锻件切边机械手
切边工序主要是把锻件送到切边模上进行切边,然后将锻件和飞边分别从切边模上取出,并送到传送装置上送走。切边工序的动作比较多,飞边的形状和尺寸也各不相同,为了要将带飞边而形状复杂的锻件准确地放入切边模具中,还要求机械手的定位应准确可靠。
1.切边上料机械手
切边上料机械手(见图7-3-29)配置在连杆辊锻自动生产线上,用于把带飞边的连杆锻件送到400t曲柄压力机上进行切边和冲孔。此机械手由夹钳机构、纵向送进机构和台架等组成。夹钳10为组合式双指回转型,钳口9夹住连杆大头部位,钳口8夹住连杆小头下部,因钳口中开有槽,飞边嵌在钳口槽中,这样就托持了飞边。当夹紧气缸6进气时推动活塞轴5,使夹钳夹紧;排气时在弹簧7的作用下夹钳松开。夹紧气缸固定在连接板4上,而连接板又和导向轴1固定在一起,连接板4的上部与送进气缸3的活塞杆2的前端连接。当送进气缸3后腔进气时,活塞杆2就推动夹钳向前送进。当送进气缸前腔进气时,夹钳便返回。在夹钳作纵向送进运动时,导向轴1在台架11的二轴套中滑动起导向作用,并提高送进运动的平稳性。夹钳纵向送进行程为885mm。
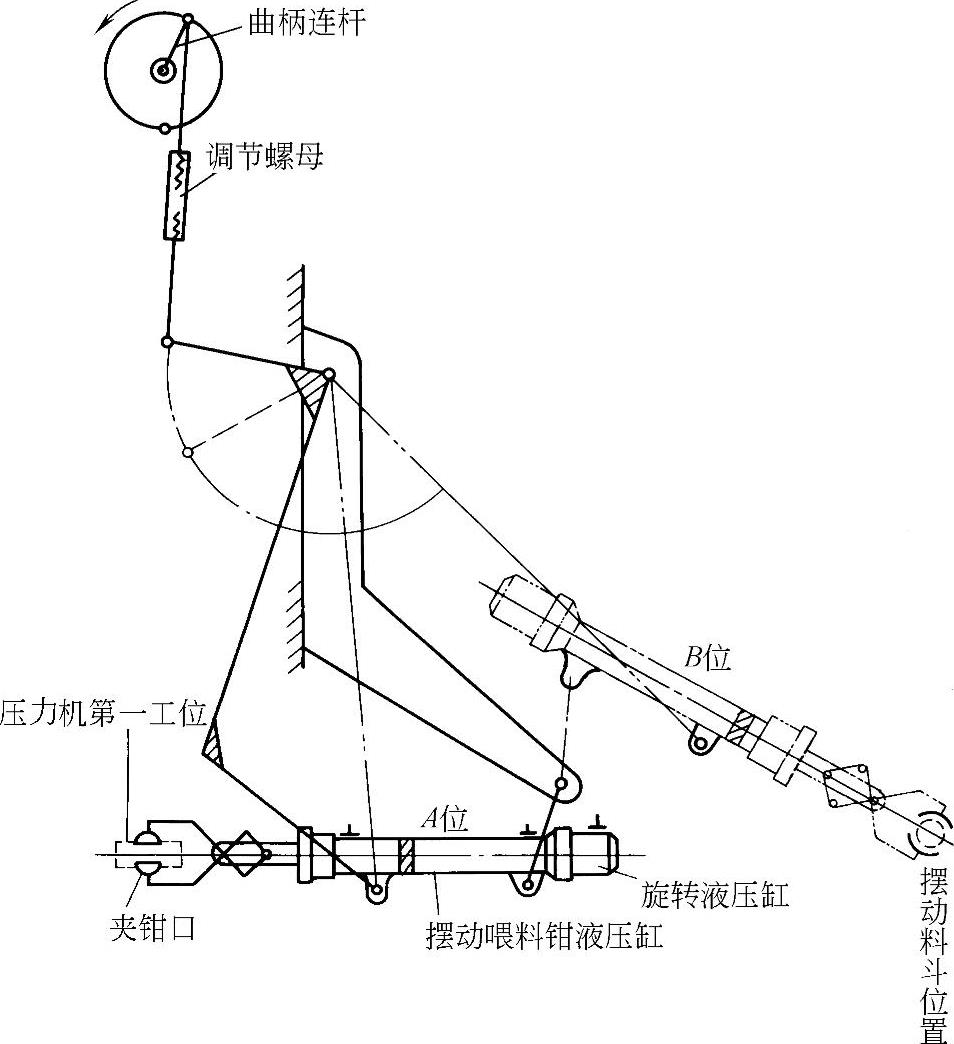
图7-3-28 摆动喂料钳运动图
