流体燃料燃烧装置
流体燃料包括气体和液体燃料,其燃烧装置多为一般常规型的,但20世纪70年代以来,一批新型烧嘴相继出现,从而相应推进了新炉型的发展。
(一)分类
按燃料种类分:有燃油、燃气烧嘴。
按火焰形状分:有直焰、平焰、扁焰等烧嘴。
按性能特征分:有高压、低压、热风、高速、自身预热、蓄热式等烧嘴。
(二)性能要求
性能良好的烧嘴应具备以下条件:
1)有足够的燃烧能力供给炉子所需的热量。这里所说的燃烧能力是指在额定负荷下能够完全燃烧并保持其燃烧性能时的能力。
2)有一定调节比。所谓调节比是指最大供热能力与最小供热能力之比,以满足工艺的变化和生产的波动,并保证在这一热负荷范围内燃烧性能稳定,不回火、不脱火。
3)有良好的燃烧性能,主要表现在:
①在最小的空气系数下能完全燃烧。
②火焰形状能满足工艺要求并可在生产过程中予以变动。
③燃烧温度能随工艺要求进行调节。
④燃烧产物具有一定的出口动量,促使炉气循环流动。
4)有较高的热回收能力。表现在可使用预热空气和预热煤气的能力,或者燃烧器本身就具有热回收能力。
5)结构简易、操作与维修方便、使用寿命长。
(三)几种烧嘴性能简介
在煤气烧嘴中,常用的一般烧嘴有低压涡流式烧嘴、套管式烧嘴等。
在燃油烧嘴中多采用低压空气雾化烧嘴,如RK型烧嘴、F型自动比例调节烧嘴等。低压烧嘴的优点是:雾化消耗能量较少,雾化费用较低,操作中噪声不大,燃烧过程易于调节,火焰短而较软,不易烧毁工件。因低压烧嘴优点较多,目前被广泛应用。
(1)套管式烧嘴 其结构如图9-4-8所示。这种烧嘴的煤气通道和空气通道是两个同心套管,煤气和空气平行流动,目的是使混合放慢,拉长火焰。
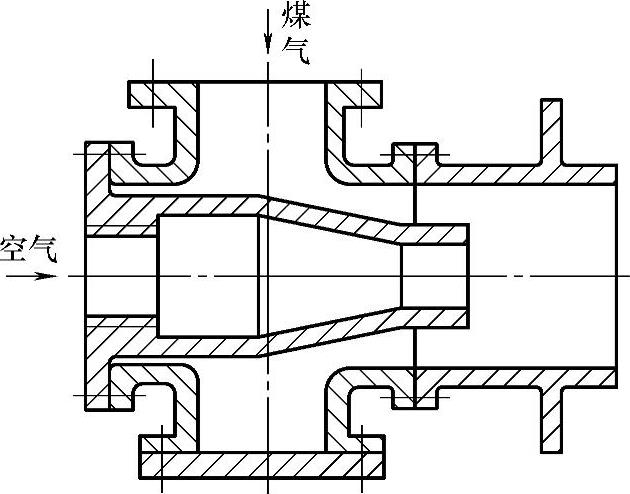
图9-4-8 套管式烧嘴
该烧嘴的突出优点是结构简单,气体流动阻力很小,所需煤气压力、空气压力低。由于混合条件较差,火焰较长,因此需要足够大的燃烧空间,以保证煤气在炉内能完全燃烧,空气系数1.2左右,适用于燃烧各种煤气和需长火焰的炉子。有系列产品销售。烧嘴燃烧能力见表9-4-3。
表9-4-3 套筒式烧嘴燃烧能力[天津市利丰达工业炉设备有限公司制造(以下简称天津利丰达工业炉公司)]

注:HQF、HRF型号烧嘴均用于迴转窑,其最大燃烧能力可至10000m3(标准状态)/h。
燃热脏煤气,由于煤气压力很低,通常改为中心通空气,周围通煤气,用高压空气造成的负压将煤气吸出。
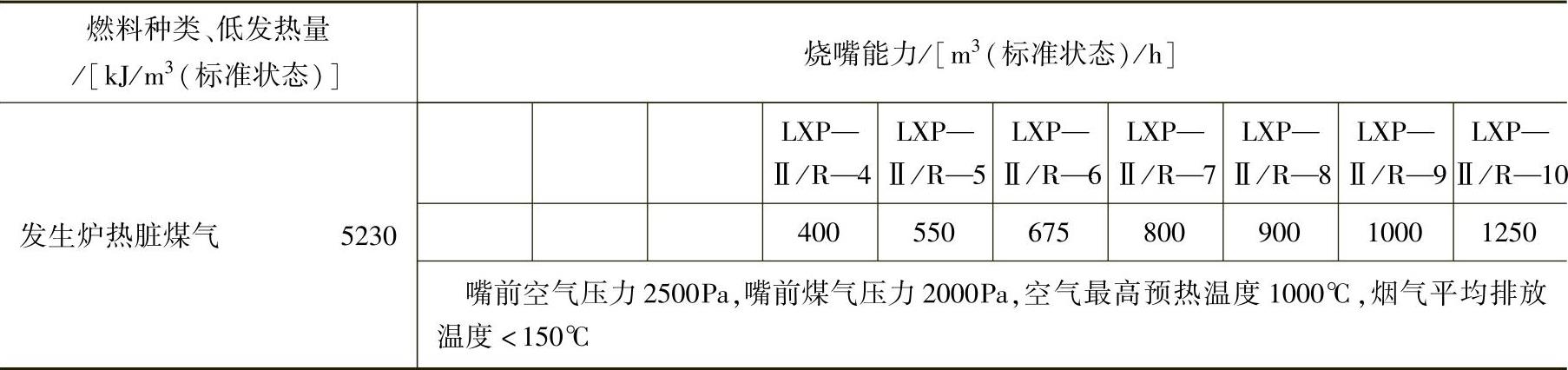
(2)低压细流股煤气烧嘴 该烧嘴(见图9-4-9)属于外混式有焰烧嘴,空气以多流股形式旋流喷出,空气与煤气混合较均匀,所以火焰较短,易获得高温区。它具有燃烧稳定,结构简单,使用方便等特点。适合于热脏煤气或其他煤气的燃烧。
该烧嘴的燃烧能力见表9-4-4。
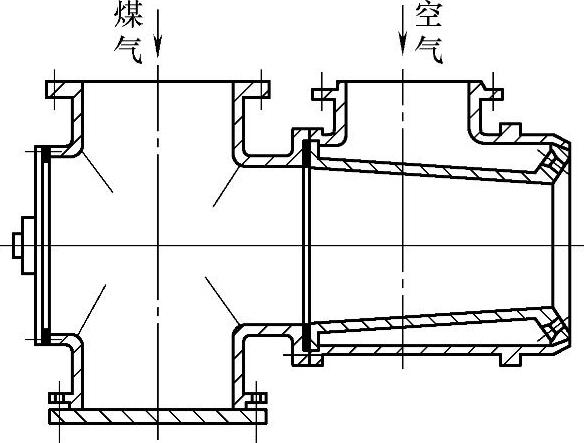
图9-4-9 低压细流股煤气烧嘴
表9-4-4 低压细流股煤气烧嘴的燃烧能力(天津利丰达工业炉公司)

(3)低压涡流式烧嘴 该烧嘴结构(见图9-4-10)。与套管式烧嘴相比,它的主要特点是煤气和空气在烧嘴内就开始相遇。为强化空、煤气混合,在空气通道内设置了涡流导向叶片,使空气在旋转前进的情况下与煤气相遇,混合条件好,火焰较短,空气系数1.05~1.15,能保证完全燃烧,但空气流动阻力较大。烧嘴前空气压力2~2.5kPa,煤气压力0.4~1.2kPa,煤气压力高于此值时应加节流垫圈。
