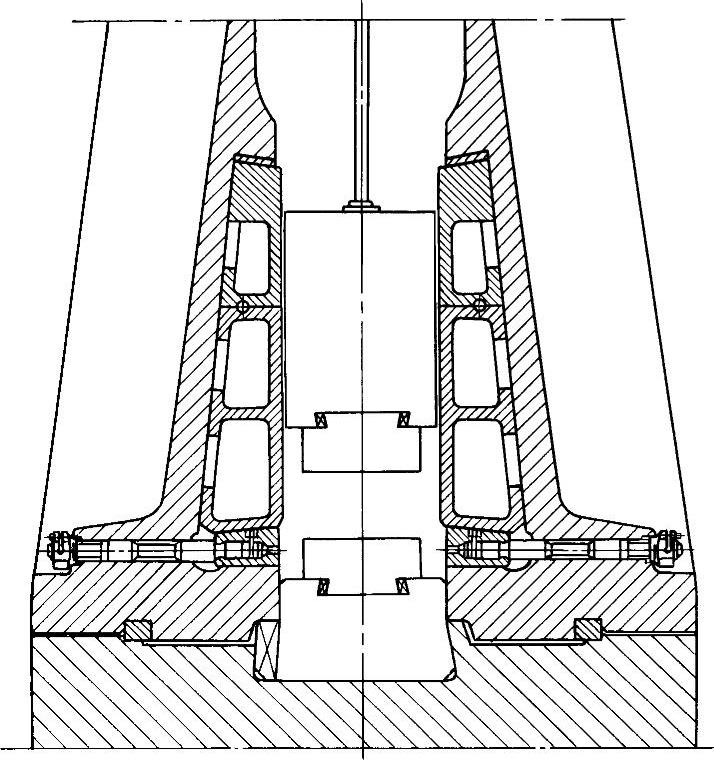
图3-3-28 单斜楔调整式导轨
(2)双斜楔调整(见图3-3-29)调整时,上、下部都通过转动螺栓带动各自的斜楔作水平移动来调整导轨间隙。
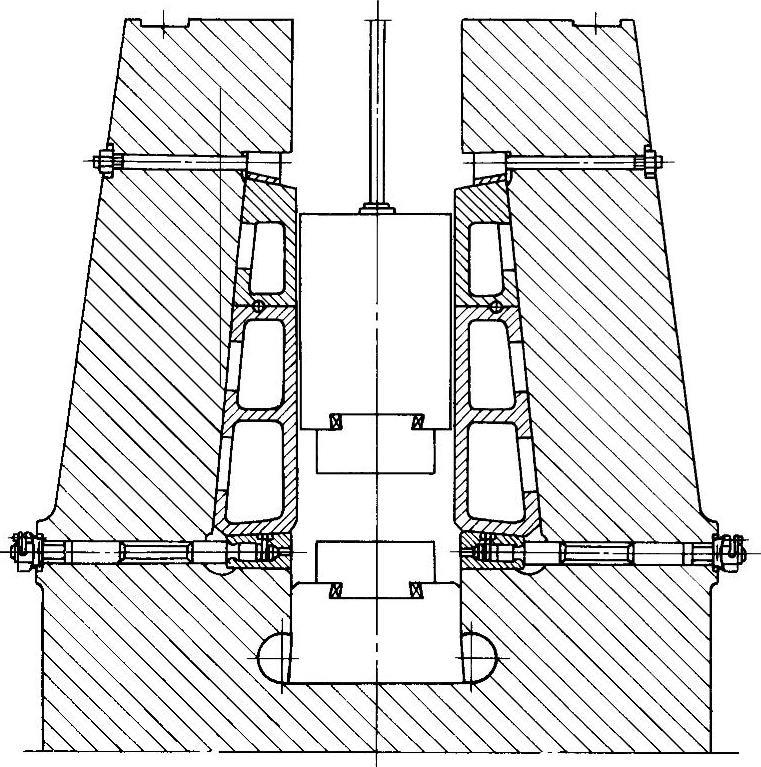
图3-3-29 双斜楔调整式导轨
由于导轨基面和调整斜楔之间斜度的适当匹配,导轨每升、降1mm,其导轨间隙变化为0.07mm。