为减少机械冲击并使送进运动平稳,因此,装有缓冲液压缸。当夹钳作纵向送进运动时,在接近设定的行程终点位置之前,固定在导向轴1上的前后两块撞块12撞到缓冲顶杆13时,缓冲行程开始,机械手的运动速度减慢,到位后运行停止。缓冲行程为40mm。
上料机械手的工作程序如下:锻件由板式输送带传送到切边压力机前,由升降装置将锻件提升到机械手夹钳的夹持位置后,由行程开关发出信号,夹紧气缸进气,夹钳夹紧锻件。待达到设定的夹紧力后(即达到额定气压后由气压继电器发信号),送进气缸后腔进气,夹钳便把锻件送到压力机切边模具上方,到位后夹紧气缸排气,夹钳松开,锻件便落在切边模中,接着机械手返回始位。为了使锻件能准确落在切边模具内,必须调整好送料位置,而且夹钳距切边模具的高度也不能太大。
2.切边后取锻件机械手
图7-3-30所示是专从切边模中取出前梁锻件的机械手,它由夹钳机构和移动机构组成。夹钳8由夹紧气缸推动,下钳口的钳柄与气缸7的活塞杆相连,上钳口的钳柄与气缸体相连。当气缸下腔进气,夹钳夹紧;气缸上腔进气,夹钳松开。夹钳8装在伸缩气缸2的活塞杆前端,借助滑套6沿导杆4作前后运动,导杆4一端支承在支架1上,另一端支承在切边模的下模座上,行程开关3、9、12、14分别控制各气缸的电磁阀。