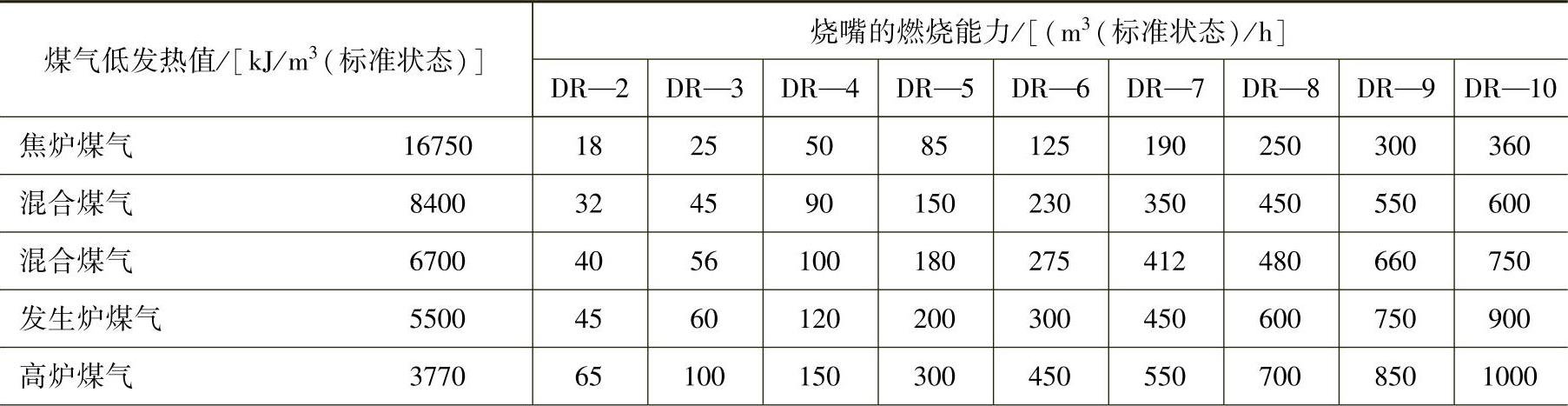
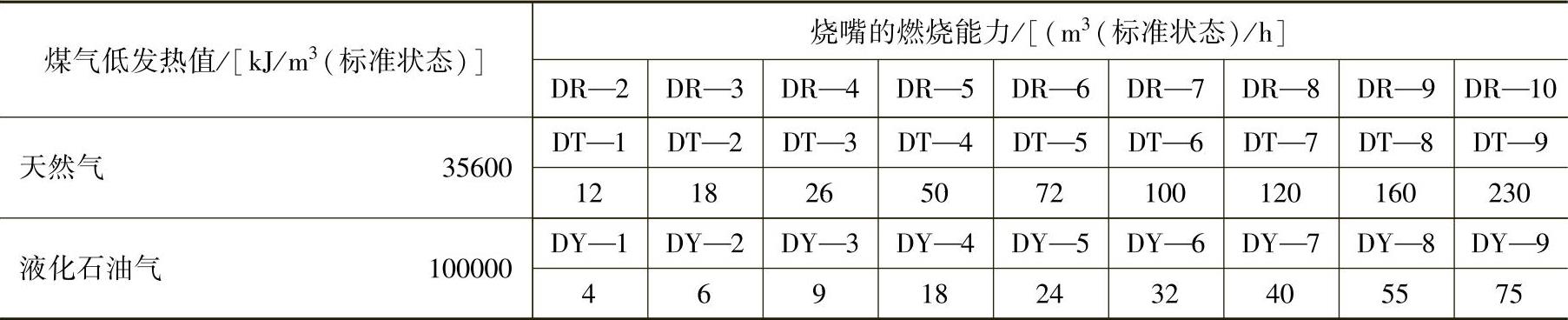
该烧嘴用途较广泛,可使用混合煤气、清洗发生炉煤气和焦炉煤气。采取一定措施也可烧天然气。已有系列产品销售。烧嘴燃烧能力见表9-4-5。
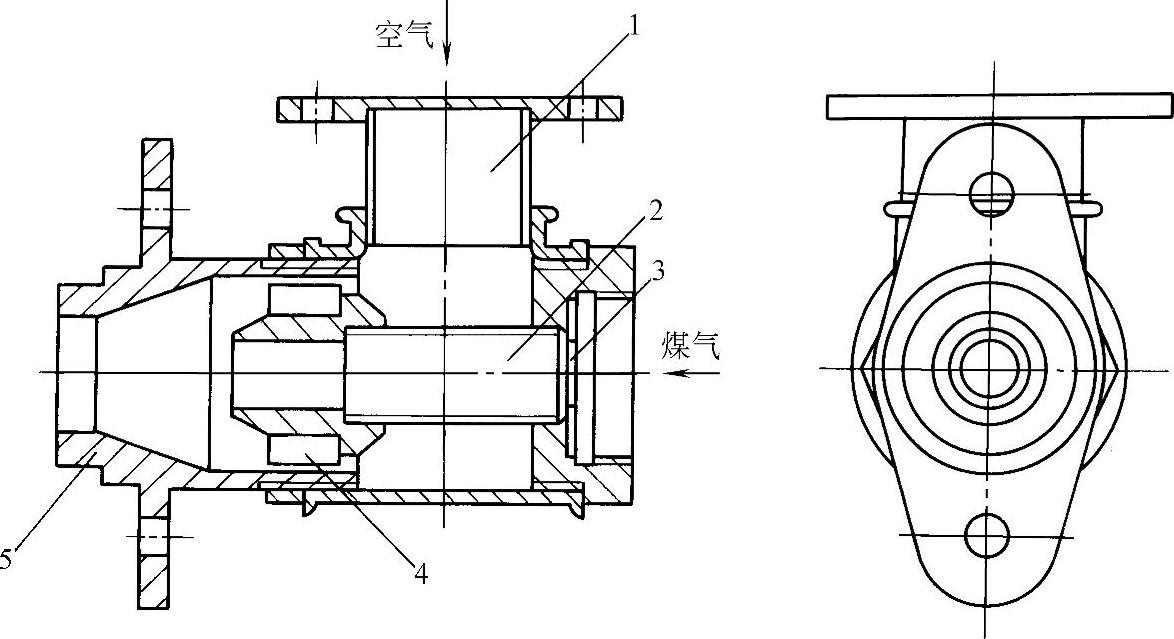
图9-4-10 低压涡流式烧嘴
1—空气管 2—煤气管 3—节流孔板 4—空气旋流器 5—混合气喷头
表9-4-5 低压涡流式烧嘴的燃烧能力(天津利丰达工业炉公司)
(续)
(4)高压喷射式烧嘴 该烧嘴结构形式很多,分直头和弯头的。该型烧嘴依靠煤气动量引入空气,空气量能够自动调节,空气、煤气混合好,空气系数很小(α=1.03~1.07),燃烧完全,火焰短。这类烧嘴需要的煤气压力较高,一般在10kPa以上,烧嘴调节比可达1∶4,空气、煤气可以预热,但易发生回火现象。
直头冷风喷射式烧嘴如图9-4-11所示。选用该型烧嘴的主要优点是:不需设置鼓风系统,安装容易。操作简便。该烧嘴有定型产品。
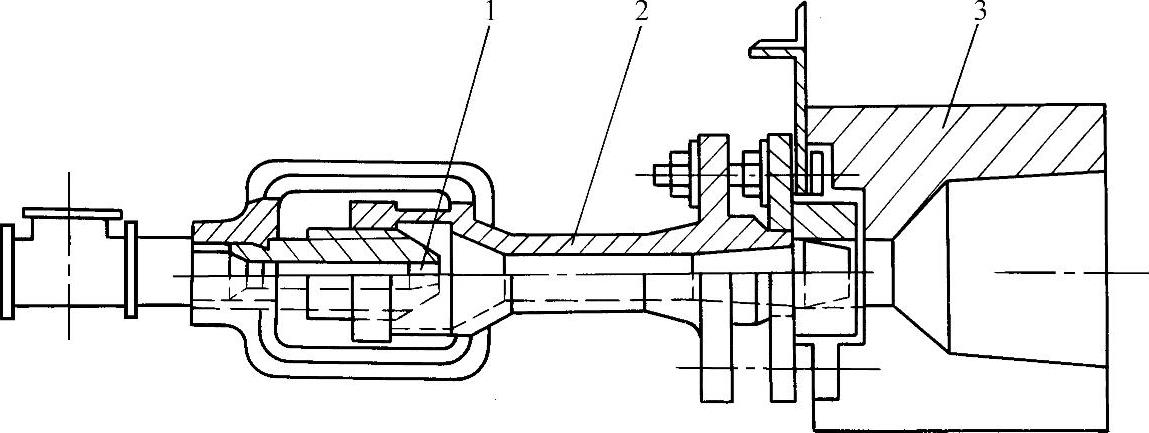
图9-4-11 直头冷风喷射式烧嘴
1—煤气喷口 2—引射器 3—烧嘴砖
(5)RK型低压燃油烧嘴 该烧嘴采用了R型燃油烧嘴三次雾化和风套位置可调、K型燃油烧嘴针型控制阀,既可调油量,又可用来通油孔的特点,能防止油孔堵塞。烧嘴结构如图9-4-12所示。烧嘴油量调节时转动把手10,使控油针3前进或后退以改变喷口断面。空气量的调节转动调风轮9,迫使空气喷头1前进或后退以改变喷口出口面积。
该烧嘴操作维修方便,对燃料油适应性强。
RK-RF型热风低压燃油烧嘴除能完全达到原RK烧嘴的性能外,还可用500℃高温的助燃风。由于加入了蒸汽雾化剂,对油种的适应性更为广泛,且提高了油的雾化质量和燃烧效率。
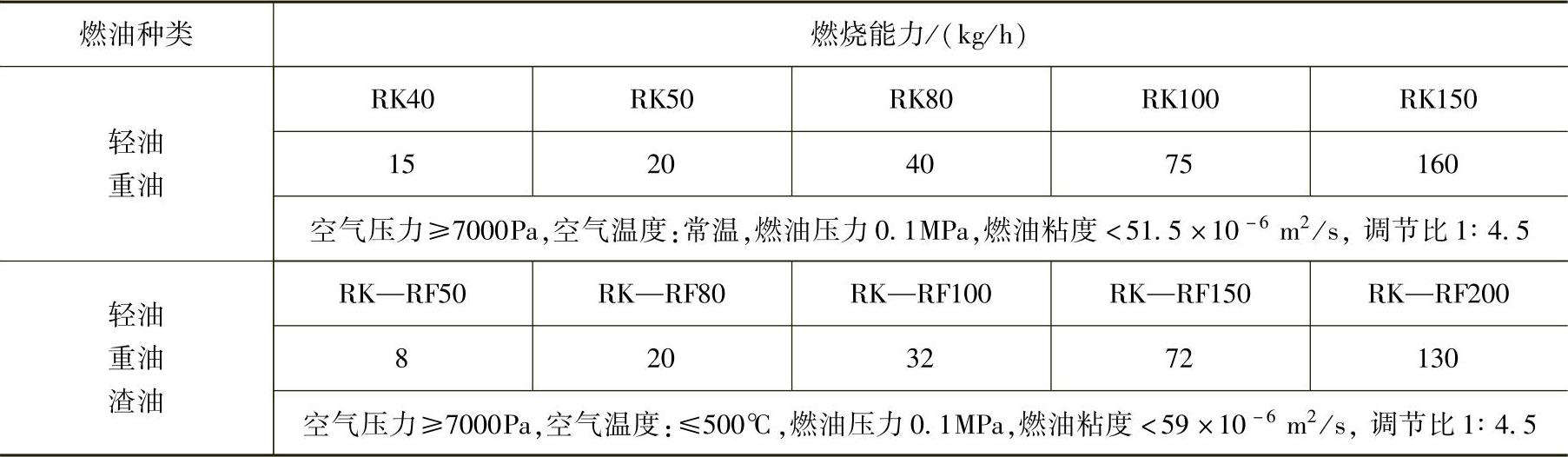
烧嘴有系列产品,性能及规格见表9-4-6。
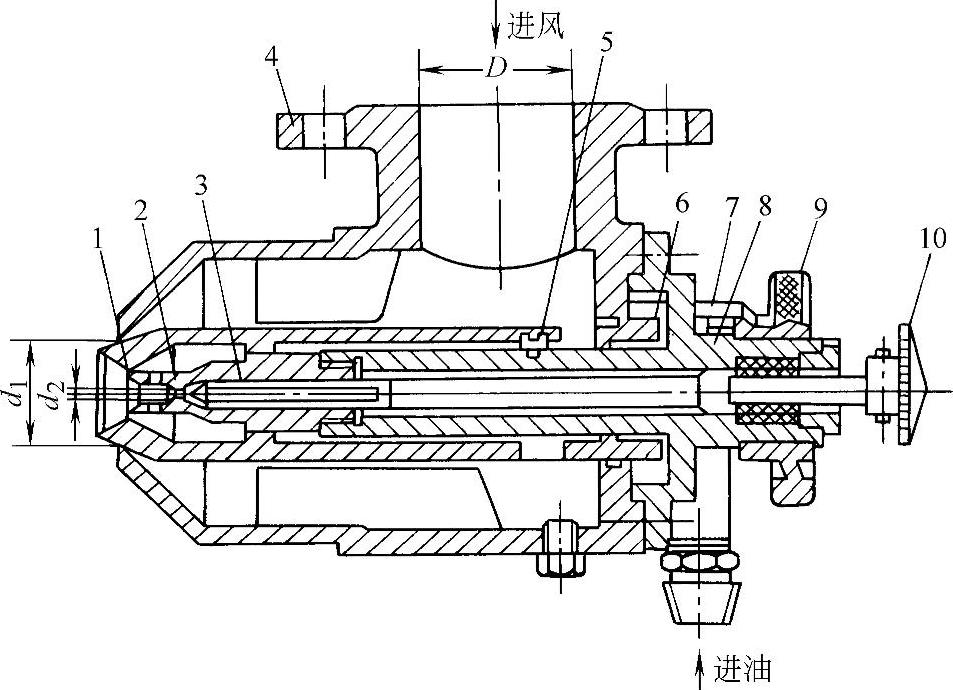
图9-4-12 RK型低压燃油烧嘴
1—空气喷头 2—油喷头 3—控油针 4—壳体 5—导向螺钉 6—转动轴套 7—调风杆 8—油套筒 9—调风轮 10—转动手把
表9-4-6 RK型燃油烧嘴的燃烧能力(常熟喷嘴厂)
(6)F型油压比例调节燃油烧嘴 这是一种通过改变油压能自动调节供油量,并能自动按比例调节空气量的烧嘴,其雾化结构和燃烧质量基本上与R型烧嘴相同,不同之处是采用了波纹管,在不同油压下通过波纹管的伸缩使油量和空气量自动按比例调节。烧嘴结构如图9-4-13所示。
使用中需注意油的过滤和油压的控制。
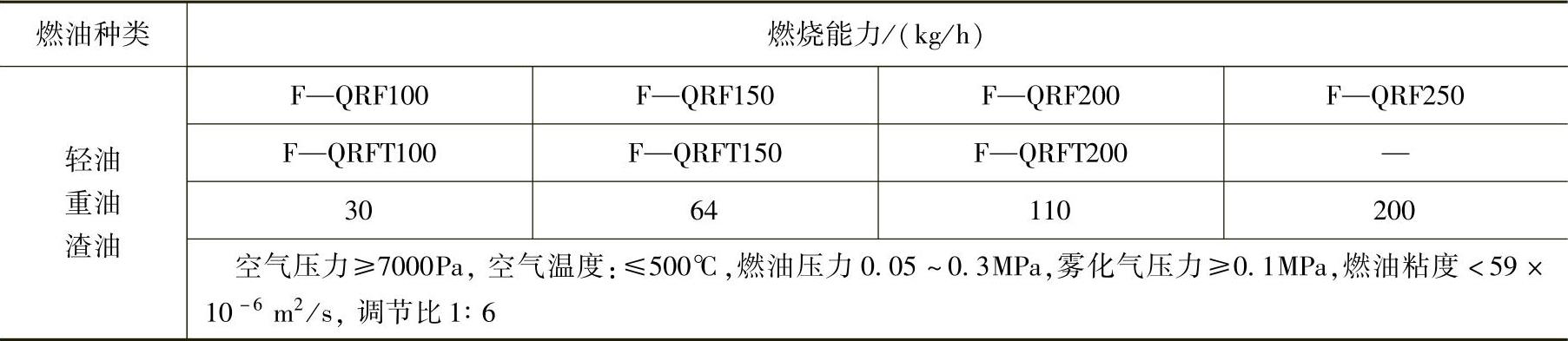
F型燃油烧嘴有四个系列:一个是F型冷风系列,使用冷空气雾化;第二个是F—RF型热风系列,可使用250~300℃热风雾化;第三个是F—QRF型高风温系列,可使用350~500℃热风雾化;第四个是F—QRFT型,是在第三个系列的基础上实现火焰长度可调。以上四个系列均有定型产品,其燃烧能力见表9-4-7。
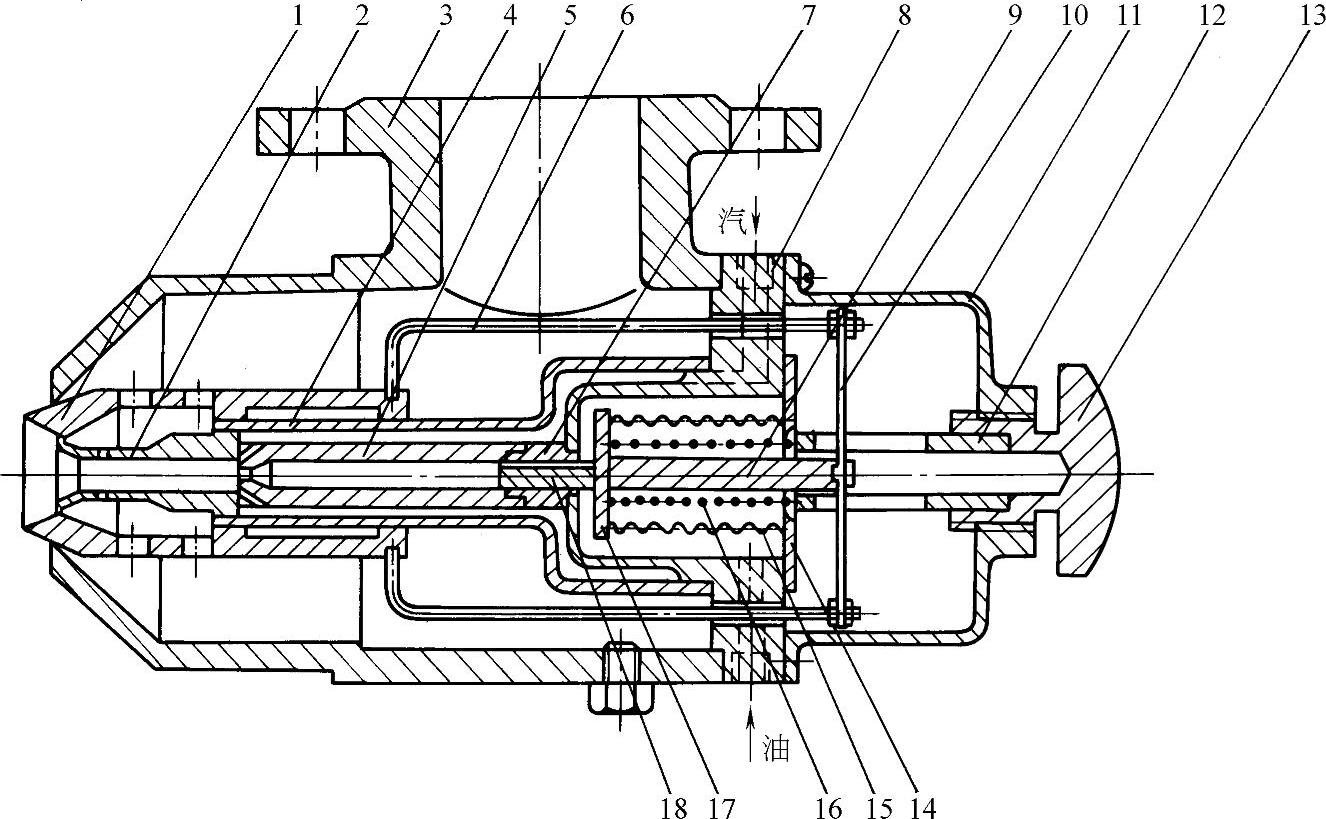
