炉子与锻锤的配置
2026年01月15日
第四节 炉子与锻锤的配置
当锻压车间确定了锻压设备后,如何选择大小合适的炉子与其相匹配,可以凭经验或参照相关企业的实际情况进行配置,也可以参照下式进行计算选择配置:
式中 A——炉底面积(m2);
G——锻锤生产率(kg/h),见表9-1-2或炉子的生产能力;
P——炉底强度[kg/(m2·h)],见表9-1-3、表9-1-4。
台车式炉的炉底强度也可以根据台车式炉单位装载量和加热时间求得。
表9-1-2 锻锤的平均生产率
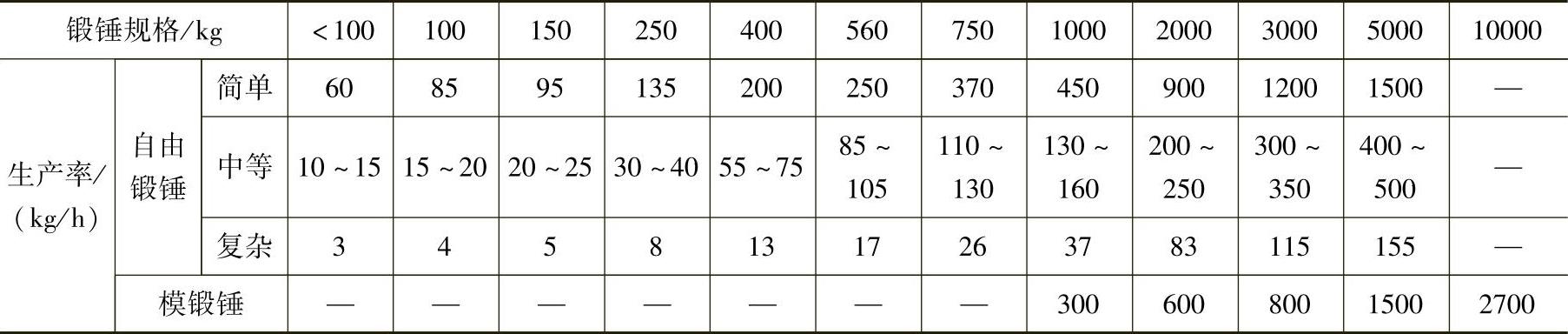
注:1.自由锻锤生产率中简单锻件系指一般圆杆及轴类锻件,中等锻件系指带法兰阶段轴、单头连杆及圆形、筒形等锻件,复杂锻件系指双头连杆、摇杆类及凸肩法兰等锻件。
