二
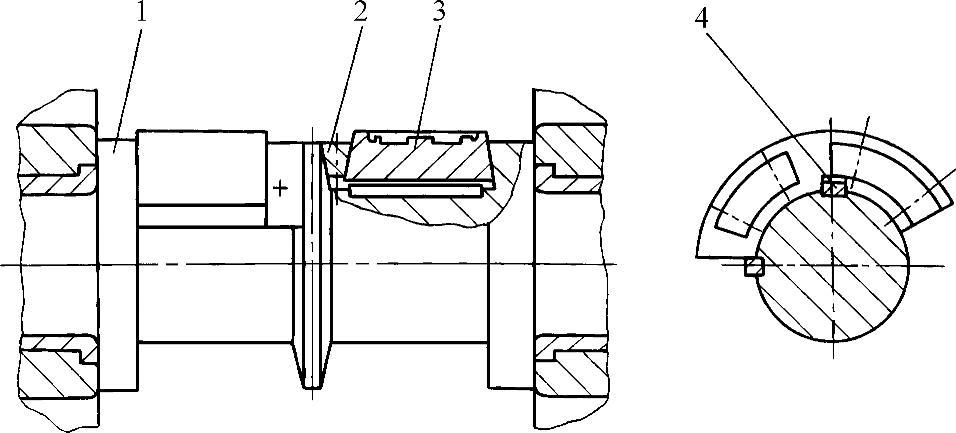
、扇形模凸凹槽定位用压紧环固定
在扇形模2的两侧面加工凸凹槽相互配合定位,结构见图5-7-12。轴向用压紧环3与螺钉4顶紧固定。圆周方向用平键7定位并承受切向力。挡环5籍圆销8骑缝于锻辊之间以轴向定位。该结构简单,可固定多副模具、牢固可靠,装拆方便。但不能承受较大的轴向力,在每副锻模调节时,互不影响。无径向压紧力,只是靠凸凹槽配合定位紧固。锻模加工需精度高,锻模应有一定的厚度,以保证足够的强度和刚度。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-7-11 扇形模用楔形压块固定
1—锻辊 2—楔形压块 3—锻模 4—平键
 (https://www.daowen.com)
(https://www.daowen.com)