图9-4-13 F型油压比例调节燃油烧嘴
1—空气喷头 2—油喷头 3—壳体 4—蒸汽套筒 5—蒸汽套管 6—拉杆 7—套筒 8—后套 9—连接柱 10—连杆 11—后盖 12—套管 13—手柄 14—波纹管内圈 15—波纹管 16—弹簧 17—波纹管外圈 18—柱塞
表9-4-7 F型燃油烧嘴燃烧能力(常熟喷嘴厂)

(续)
(7)DBR型热风比例调节燃油烧嘴 随着助燃空气温度的提高,要求烧嘴耐高温热风的性能良好。该烧嘴能实现空、煤气比例调节,耐风温200~500℃,在嘴前空气压力为4kPa时,其燃烧能力见表9-4-8。
几种一般烧嘴的性能比较见表9-4-9~表9-4-11。使用注意事项如下:
表9-4-8 DBR型热风比例调节燃油烧嘴燃烧能力
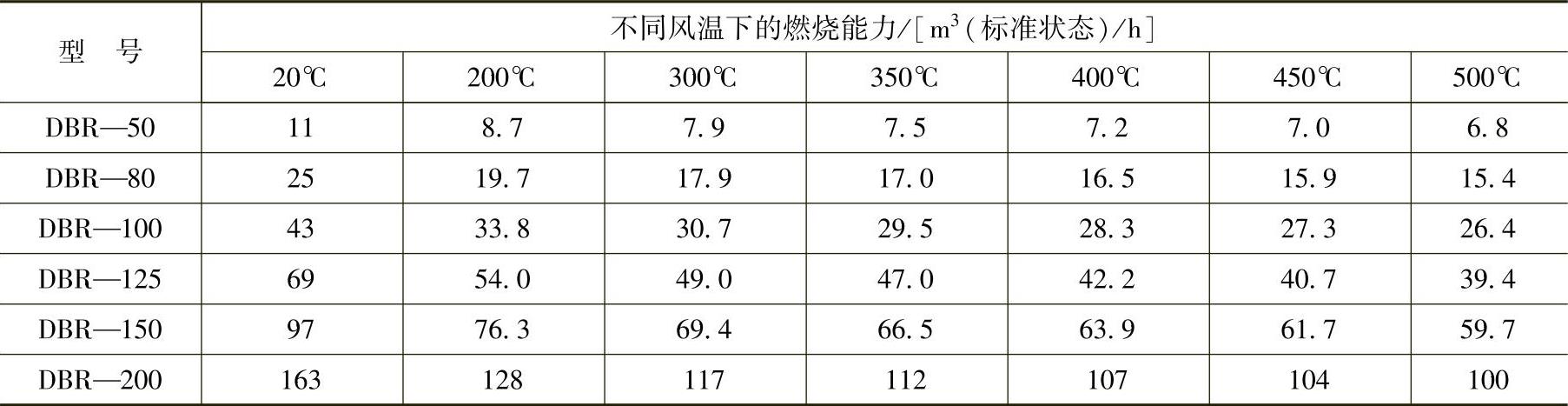
表9-4-9 煤气烧嘴比较
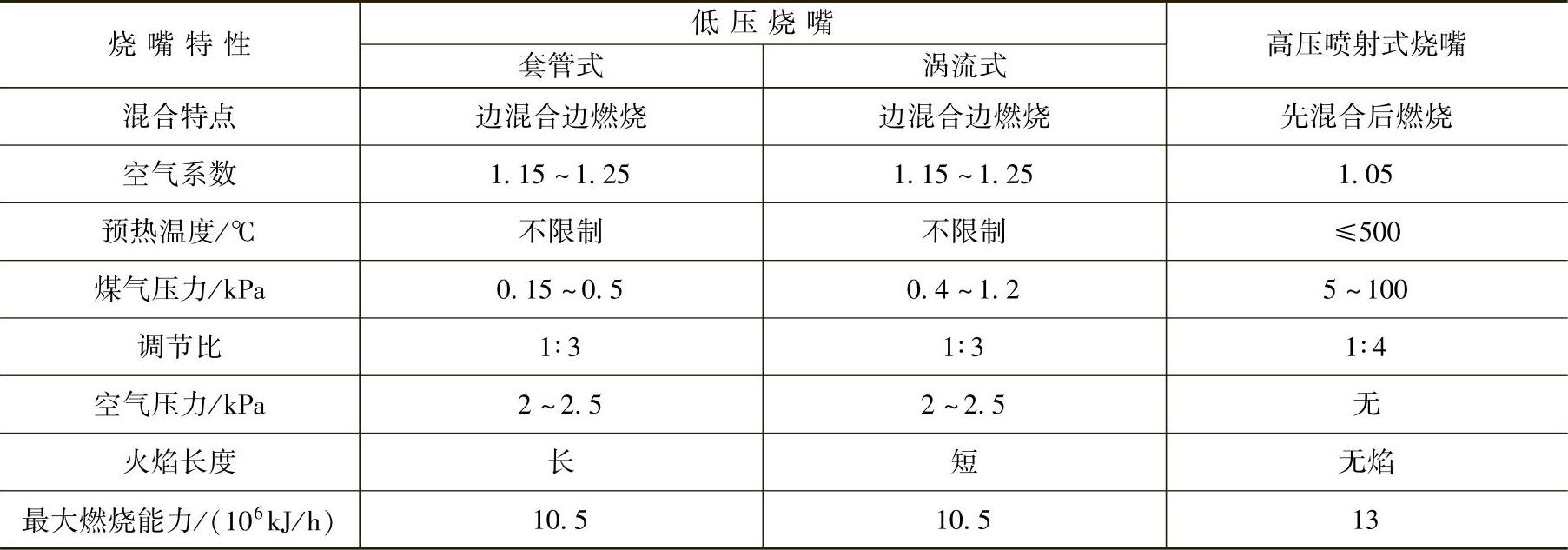
表9-4-10 几种燃油烧嘴比较
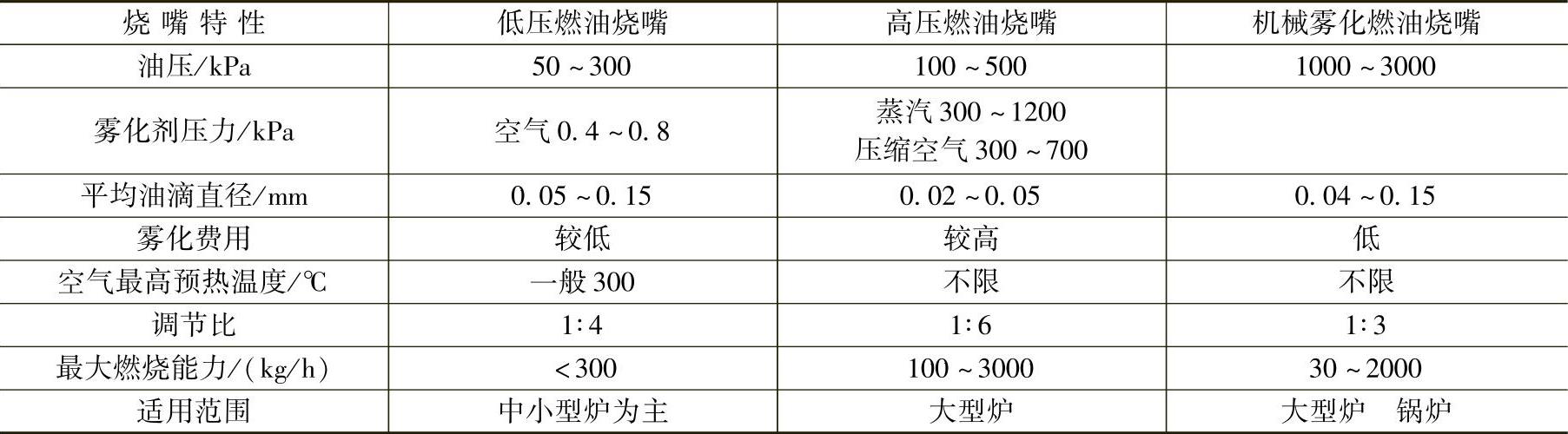
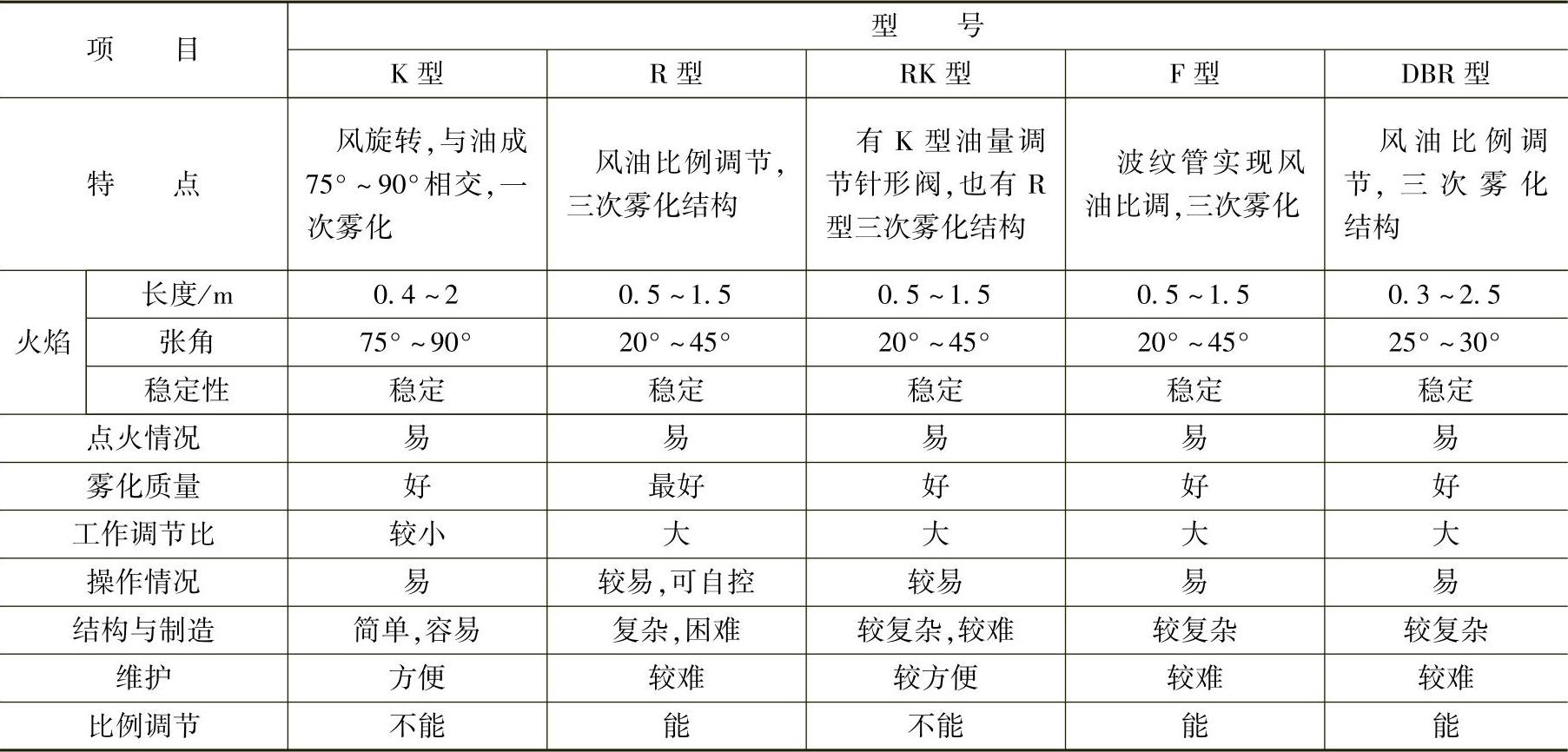
表9-4-11 各种低压燃油烧嘴性能比较
1)雾化风量或雾化剂要有足够的动量,保证雾化或混合质量。
2)助燃空气与燃料量要按比例调节(手动或自动),防止不完全燃烧或空气过量。
3)烧嘴运行中要参照设计数据保持烧嘴前的空气压力、煤气或油压力恒定。
4)使用高牌号重油或渣油时,燃油烧嘴前油温不能太低,一般应设置炉前油加热器,将油加热到一定温度(例如120~130℃),使其粘度值符合油雾化所需数值。
(8)平焰烧嘴
1)特点。平焰烧嘴喷出的是向四周均匀伸展的圆盘形平火焰,并紧贴在炉墙或炉顶的内表面上,能在相当大的平面内造成均匀的温度场。并具有很强的辐射能力。
平焰烧嘴主要以对流方式传热给炉墙,以辐射方式传热给加热件,强化炉内的传热过程,能实现均匀加热,避免工件过烧,在工艺允许的条件下可提高加热速度,缩短工件与烧嘴的距离,对加热炉可降低炉膛高度,对热处理炉可取消燃烧室。因此,可显著改善加热质量,提高炉子生产率和降低燃料消耗,冷炉升温快,对间歇生产的炉子,节能效果更佳。
现有煤气平焰烧嘴其形成平焰的方法有两种:一种是在烧嘴出口处设置挡流板,使轴向气流受阻而沿炉壁径向散开;另一种方法是利用旋转气流配合喇叭型通道而形成。现在国内外多采用后一种方法形成平焰,因此有人称平焰烧嘴为旋流烧嘴。
煤气平焰烧嘴在国外都要求煤气发热值在8000kJ/m3(标准状态)以上。我国燃发生炉煤气的工厂较多,为此研制了一些适合我国国情的燃发生炉煤气平焰烧嘴,热脏煤气平焰烧嘴。又根据我国众多工厂过去多采用引射式直焰烧嘴,改炉时要采用鼓风平焰烧嘴有很多不便,所以又研究成功了引射式平焰烧嘴,扩大了平焰烧嘴的应用范围。
2)平焰烧嘴分类。
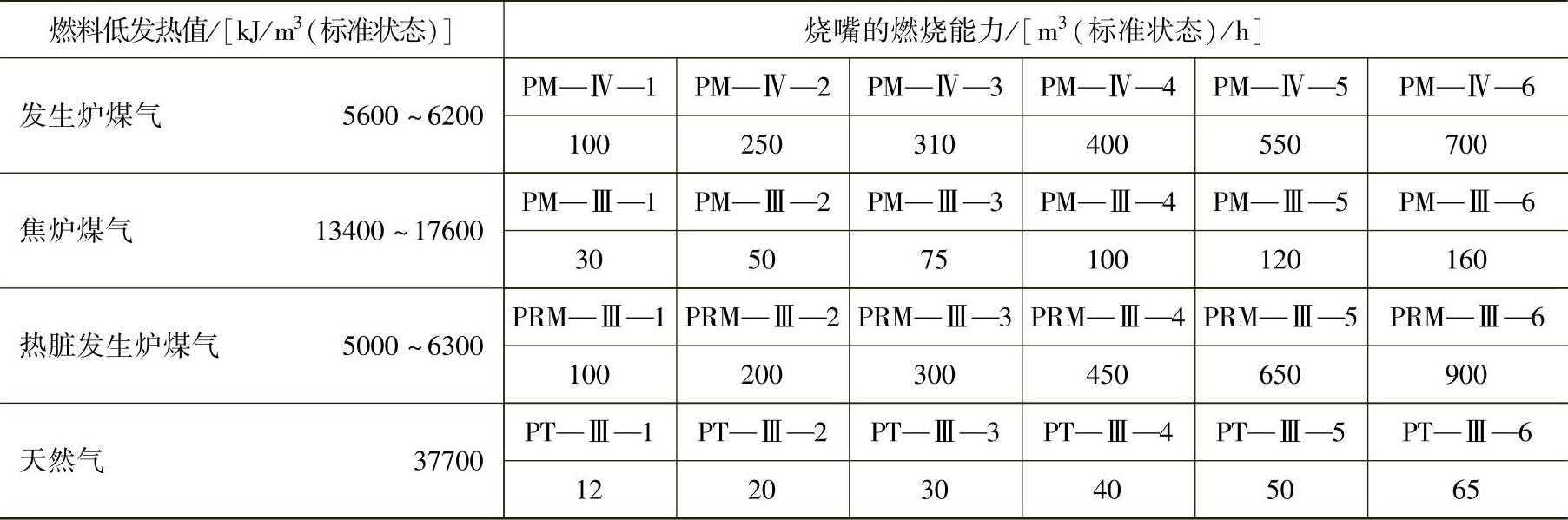
①鼓风式煤气平焰烧嘴。该型烧嘴中心煤气通道采用轴向叶片旋流器或蜗壳旋流器,外环通空气,采用切向旋流器或蜗壳旋流器,空、煤气同心同向旋转喷出后形成平面燃烧。适于燃低热值发生炉煤气,也可燃其他种类煤气。燃高热值煤气,煤气无须旋流。PMⅣ型烧嘴是一种双旋流鼓风式煤气平焰烧嘴(见图9-4-14),主要特点是采用双蜗壳分别使空气和煤气形成旋流,空、煤气流动阻力小,当煤气压力低至500Pa时仍能形成平焰。其性能见表9-4-12。