取锻件的工作程序如下:当前梁锻件切边后,切边压力机的滑块13碰到行程开关14,伸缩气缸2左腔进气,夹钳8伸向切边模的接料口,当前梁锻件端头碰到行程开关9时,夹紧气缸7动作,夹钳夹紧锻件。当切边压力机滑块13上升时碰到行程开关12,伸缩气缸2右腔进气,活塞杆带着夹钳把锻件拉出。撞杆5碰到行程开关3,夹钳松开,锻件就掉到输送装置10上被传送走。(https://www.daowen.com)
3.取飞边机械手
图7-3-31所示为用于从切边模具中取出前梁锻件飞边的机械手。在切边压力机的床身上部装有支板7,机械手手臂9上端的一个支点与提升气缸5的活塞杆8铰接,另一支点用滚轮卡在支板7的滑槽内。当提升气缸5的下腔进气时,手臂9上端的滚轮在支板7的滑槽中滑动,迫使手臂按一定的角度摆动到点划线的位置,摇动角度为76度。夹钳机构装在手臂的下端,下钳口19固定在滑套16上,滑套16与夹紧气缸11的活塞杆14端头相接,在气缸11的作用下,滑套16沿导杆12滑动。上钳口17用销轴铰接在下钳口19上,当夹紧气缸11右腔进气时,活塞杆14推动滑套16带着下钳口19前进,上钳口17碰到装在导杆12上的挡块18迫使夹钳进行夹紧动作。机械手上的两个气缸均由行程开关来控制。
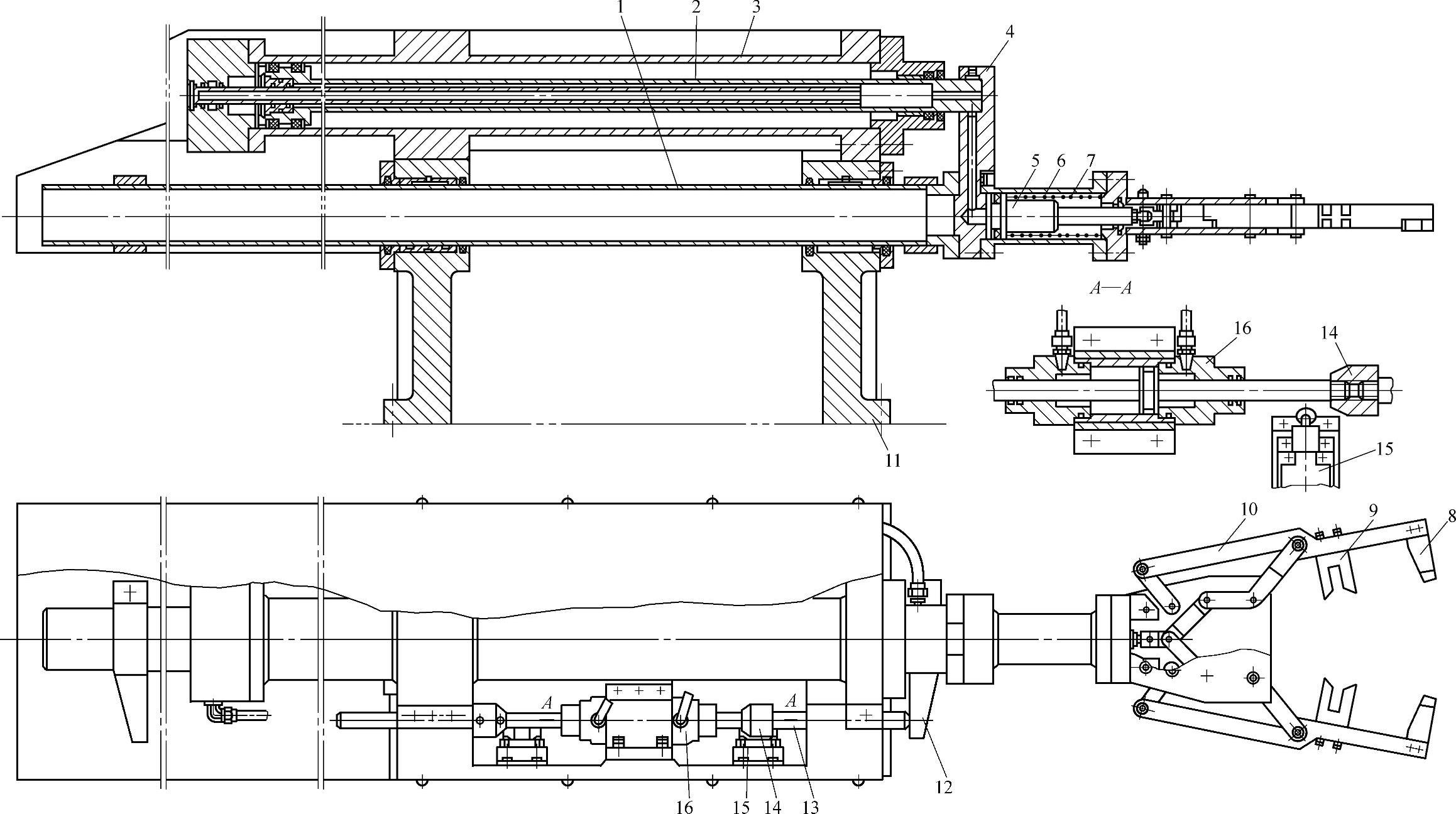
图7-3-29 上料机械手