2.模锻锤生产率系指一般汽车拖拉机零件。(https://www.daowen.com)
表9-1-3 室式炉的炉底强度
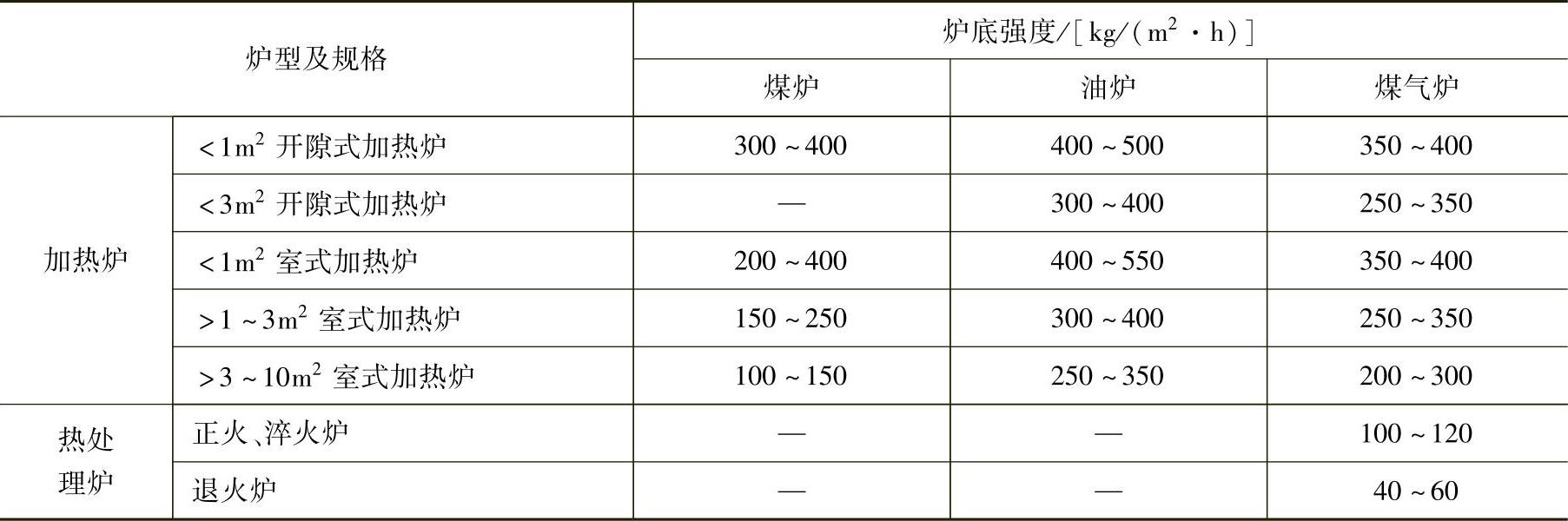
注:热装料,空气或燃料预热的炉子,采用表中数据的上限;常温装料,空气或燃料不预热的炉子,采用表中数据的下限。
表9-1-4 台车式炉的炉底强度
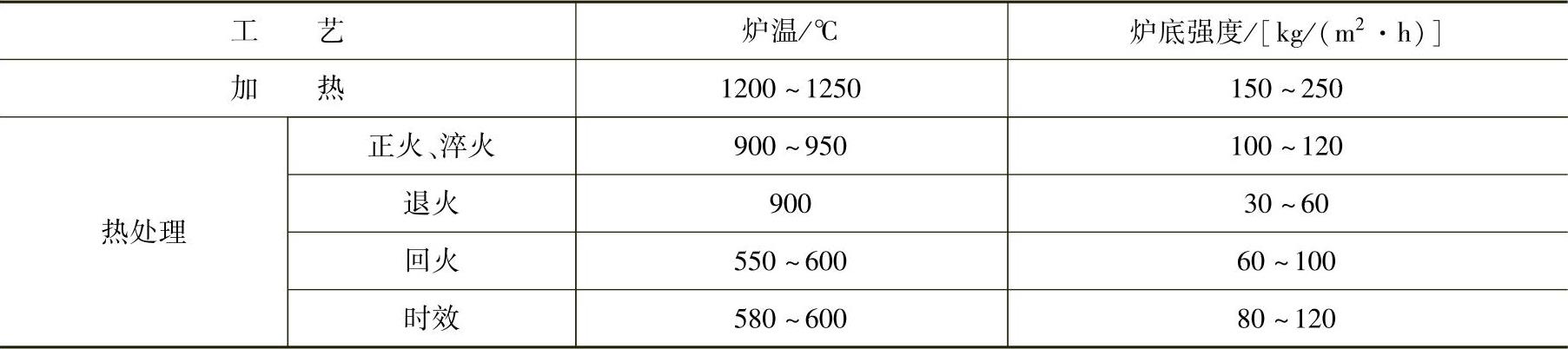
注:钢锭加热炉,炉底强度根据工件形状、尺寸予以调整。
台车式炉单位装载量q:加热炉3~6t/m2,热处理炉2~4t/m2,小炉取低限,大炉取高限。
求得炉底面积后,尚应根据最大加热件尺寸及其他工艺要求确定炉底宽度B与炉底长度L。加热件在炉底的置放位置应保证:炉墙两侧及炉底前后端与加热件之间应留150~200mm的间隙。