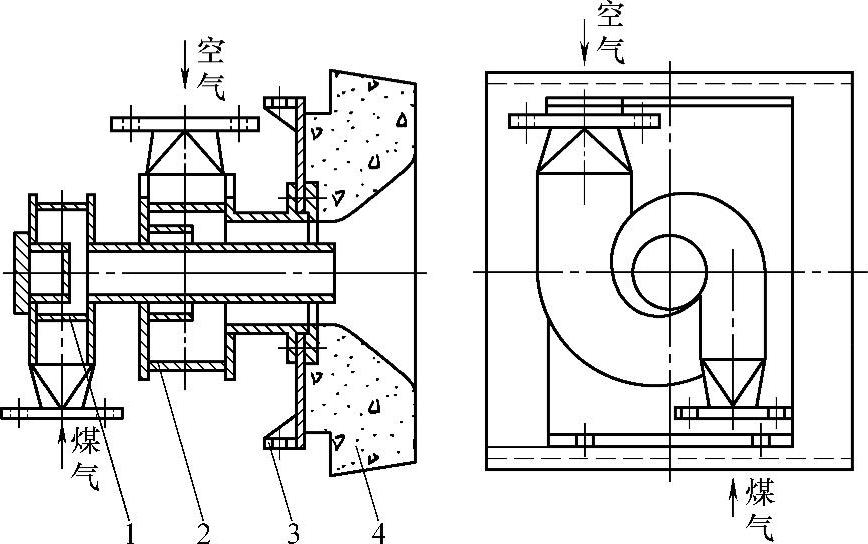
图9-4-14 PMⅣ型双旋流鼓风式煤气平焰烧嘴
1—煤气旋流器 2—空气旋流器 3—侧墙安装板 4—烧嘴砖
表9-4-12 鼓风式平焰烧嘴的燃烧能力(天津利丰达工业炉公司)
②引射式煤气平焰烧嘴。这是一种勿需鼓风的新型节能烧嘴。它由引射器和旋流器结合而成,其结构如图9-4-15所示。其工作原理是:利用煤气的动能,凭借引射器吸入燃料所需的空气量(冷风或热风),形成可燃混合气体,经特殊的旋流器,变为旋转气流,通过烧嘴砖,实现稳定的平面燃烧。
该烧嘴的特点是:
a.不需要风机供风可实现平焰燃烧。
b.火焰铺展面大,强化了传热,具有升温快、炉温高和温度均匀的特点。
c.空、煤气自动比例调节,空气系数可调。
d.匹配有低阻力辐射换热器,可将助燃空气预热至350℃。
e.噪声低,节约燃料,成本回收期短。
该烧嘴有系列产品,燃烧能力为(2~20)×105kJ/h,多燃用发生炉煤气,也可燃用城市煤气。技术性能见表9-4-13。
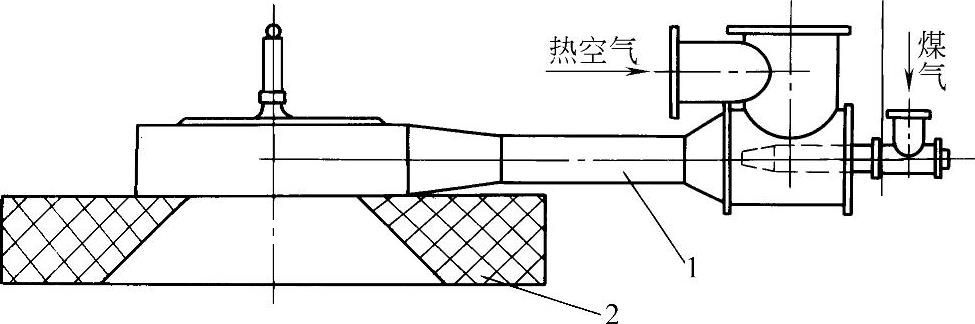
图9-4-15 引射式煤气平焰烧嘴(LYP型)
1—烧嘴 2—烧嘴砖
表9-4-13 引射式煤气平焰烧嘴主要技术性能(天津利丰达工业炉公司)
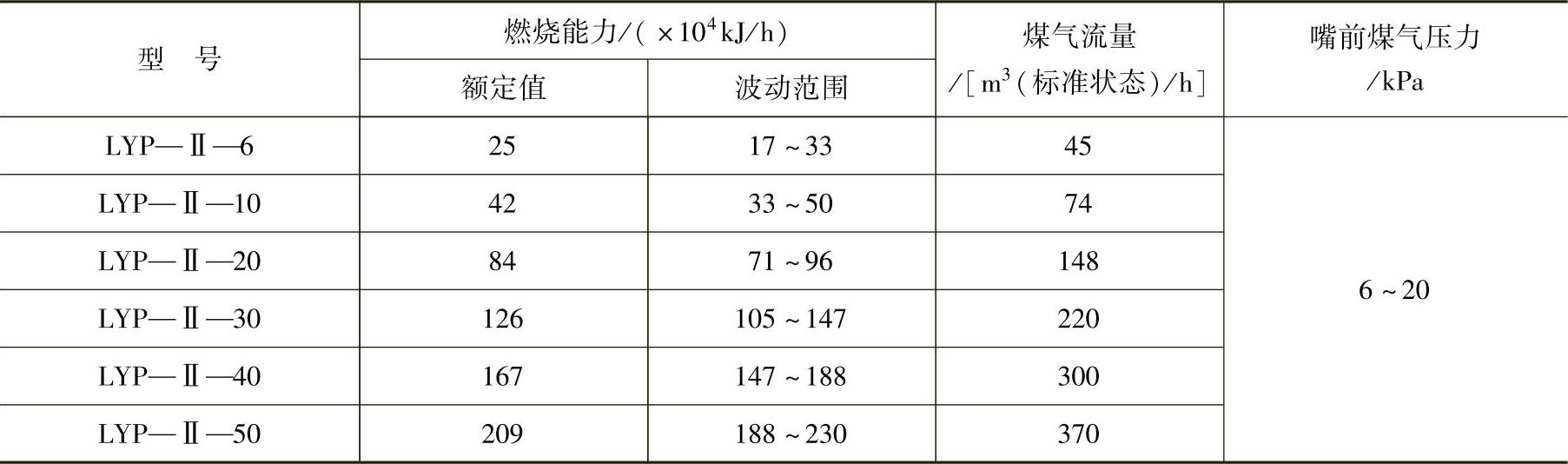
注:烧嘴额定能力是在嘴前煤气压力10kPa,煤气热值5650kJ/Nm3(标准状态)条件下确定的。
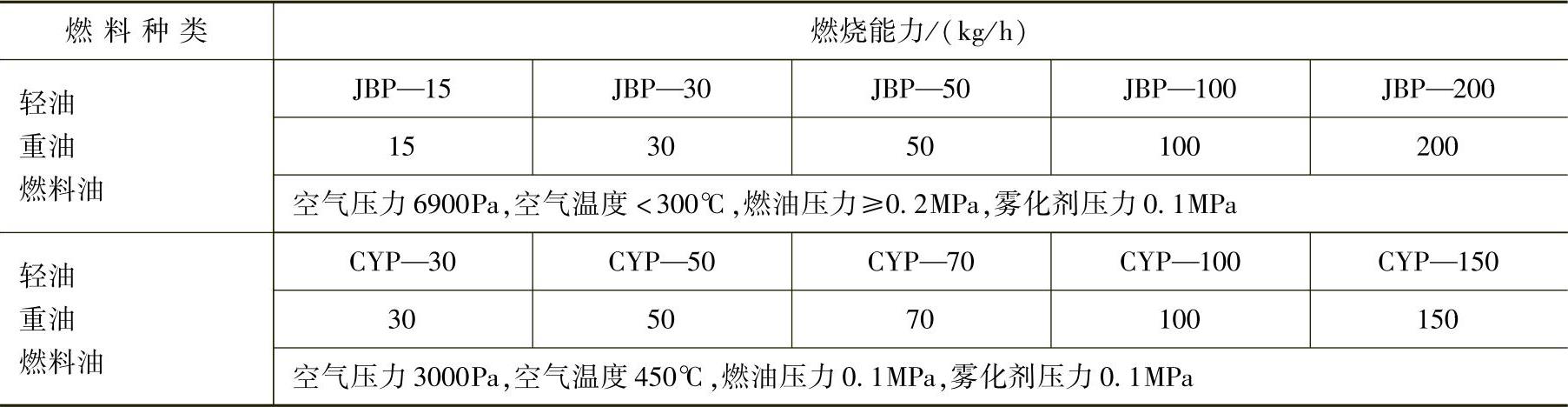
③燃油平焰烧嘴。JBP型是高压内混式烧嘴,采用中低温助燃风,用蒸汽或压缩空气作雾化剂,油从中心小孔喷出,雾化后沿烧嘴头部环缝(或多孔结构)喷出。燃烧所需的全部空气量(压力7kPa)切线进入风套旋转喷出后,与烧嘴头部喷出的油雾混合并进一步雾化,形成平面燃烧。因油枪无隔热保护套管,适用于较低预热温度的空气,其结构见图9-4-16。可烧重油和轻油,有系列产品。
CYP型烧嘴,采用较高温的助燃风,助燃空气切向旋流供入,空气箱带内隔热,油枪有独立的雾化旋流结构,外部带有保护套管,可使用较高预热温度的空气,能适应轻油、重油及其他燃料油。
燃油平焰烧嘴的燃烧能力见表9-4-14。
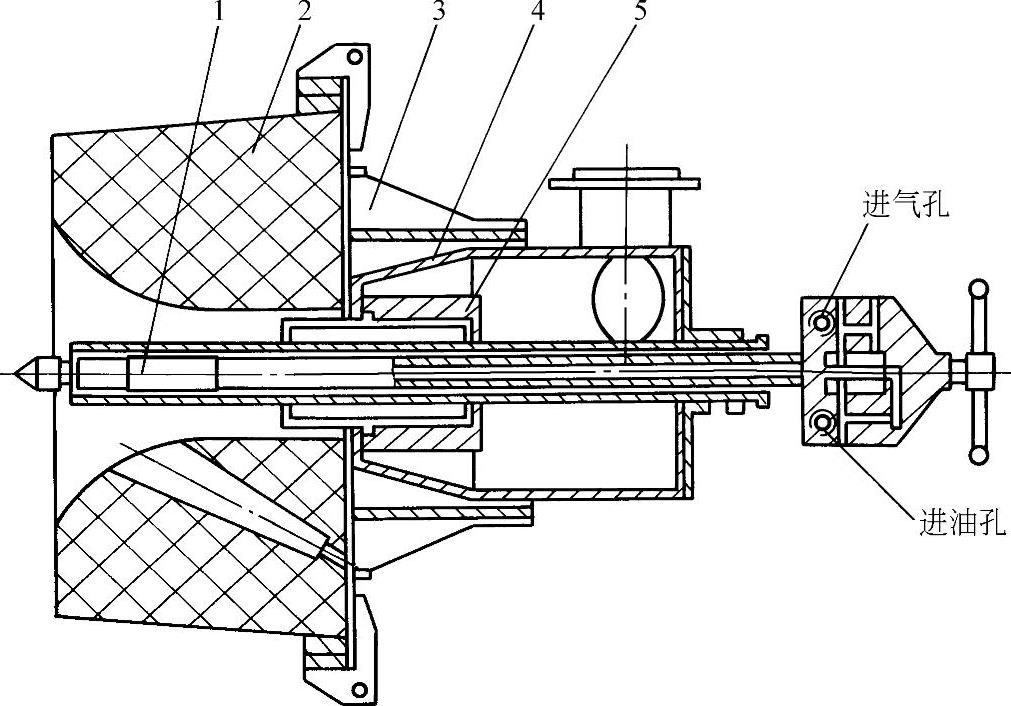
图9-4-16 JBP型燃油平焰烧嘴
1—油枪 2—烧嘴砖 3—烧嘴板 4—风壳 5—导风室
表9-4-14 燃油平焰烧嘴燃烧能力(常熟喷嘴厂)
3)燃油、燃煤气两用平焰火烧嘴。
烧嘴可单独烧油或单独烧煤气,也可油气混烧;可实现空、煤气双预热;煤气从低热值的高炉煤气到高热值的液化石油气;较高的空气预热温度;油枪采用蒸汽或压缩空气雾化,要求燃油和雾化剂压力低;油枪做成单独的枪芯,可十分方便地从烧嘴壳体中取出或放入。其燃烧能力见表9-4-15。
表9-4-15 燃油、燃煤气两用平焰火烧嘴燃烧能力(常熟喷嘴厂)

(9)高速烧嘴
高速烧嘴一般分高速等温烧嘴和高速调温烧嘴两种。
高速等温烧嘴的燃料在烧嘴自身的燃烧室内基本上完全燃烧(85%以上),炽热气体靠压力从烧嘴喷口高速喷出,强化了对流传热,促进炉内气流循环,达到均匀炉温的目的。由于高速火焰沿长度方向温降小,轴向温度均匀,故称为高速等温烧嘴,习惯上称为高速烧嘴。
