一
、弯管工艺原理
 (https://www.daowen.com)
(https://www.daowen.com)
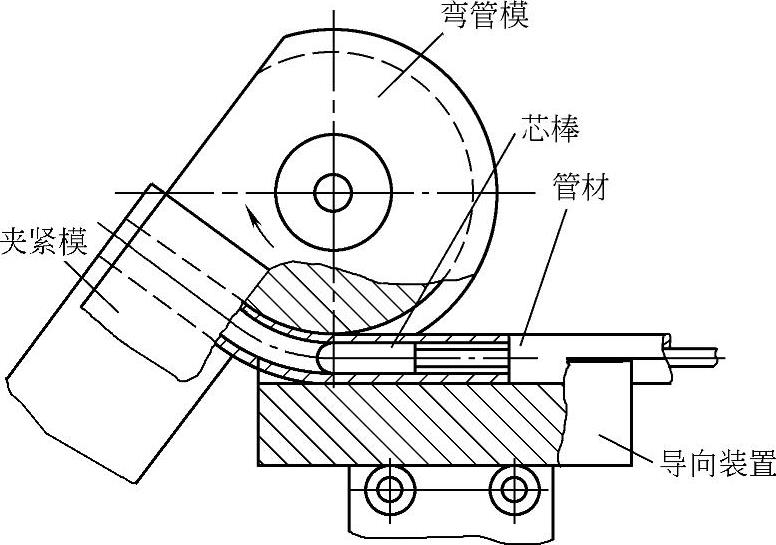
图5-6-18 弯管机工作原理
如图5-6-18所示,具有半圆形凹槽的弯管模由液压缸通过链轮、链条及主轴驱动旋转。管子置于弯管模内用夹紧模压紧。导向装置(滚轮或滑槽)用来压紧变形区外的管子表面。芯棒装置上安装的芯头伸入管子内孔中,位于弯管模的中心线或稍许超前。当管子被夹紧模夹紧同弯管模一起转动时,便紧靠弯管模发生弯曲。管子有不同的管径及弯曲半径尺寸要求时就要有一种不同的弯管模。管子的弯曲角度用机械碰块(或数字显示)控制,当弯管模转到一定角度时撞击碰块(或编程器)发出指令,使液压缸停止动作,弯管模即停止转动完成所要求弯曲的管形。
 (https://www.daowen.com)
(https://www.daowen.com)