1—导向轴 2—活塞杆 3—送进气缸 4—连接板 5—活塞轴 6—夹紧气缸 7—弹簧 8、9—钳口 1O—夹钳 11—台架 12—撞块 13—缓冲顶杆 14—碰块 15—行程开关 16—缓冲液缸
图7-3-31中实线为机械手的始位。当切边压力机开始切边时。装在压力机滑块4上的挡块3碰到行程开关2,压缩空气进入夹紧气缸11的后腔,夹钳向前移动伸向锻件飞边,当上钳口17碰到挡块18时,夹钳便夹住飞边,同时由时间继电器控制,使提升气缸5的下腔进气,手臂9沿着支板7的滑槽摆动到图中点划线位置,机械手就把锻件飞边取出。当手臂摆到上死点时其上端的滚轮碰到行程开关6,夹紧气缸11后退夹钳松开,锻件飞边掉入料箱10中。当滑套16碰到行程开关15时,提升气缸5上腔进气手臂落下,机械手完成一次取飞边循环。
该前梁锻件是分头模锻的,因此要进行两次切边,机械手要分两次取出飞边。如前梁锻件是整体切边,则应设置飞边切断器,或设置飞边托起装置,这样也能采用这种结构的机械手取出飞边。
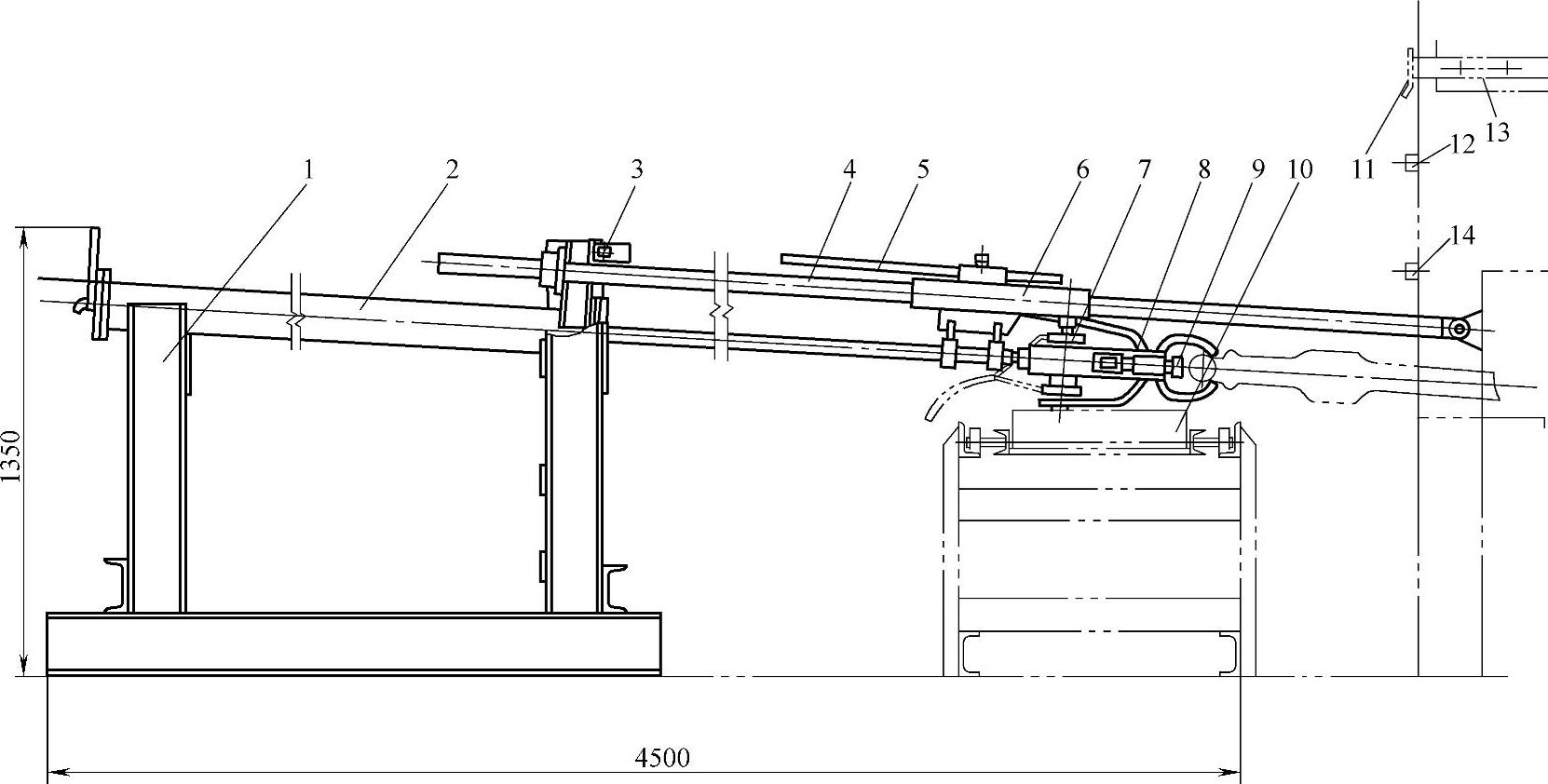
图7-3-30 前梁锻件取出装置
1—支架 2—伸缩气缸 3、9、12、14—行程开关 4—导杆 5—撞杆 6—滑套 7—夹紧气缸 8—夹钳 10—输送装置 11—撞块 13—滑块