在上述基础上,在燃烧室后增设调温室,掺入大量空气,大幅度的调节燃烧后的气体温度,可降低到与工件加热温度相近,对实现中低温的均匀加热有特殊意义。这种烧嘴称为高速调温烧嘴。
1)特点(https://www.daowen.com)
①燃烧室体积很小,热负荷很大,一般在(107~108)kJ/(m3·h),要选择优质耐火材料以提高其内衬寿命。
②燃烧后热气体以100m/s以上的速度喷出。
③烧嘴调节比大,一般为1∶15,最高可达1∶50。
④烧嘴出口气体温度200~1300℃。
⑤燃发生炉煤气时嘴前空气、煤气压力分别为3.5~5kPa。
⑥由于气流喷出速度高,易脱火,需配备自动点火装置及火焰监测器。同时应注意防止噪声过大。
⑦采用高速烧嘴以对流传热为主。炉膛尺寸可以改小,因而能减小蓄热量,炉内温度均匀且温度升降灵活,加热速度比传统炉子有较大提高。
2)结构
FR燃气高速烧嘴如图9-4-17所示。该烧嘴煤气由煤气中心管前端送入,在管端前设一挡盘,使煤气沿挡盘周边流出,在挡盘后形成负压旋流区,促使空、煤气连续混合并稳定燃烧。助燃空气通过燃烧筒上的两排小孔喷入,保证煤气的混合燃烧。
CQGS型燃气高速调温烧嘴如图9-4-18所示。燃油高速调温烧嘴其结构与燃气高速调温烧嘴相似。
油、气两用高速烧嘴可单独烧油或单独烧煤气,也可油气混烧,油枪采用蒸汽或压缩空气雾化。
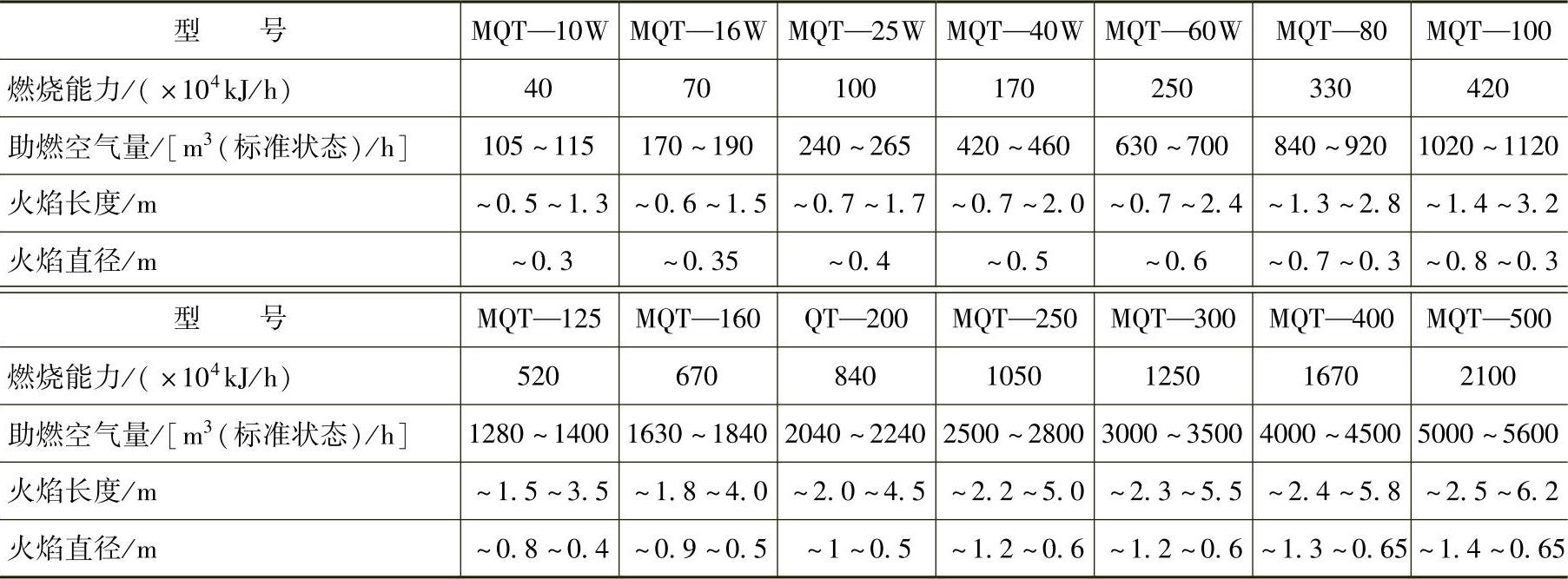
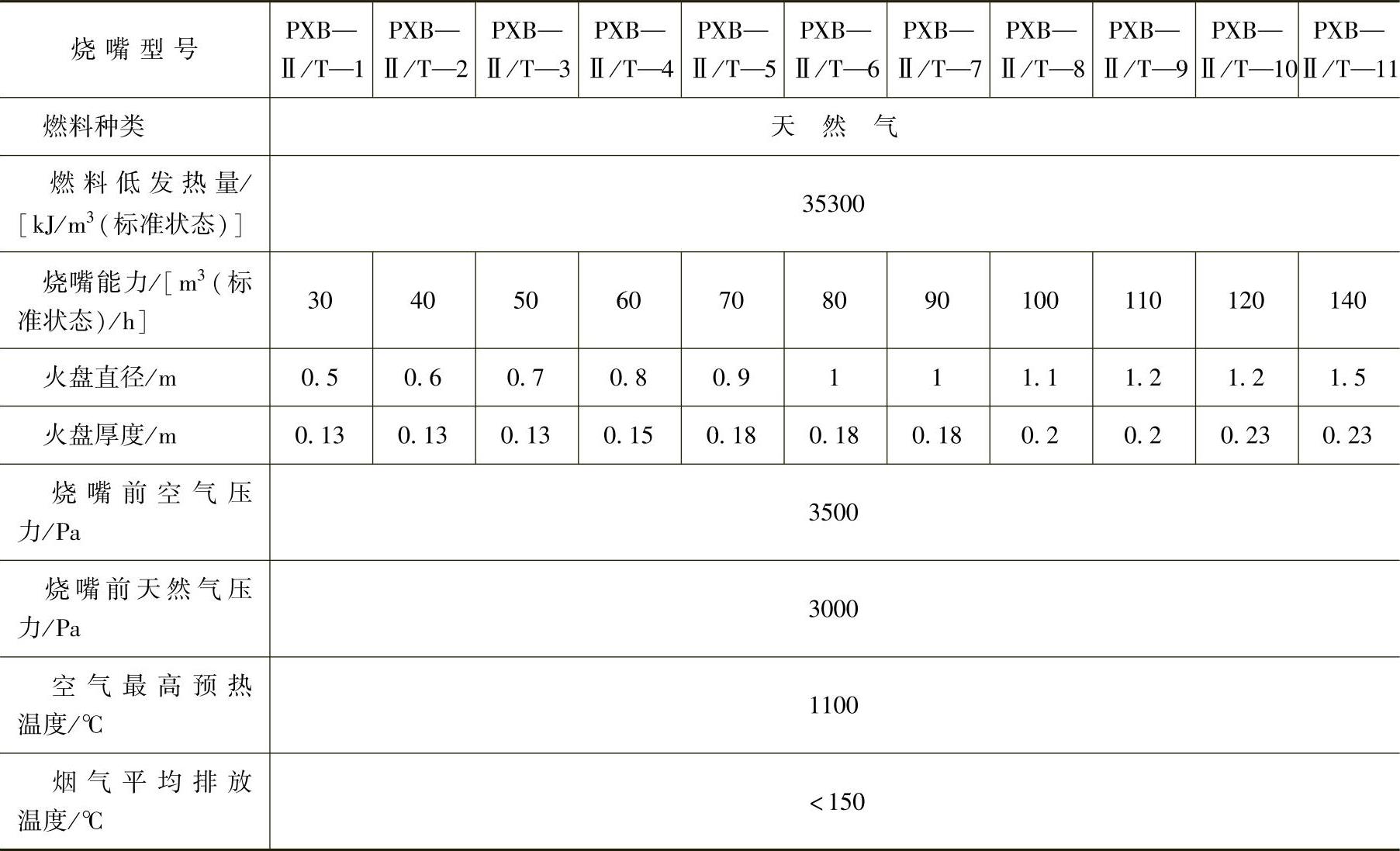
高速烧嘴有系列产品,可燃用发生炉煤气、城市(焦炉)煤气、天然气、液化石油气、轻油、燃料油,燃烧能力见表9-4-16~表9-4-19。
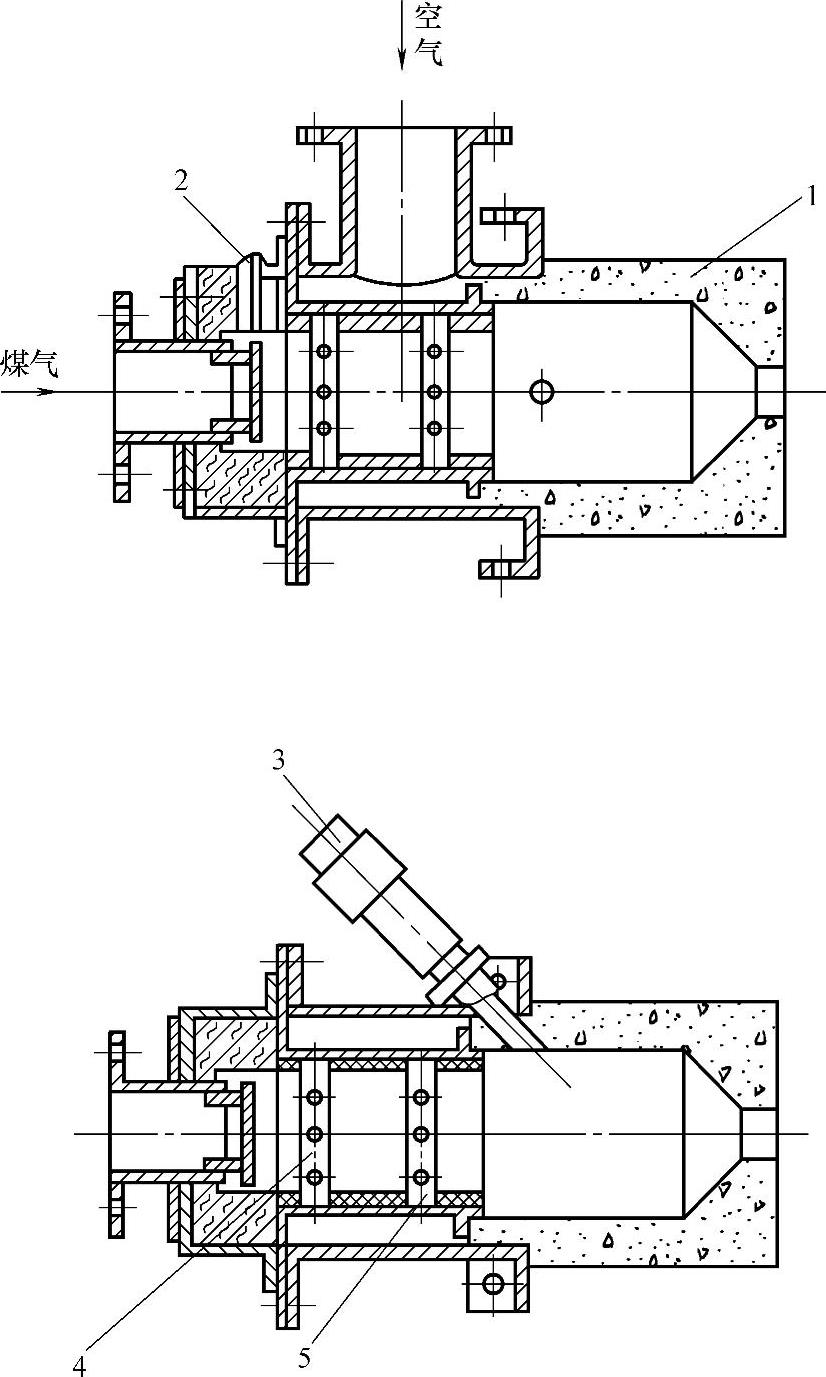
图9-4-17 FR型高速烧嘴
1—烧嘴砖 2—电点火装置 3—火焰监测装置 4—一排空气管 5—二排空气管
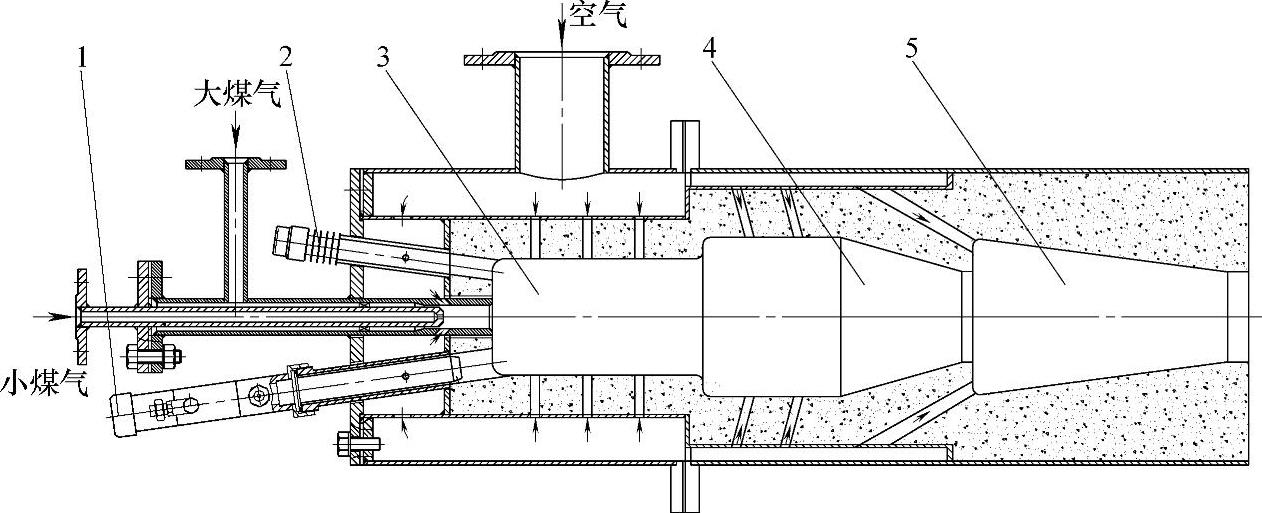
图9-4-18 CQGS型燃气高速调温烧嘴
1—点火枪 2—火焰监测器总成 3—一次燃烧室 4—二次燃烧室 5—调温室
表9-4-16 燃气高速烧嘴的燃烧能力(天津利丰达工业炉公司)
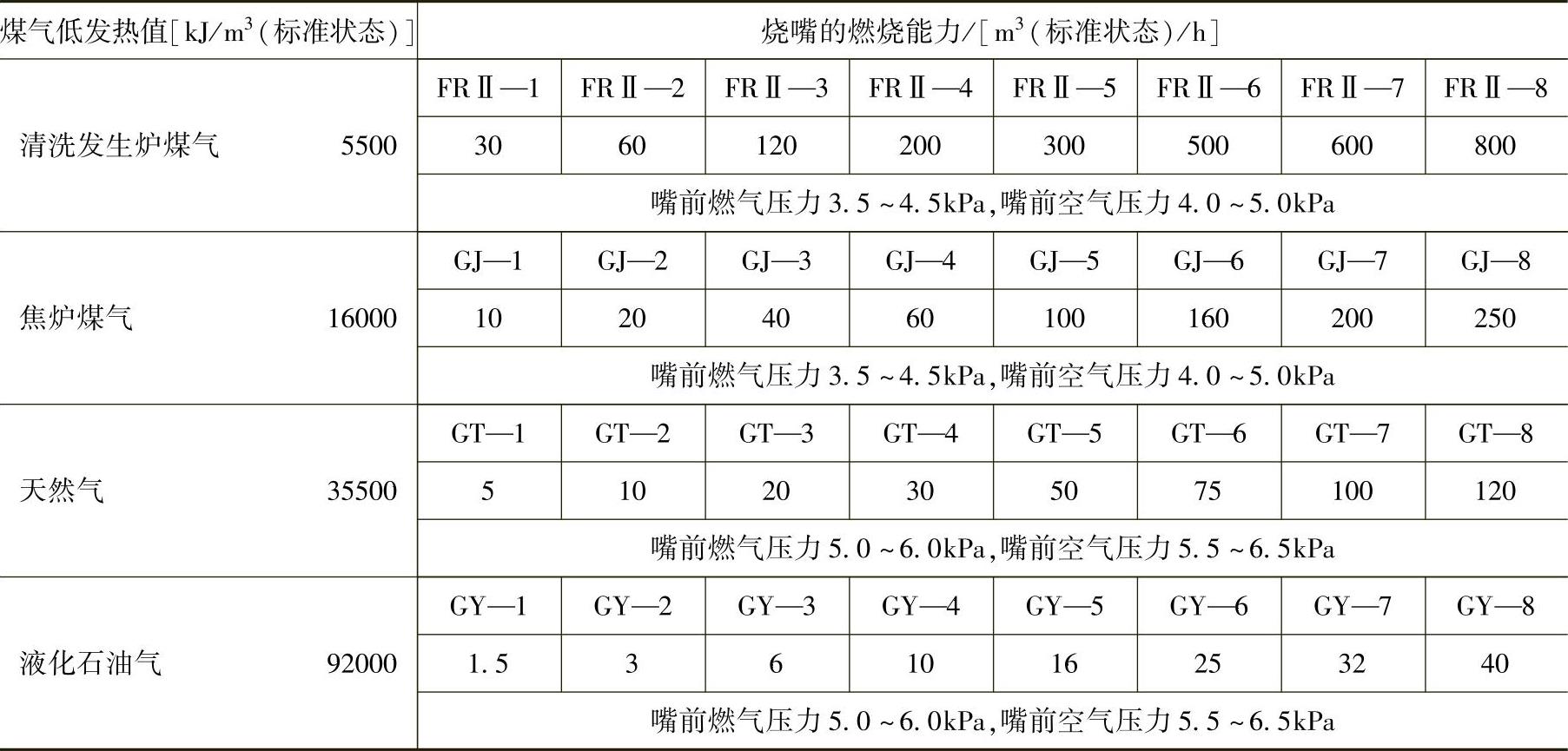
表9-4-17 燃气高速调温烧嘴燃烧能力(常熟喷嘴厂)
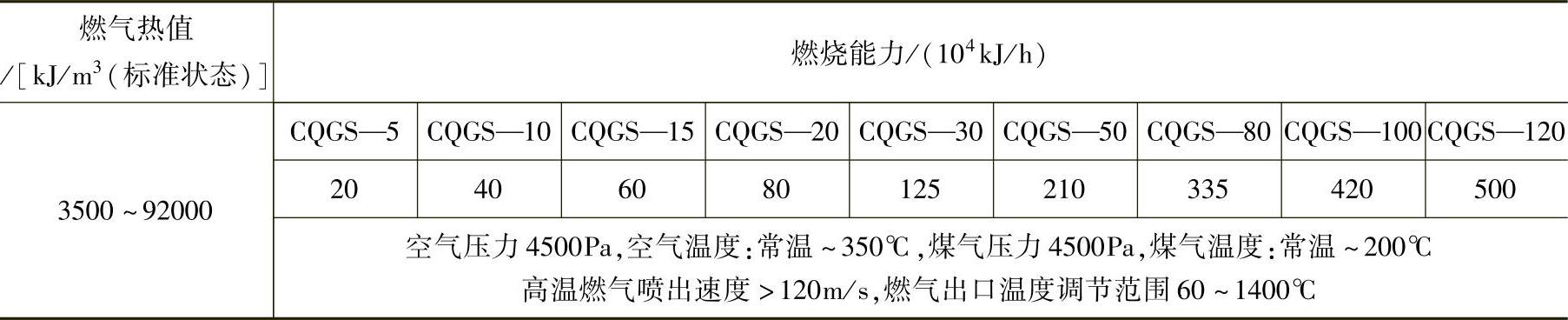
注:对于热值较低的煤气:高炉、发生炉、混合等煤气可以使用预热后的煤气。
表9-4-18 燃油高速调温烧嘴的燃烧能力(常熟喷嘴厂)

(续)

表9-4-19 燃油、燃气两用高速烧嘴的燃烧能力(常熟喷嘴厂)

(10)自身预热烧嘴
1)特点。自身预热烧嘴又称换热式烧嘴,基本特点是把喷嘴、换热器、引射器有机地结合为一体,炉子不另设排烟道。它不但供给炉子热量,而且利用废气余热预热助燃空气,大大节约能源。
烧嘴的结构示意如图9-4-19所示。油或煤气由喷枪(雾化后)喷出,与预热到高温的热空气混合后燃烧。从烧嘴砖高速喷出的高温气体与炉壁和工件进行热交换后,在引射器抽力的作用下,经烧嘴换热器将空气预热后排出。
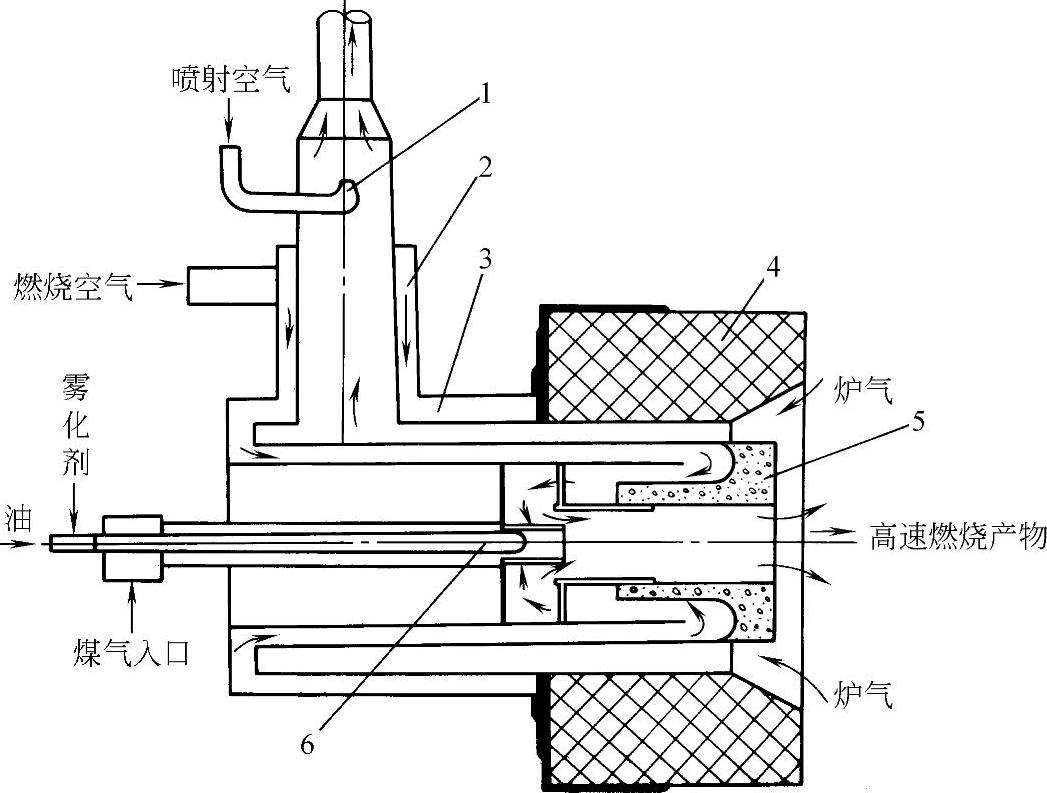
图9-4-19 自身预热烧嘴
1—引射器 2—垂直换热器 3—水平换热器 4—外烧嘴砖 5—内烧嘴砖 6—喷嘴
2)结构。
①喷嘴。喷嘴的雾化结构因燃料而异,渣油喷嘴的雾化结构不但要保证将高粘度渣油雾化成分布均匀的细粒,而且要求不易使油口堵塞和结焦。通常分内混式与外混式两类雾化结构。
②换热器。换热器体由多层环缝构成,利用烟气热量预热空气,由于它的高温部分置于炉墙之内,其散热损失大为减少,所以热效率较高。
③烧嘴砖。包括内外烧嘴砖。内烧嘴砖的作用是确保热空气与雾化的重油微粒充分混合并燃烧,外烧嘴砖的主要作用类似于炉体烟道,烟气经内外烧嘴砖之间的空隙进入烧嘴换热器部分。
④引射器。利用喷射空气造成的负压使炉内烟气经烧嘴换热器后排出。引射器的抽力是根据烟气流动阻力而设计,改变喷射空气压力和流量可以调节炉膛压力,以便负荷变化时保持护膛微正压。
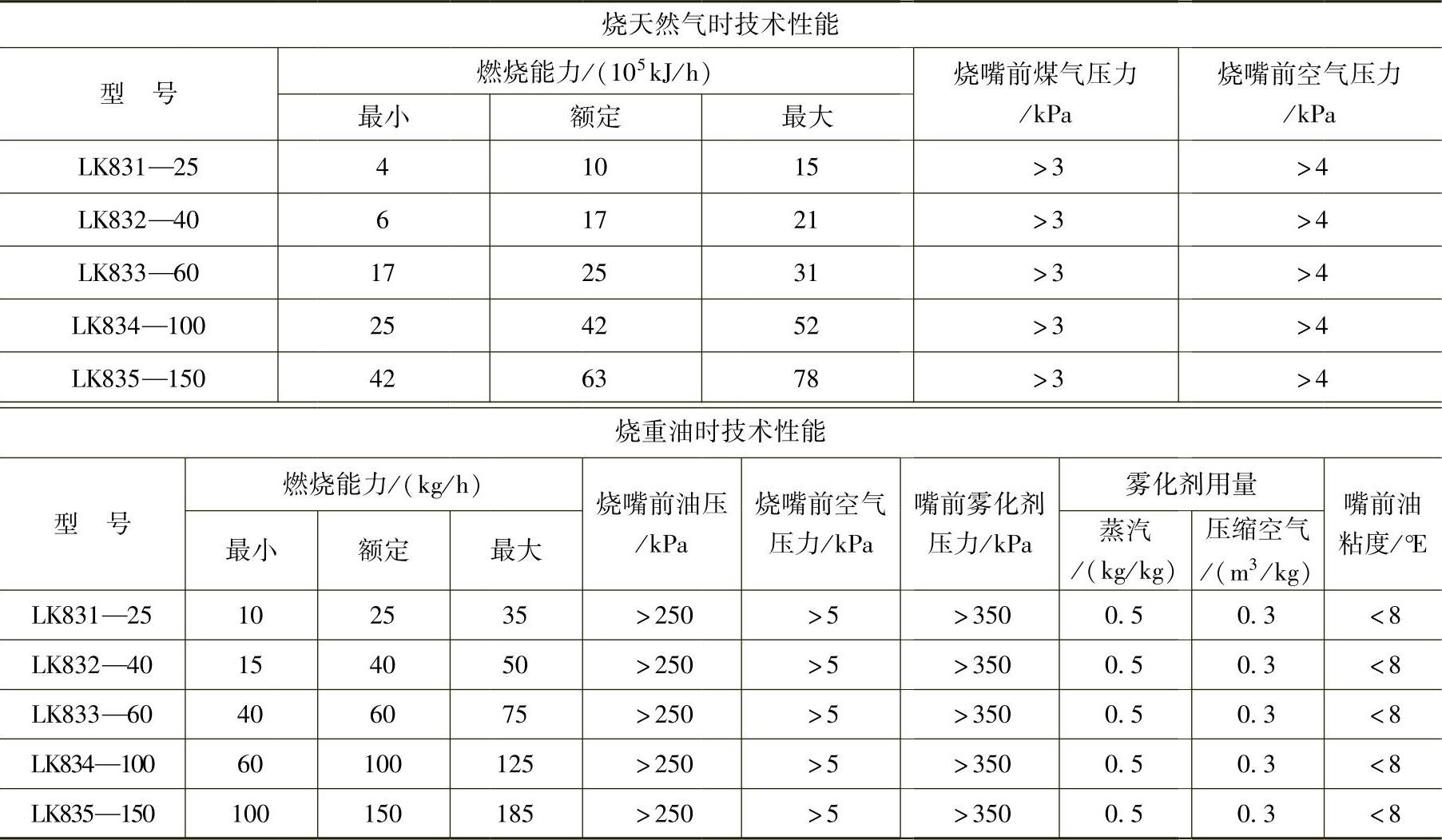
3)性能。我国研制的自身预热烧嘴可燃烧气体和液体燃料,如液化石油气、天然气、城市煤气、水煤气、发生炉煤气及柴油、重油和渣油。另外,还设计有油、气两用自身预热烧嘴。上述烧嘴均有系列产品,可使用于炉温为800~1300℃的热处理炉、加热炉、熔化炉上。LK型自身预热烧嘴的技术性能见表9-4-20。
表9-4-20 自身预热烧嘴技术性能
(11)火焰可调烧嘴。火焰可调烧嘴有普通型、低NOX型。
1)普通型火焰可调烧嘴。煤气从喷口喷出后与一次直流助燃空气及二次旋流助燃空气在烧嘴内部混合,在煤气量不变的情况下,调节一、二次风比例,可改变火焰形状。烧嘴结构如图9-4-20所示,技术性能见表9-4-21。
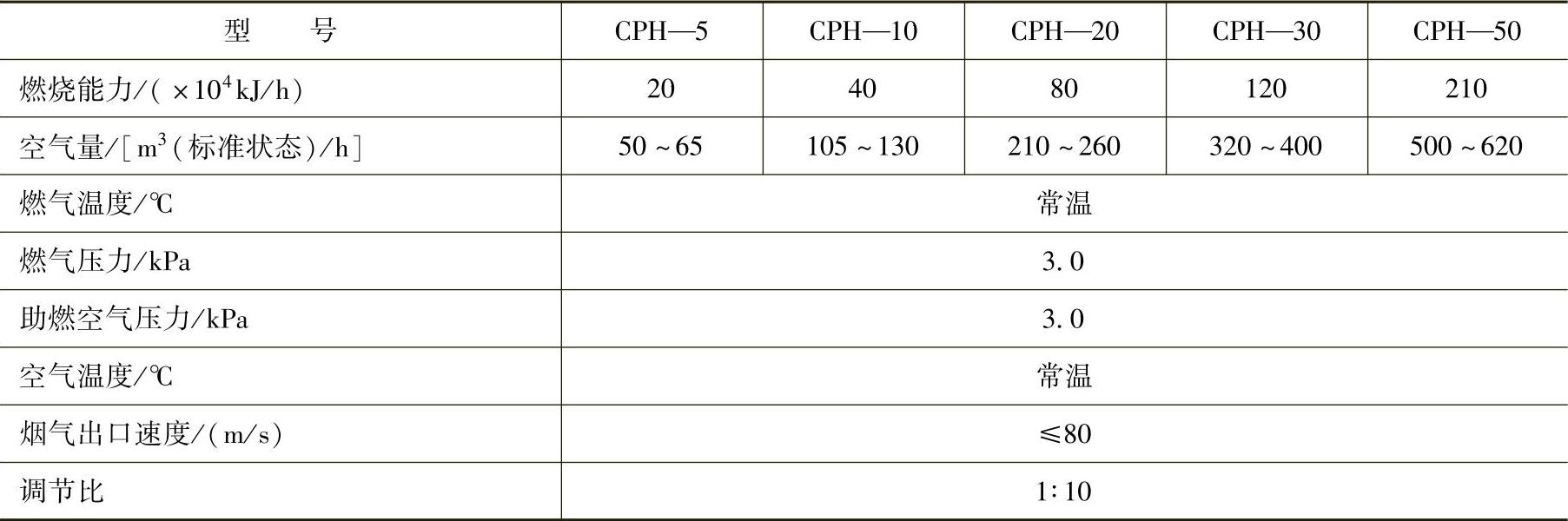
2)低NOX火焰可调燃气烧嘴。采用二次配风燃烧方式和中心风技术,降低燃烧区的温度,抑制NOX的生成。利用一、二次风的旋流强度不同,调节一、二次风量,在燃烧能力不变的情况下,调节火焰长度。烧嘴带有中心风出口,中心风可选择助燃所用的冷空气、热空气或压缩空气。空气预热温度最高可使用700℃。烧嘴结构如图9-4-21所示,技术性能见表9-4-22,其燃气压力3.0kPa,燃气温度常温,助燃空气压力3.0kPa,助燃空气温度≤500℃,调节比1∶10。
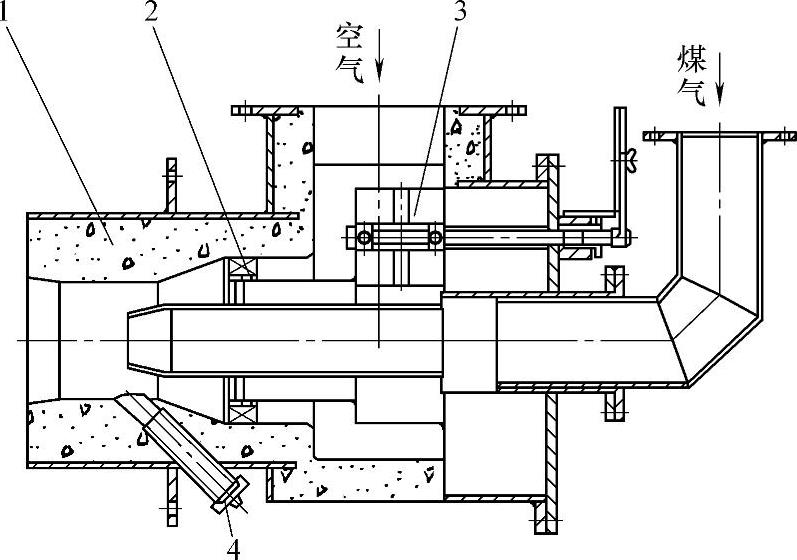
图9-4-20 火焰可调烧嘴
1—风壳 2—二次风旋流器 3—一、二次风分配调节装置 4—点火孔
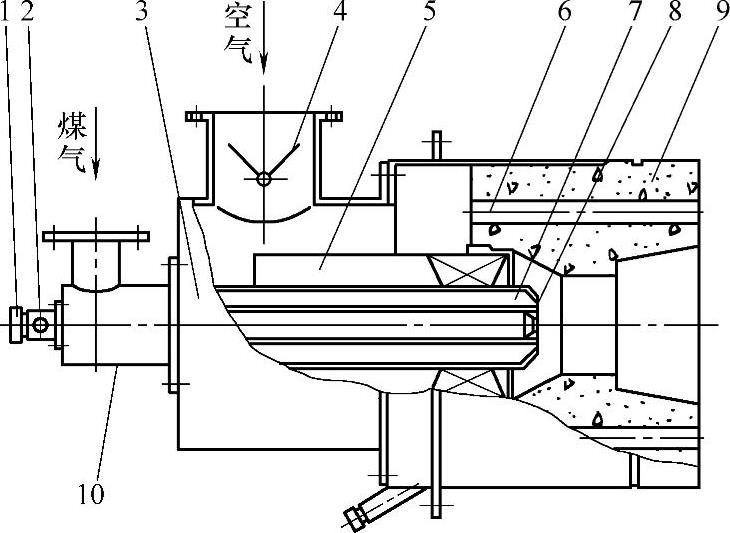
图9-4-21 低NOX火焰可调燃气烧嘴
1—观察孔 2—中心风入口 3—风壳 4—火焰形状调节阀 5—一次旋流风 6—二次直流风 7—煤气喷口 8—中心风喷口 9—烧嘴砖 10—测压孔
表9-4-21 火焰可调烧嘴技术性能(常熟喷嘴厂)
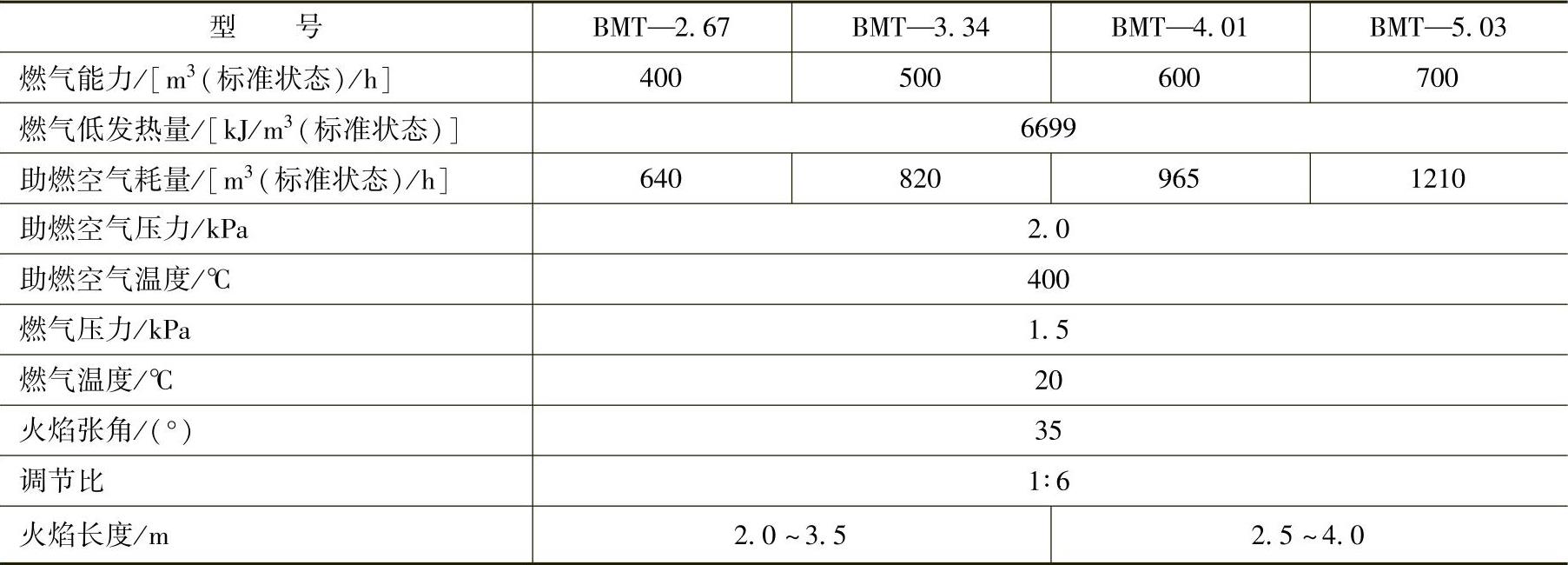
表9-4-22 低NOX火焰可调燃气烧嘴技术性能(常熟喷嘴厂)
(12)二段式低NOX烧嘴 燃烧器采用多级空气分配,二段燃烧方法。
煤气采用环状射流与两侧环状一次空气流均匀渗混,在空气套内稳定燃烧后喷出,与二次空气流在燃烧筒内边混合边燃烧,通过控制燃烧筒的喷口尺寸来改变高温气体最终的出口速度。由于二段燃烧,有效的降低燃烧区温度,减少NOX的生成。二段式低NOX烧嘴结构如图9-4-22所示,技术性能见表9-4-23。
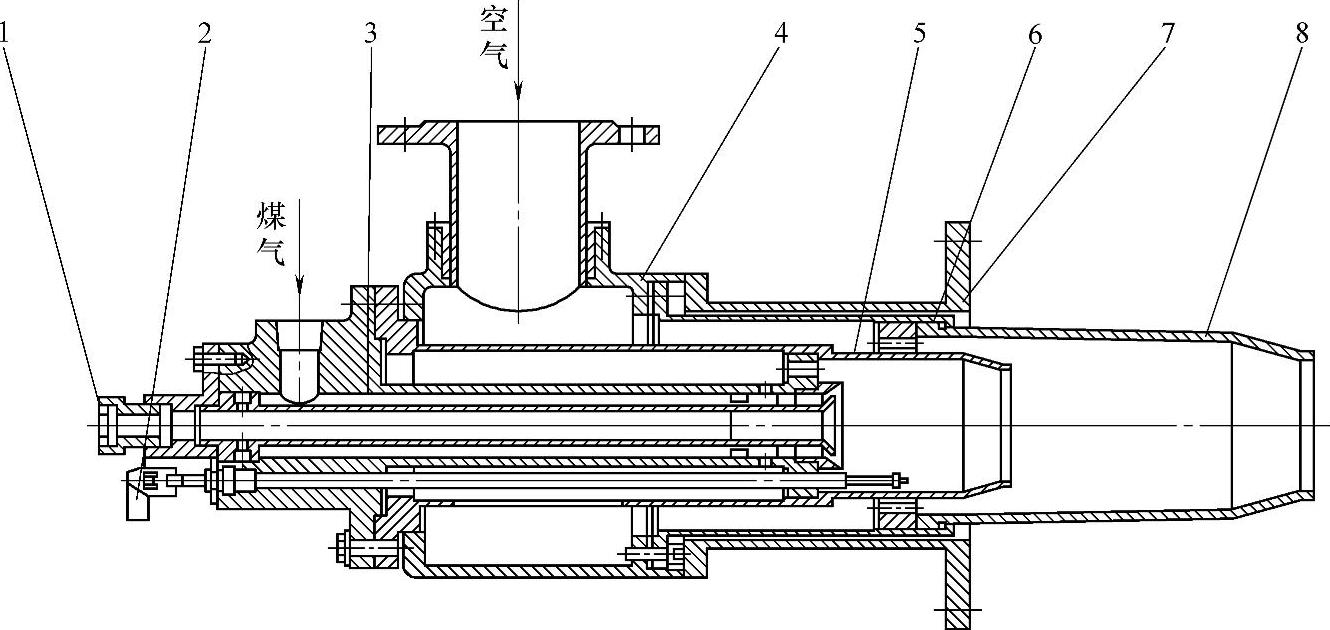
图9-4-22 二段式低NOX烧嘴
1—观察孔 2—点火/检测棒 3—燃气芯体 4—空气体 5—空气套 6—连接套 7—安装接板 8—燃烧筒
表9-4-23 二段式低NOX烧嘴技术性能(常熟喷嘴厂)
(13)蓄热式烧嘴 蓄热式烧嘴是将燃烧器与蓄热式换热器有机结合的燃烧装置。蓄热式换热器是用陶瓷蜂窝体,或陶瓷小球做成蓄热体,对烟气余热进行高效回收后(排烟温度降至150℃左右),可将助燃空气或煤气预热到1100℃左右。工作原理见本篇第二章中室式炉中有关蓄热式炉的介绍。
按预热介质类别,蓄热式烧嘴分空气单预热,空气、煤气双预热两种。
1)空气单预热蓄热式烧嘴。该烧嘴适用于燃烧高热值煤气。
①蓄热式低NOX烧嘴。该烧嘴省去了复杂的燃料换向系统,简化了操作,与传统烧嘴一样使用;烧嘴喷头的特殊形状使部分烟气回流参与燃烧,降低了燃气温度,可减少NOx的生成。这种蓄热式烧嘴有燃气、燃油及油气两用不同形式,结构如图9-4-23所示,技术性能见表9-4-24。
②蓄热式平焰烧嘴。其结构如图9-4-24所示,技术性能见表9-4-25。
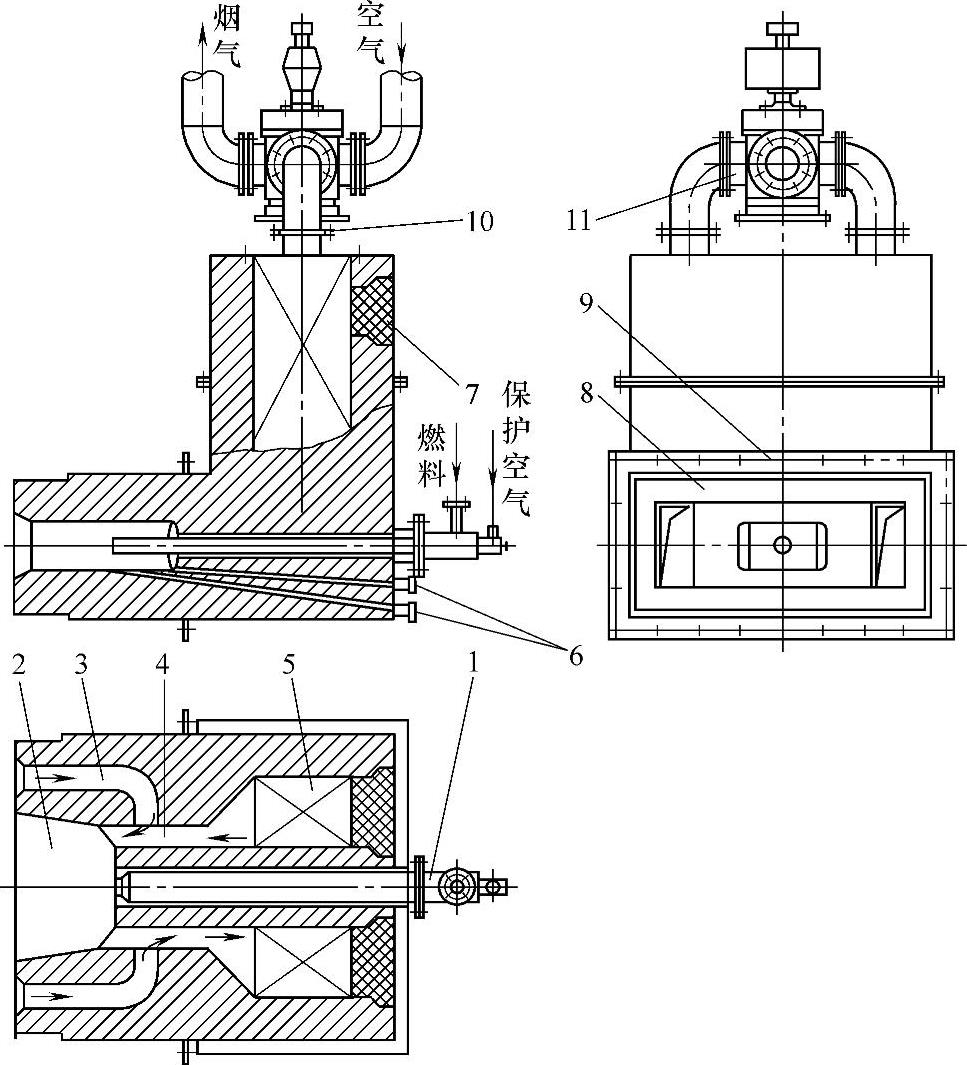
图9-4-23 蓄热式低NOX烧嘴
1—燃烧腔 2—排烟通道 3—空气通道 4—蓄热室 5—燃料喷枪 6—点火枪、监测孔 7—烧嘴喷头 8—安装板 9—四通阀 10—空、烟气接口 11—蓄热体检修门
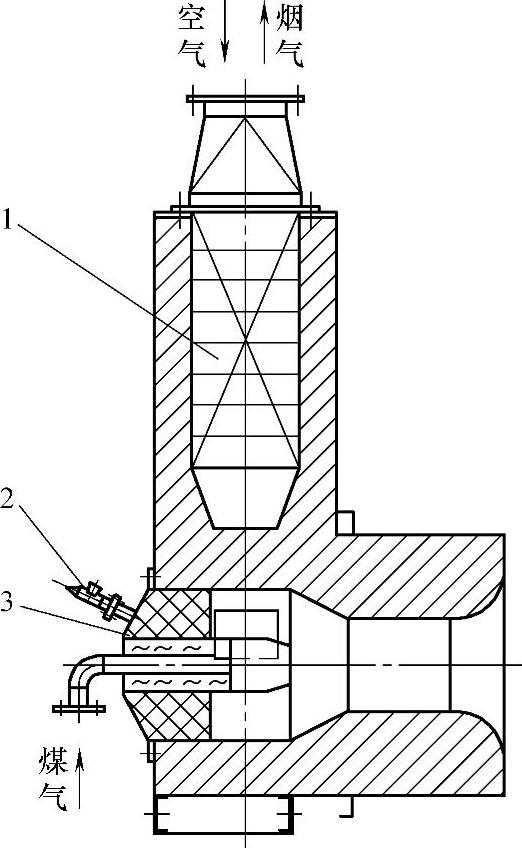
图9-4-24 蓄热式平焰烧嘴
1—蓄热体 2—观察孔 3—护管
表9-4-24 蓄热式低NOx烧嘴技术参数(常熟喷嘴厂)
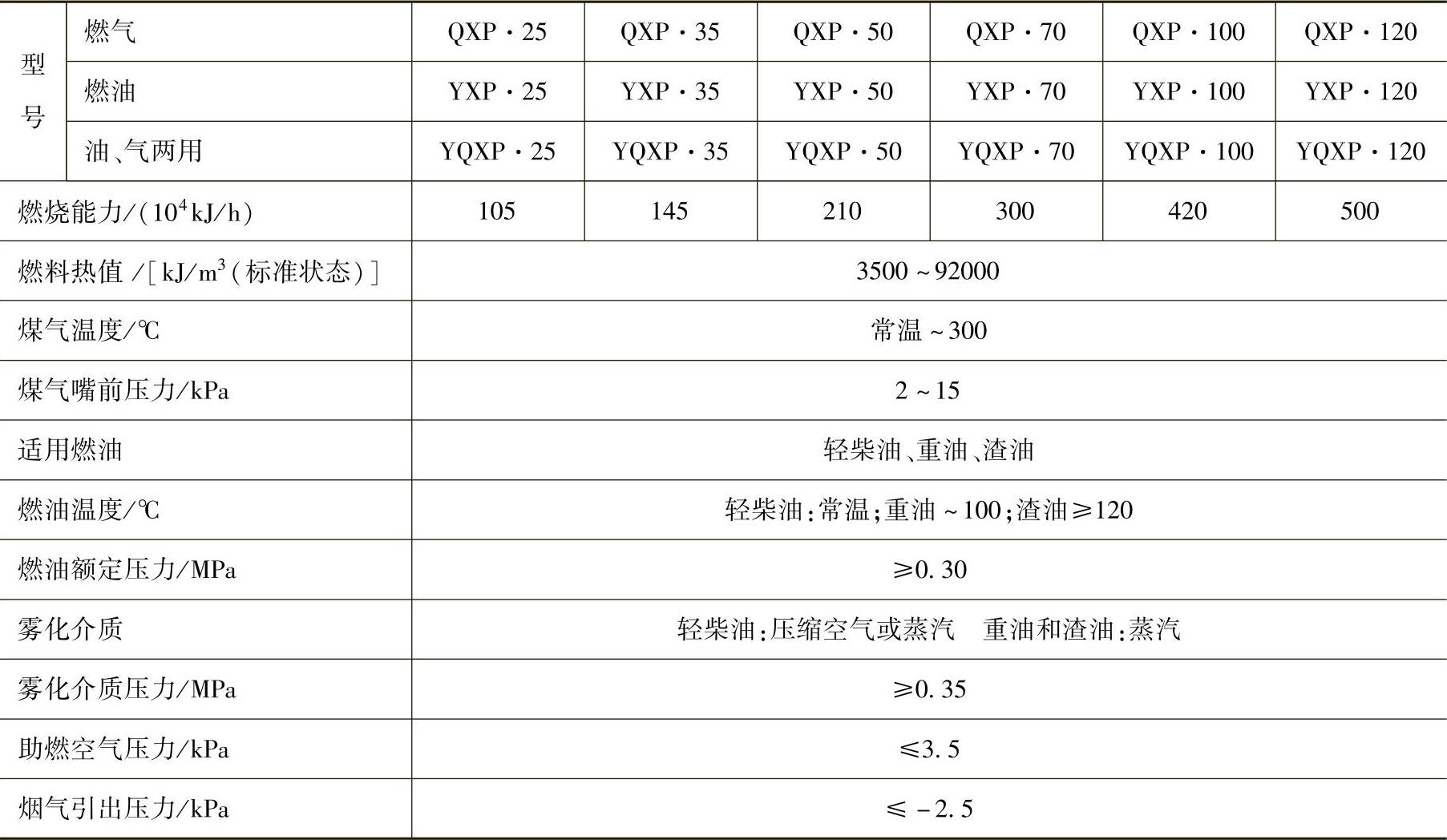
表9-4-25 蓄热式平焰烧嘴技术参数(重庆沃克斯公司)
③蓄热式高速烧嘴。其结构如图9-4-25所示,技术性能见表9-4-26。
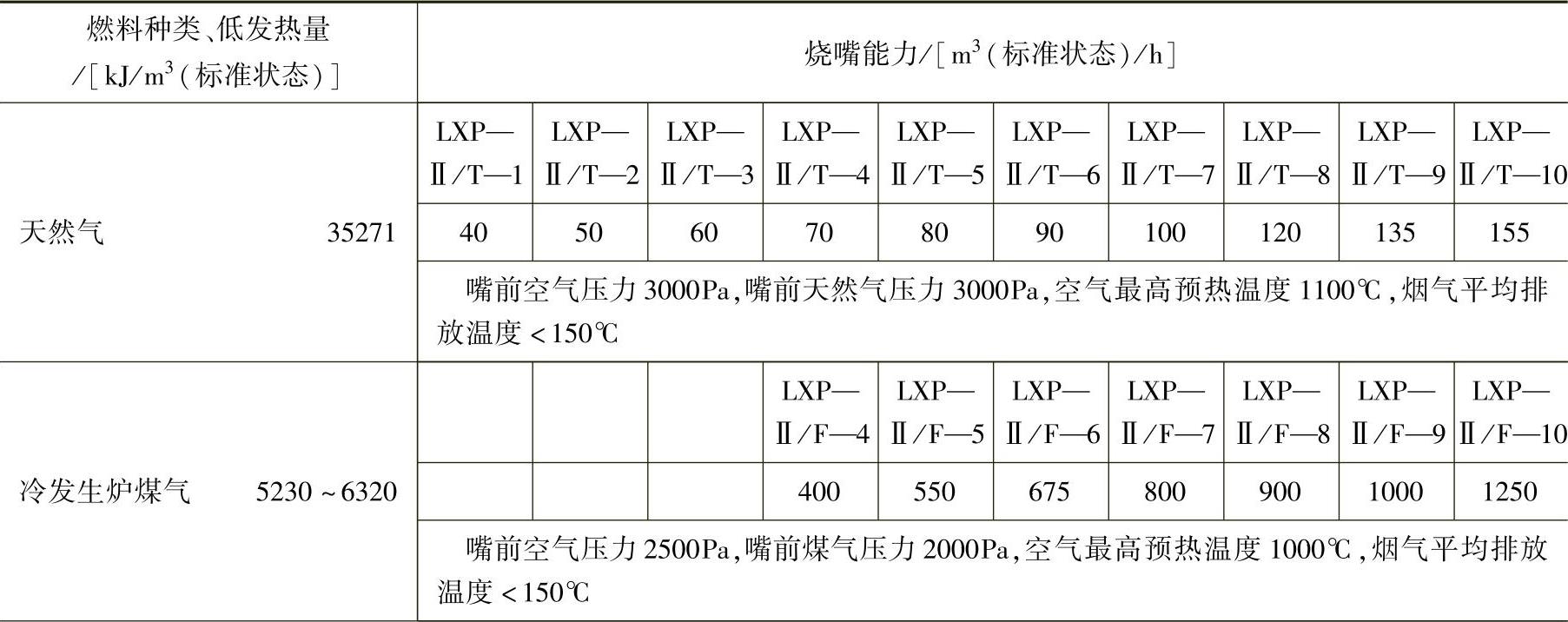
④蓄热式自身预热烧嘴。该烧嘴煤气不换向。烧嘴中设有两个蓄热室,烟气和空气通过四通换向阀交替通过两个蓄热室,可将空气预热至1000~1100℃,烧嘴可单个设置使用。其结构如图9-4-26所示,燃烧能力见表9-4-27。
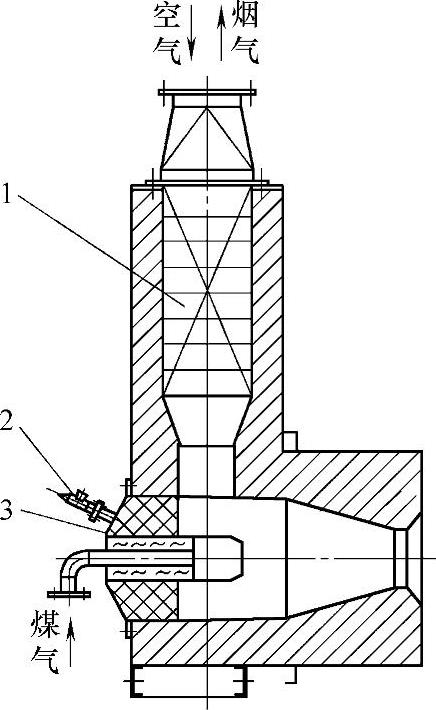
图9-4-25 蓄热式高速烧嘴
1—蓄热体 2—观察孔 3—护管
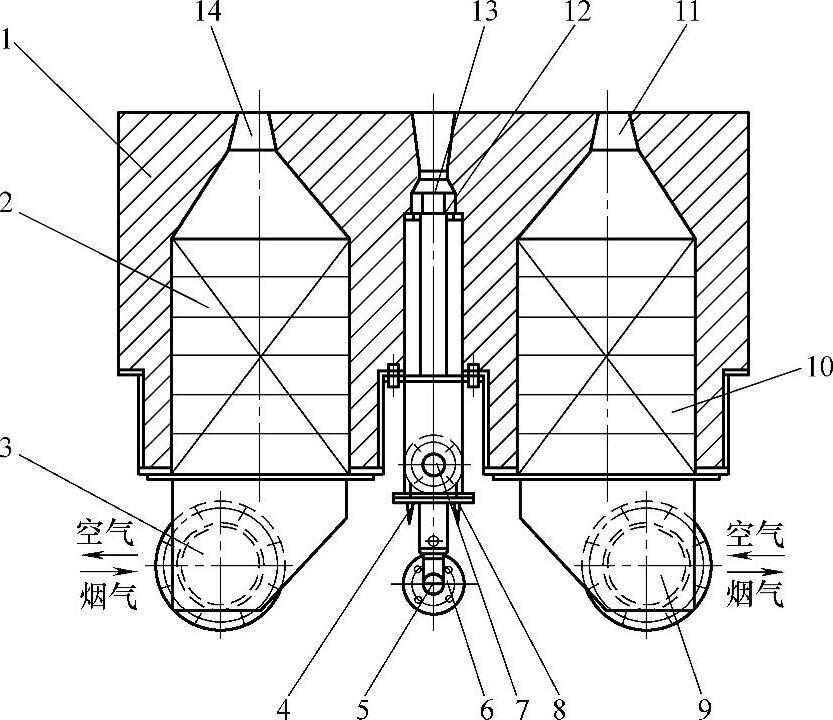
图9-4-26 蓄热式自身预热烧嘴
1—烧嘴砖 2—左蓄热体 3—左风口 4—点火电极 5—主煤气口 6—点火煤气口 7—点火风口 8—离子检测 9—右风口 10—右蓄热体 11—右风出口 12—点火烧嘴喷头 13—主煤气出口 14—左风出口
表9-4-26 蓄热式高速烧嘴技术参数(重庆沃克斯公司)
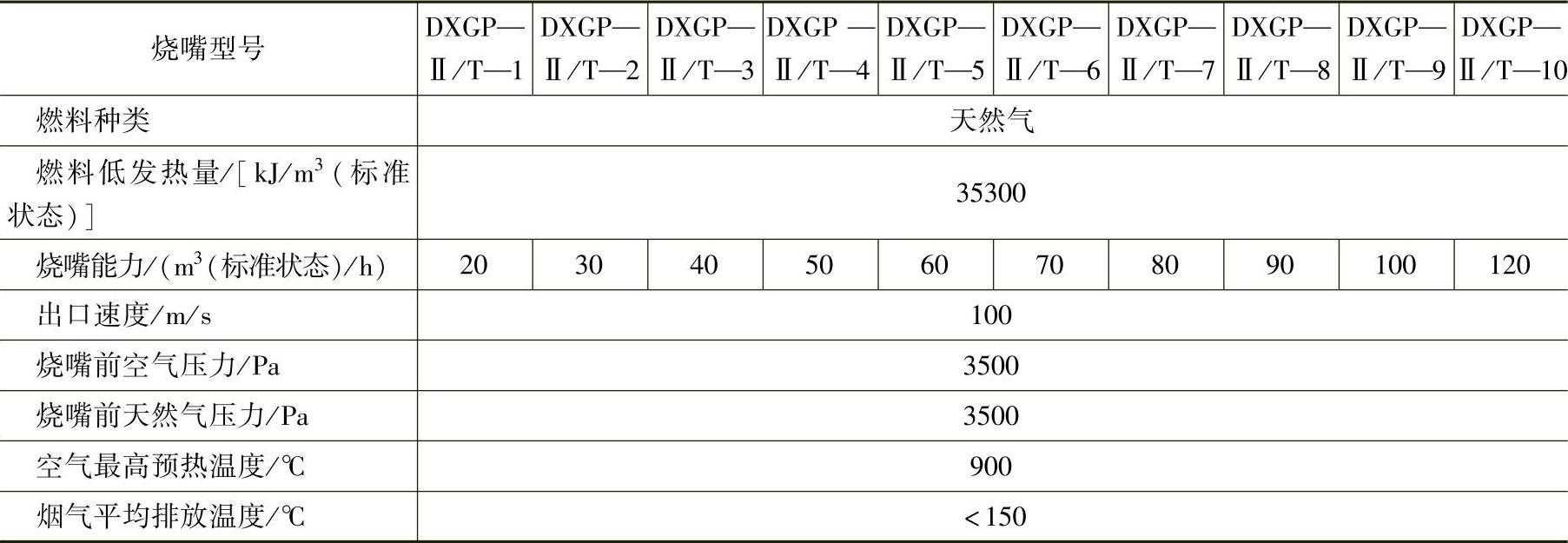
表9-4-27 蓄热式自身预热烧嘴燃烧能力(重庆沃克斯公司)
(续)
2)空气、煤气双预热蓄热式烧嘴。该烧嘴适用于燃烧高炉煤气、发生炉煤气,必须成对使用。
该烧嘴空气和煤气经蓄热室预热后在烧嘴混合喷口处相遇后喷入炉内燃烧,混合喷口可水平喷出也可做成垂直向上喷出,有利于设计不同的火焰形式,其结构如图9-4-27所示。
该烧嘴可以采用全分散换向或分组换向,也可以采用分段集中换向或分侧集中换向。技术参数见表9-4-28。
(14)组合式烧嘴 目前有许多组合式燃烧装置已经成功运用到各种炉子上,其特点是将烧嘴、阀门、烧嘴控制设备、安全监测设备等组合在一起,满足各种加热工艺对燃烧装置的要求,提高了燃烧系统的安全可靠性。
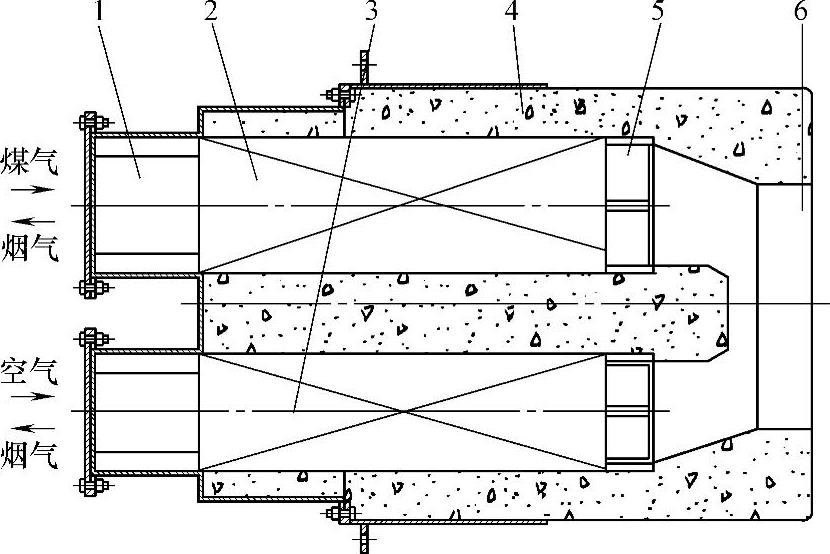
图9-4-27 空气、煤气双预热蓄热式烧嘴
1—隔栅 2—煤气蓄热室 3—空气蓄热室 4—烧嘴外壳 5—档板砖 6—混合喷口
表9-4-28 空气、煤气双预热蓄热式烧嘴技术性能(常熟喷嘴厂)
1)烧嘴结构。烧嘴采用模块化设计,方便使用和系统改造,便于维修,部分结构采用特殊材质。烧嘴由烧嘴壳体、烧嘴芯和燃烧室组成。
①烧嘴壳体有铸钢和铸铝两种。
②烧嘴芯。烧嘴芯用来导入燃气,由以下部分组成:
燃气连接口:内部配有测量孔板以及流量调节机构,可以进行精确的流量调整。
电极:配置两根电极,分别作为点火电极和火焰监测电极。
烧嘴头:其结构要保证空气、燃气充分混合;防止燃气回火、脱火;按照烧嘴头的形状分为直焰、平焰、长焰、短焰。另外还有自身预热式烧嘴、辐射管烧嘴等。
③燃烧室。燃烧室可以用砖、耐热钢管或陶瓷套管制成,根据不同的要求,如最高炉温、炉墙厚度、炉衬材料、火焰出口速度、燃料成分等,选择不同形式的燃烧室。
2)烧嘴控制。无论是脉冲燃烧系统还是比例燃烧系统,烧嘴的空气、煤气控制系统基本相同,只是空气电磁阀的选型不同,如图9-4-28所示。
值得注意的设备是:
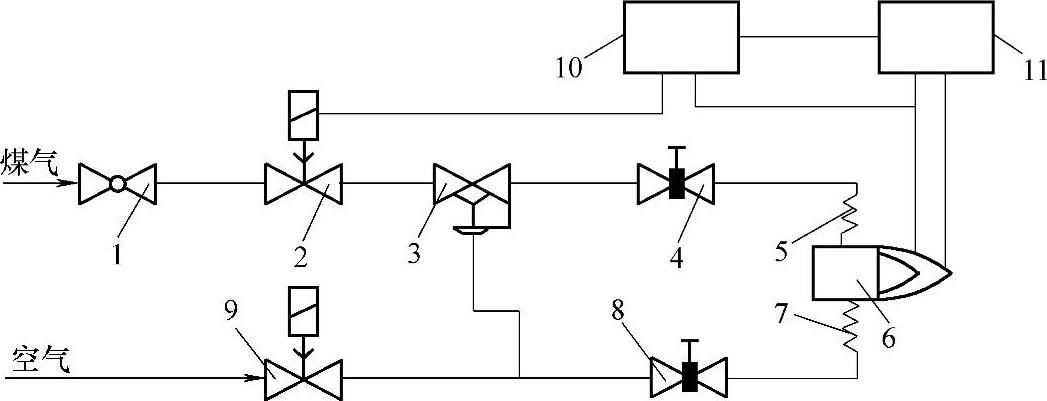
图9-4-28 组合式烧嘴空气、煤气控制系统
1—手动球阀 2—煤气电磁阀 3—空/燃比例阀 4—流量调节旋塞阀 5—煤气波纹管 6—烧嘴 7—空气波纹管 8—流量调节旋塞阀 9—空气电磁蝶阀 10—烧嘴控制器 11—点火变压器
①空/燃比例阀:安装在燃气管道上,通过导压管接收空气压力信号,实现空气、燃气自动配比。通过调节空气蝶阀改变空气压力,从而相应的改变燃气流量来调节烧嘴功率。
②空气电磁蝶阀:用来调节空气量,在连续燃烧系统中,接收系统输出的4~20mA信号;在脉冲燃烧系统中,接收系统输出的开关信号。
③烧嘴控制器:实现烧嘴的自动点火、火焰监测,火焰熄灭后自动重新点火,如不着火,发出报警信号,煤气电磁阀自动关闭。如着火,则保持煤气电磁阀开启。
(四)烧嘴砖
烧嘴砖是液体和气体燃料燃烧装置的组成部分,其作用是:
1)将燃料与空气混合物在烧嘴砖内加热至着火温度,使其容易点燃并迅速燃烧。
2)促进形成所需的火焰形状,如喇叭型烧嘴砖促进形成平火焰。
3)保证烧嘴某些特性,如保证高速烧嘴出口速度,保证自身预热烧嘴形成烟气回路等。
(五)燃烧装置的选择
电能加热比燃料燃烧加热质量好,在电力供应允许条件下可选用电能加热。
在锻造炉上采用燃气、燃油烧嘴比采用燃煤装置有一系列优点,表现在:加热速度快、燃烧完全、炉温稳定、加热质量好、炉体结构简单、劳动条件好、易实现机械化自动化和环境污染少等,有条件的工厂应优先采用。
煤是我国的主要能源,贮量丰富,所以在相当长的时间内工业炉以煤为燃料的现象必然存在,特别是锻造炉由于自身的特点和历史原因,煤炉的使用更为广泛,如何用好煤炉仍是今后值得研讨的问题,将煤转化成煤气使用是今后的方向。